连续铸钢质量篇
- 格式:pptx
- 大小:2.90 MB
- 文档页数:78
铸钢件质量分析及质量改进措施摘要:随着我国经济的快速发展,推动了铸钢件产量的快速增长,在未来的10~20年中,铸钢行业的发展方向是以生产高质量、附加值高及特殊材质及性能的大型铸钢件为主,本文主要分析和研究了铸钢件的质量问题以及改进措施。
关键词:铸钢件;质量分析;质量改进;措施1铸钢件的质量检测工艺由于铸钢的冶炼过程和凝固特性,且大型铸钢件铸造工艺复杂、生产周期长、工序较多,使得铸钢件中难免产生某些冶金缺陷或铸造缺陷。
这些缺陷不同程度地影响铸件外观质量、内在质量和使用性能。
为了获得优质的大型铸钢件,必须进行规范的质量检测。
1.1外观质量检测铸件的外观质量是指铸件表面可以直接看到或测量出的质量标准,包括表面粗糙度、表面缺陷、尺寸公差和形状、重量偏差等。
这些缺陷各自有相应的国家检测标准和检测方法。
1.2内部质量检测大型铸钢件的内部质量检测主要包括:金相组织的检验、化学成分分析、力学性能测试、物理性能测试、工艺性能测定、无损检测以及其他特殊性能的测定。
2 质量问题的影响因素2.1工艺问题主要是指工艺设计人员制订的工艺不合理,引发的铸件质量问题有缩孔、尺寸偏差、硬度不足、裂纹及变形等。
在铸钢件的铸造工艺设计上,浇注系统的布置和冒口的尺寸、位置等,都必须根据铸件形状及热节大小,经过严格的工艺设计,工艺不当容易使铸件补缩距离不足,在冒口下方产生缩孔。
铸件采用顺序凝固的原则,保证铸件上各部分按照远离冒口的部分最先凝固,然后是靠近冒口部分,最后是冒口本身凝固的次序进行。
加强冒口的补缩作用可以通过在铸件底部和侧面放置冷铁、在冒口下方设置补贴来增加冒口的补缩距离、倾斜10°浇注,以及浇注结束时从冒口补浇后用保温剂覆盖等措施,使铸件遵循顺序凝固的原则,保证缩孔集中在冒口中,从而获得致密的铸件。
铸件的尺寸偏差主要是由于技术人员对铸造收缩率的把握不准确所致,铸造线收缩率应该充分考虑金属本身的化学成分、浇注温度、铸件的结构复杂程度和尺寸的大小,同时应该考虑铸件在铸型中的收缩是自由收缩还是受阻收缩,综合确定实际收缩率。

摘要高效连铸通常定义为五高:即整个连铸坯生产过程是高拉速、高质量、高效率、高作业率、高温铸坯。
本设计的容主要包括简单的介绍了我国与世界铸钢技术的发展轨迹与未来连铸技术的发展方向。
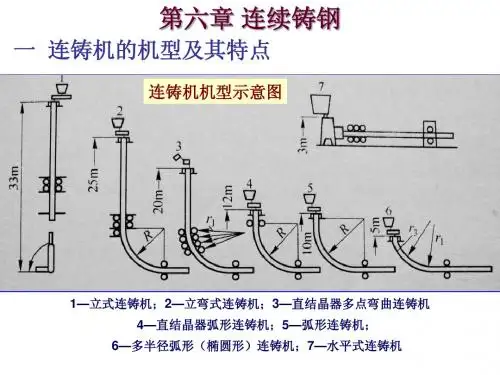
简单的介绍连铸机机型特点与选择使用的方法。
本设计主要是从提高连铸机拉速和提高连铸机作业率两方面着手。
从而提高连铸机设备的坚固性、可靠性和自动化水平,达到长时间的无故障在线作业,提高连铸机作业率水平。
连铸工序采用多项先进技术,使得单线布置紧凑,使产品质量、生产成本、生产效率得到了优化。
关键词:连铸机型方坯连铸铸坯质量结晶器优化AbstractEfficient continuous casting is usually defined as five high : that the entire billet production process is high speed 、high quality 、 high efficiency、high operating rates. High temperature slab.The design covers the brief introduction to China and the world steel technology development path and future direction of continuous casting technology. Brief characteristics of continuous casting machine models and select the method used. This design is mainly to increase speed and improve the continuous casting machine continuous casting machine of two aspectsContinuous casting machine equipment to enhance the robustness, reliability and automation level, to achieve long trouble-free online operations and increase the rate of horizontal continuous casting machine operation. Continuous casting process uses a combination of advanced technology, making single compact layout, product quality, production costs, production efficiency has been optimized.Key words: continuous casting billet Slab qualityMold Optimization目录摘要IABSTRACT II第一章绪论11.1连续铸钢技术简介11.2世界连铸技术的发展11.3连续铸钢的优越性71.3.1传统连铸进入工业成熟期的技术发展71.3.2连续铸钢技术的最新发展与未来81.4我国铸钢技术的开发与应用12第二章连铸机的机型和特征142.1连铸机的机型和特点142.2连铸机的结构特征162.3连铸机机型的选择17第三章总体设计183.1总体方案的确立183.2弧形连铸机总体设计计算与确定183.2.1铸坯断面193.2.2冶金长度(液心长度)203.2.3拉坯速度233.2.4连铸机生产能力的计算263.2.5连铸机生产能力的计算273.2.6校核铸坯是否完全凝固283.2.7带液一点矫直的可能性293.2.8连铸机流数的计算30第四章振动装置设计与计算314.1结晶器的振动参数314.2振动机构的驱动功率(P)334.2.1振动总负荷334.2.2动负荷334.2.3驱动功率P的计算34第五章 PROENGINEER软件简介34PROE的简介:34第六章结论41参考文献43附录45致48第一章绪论1.1 连续铸钢技术简介连续铸钢是一项把钢水直接浇铸成形的节能新工艺,它具有节省工序、缩短流程,提高金属收得率,降低能量消耗,生产过程机械化和自动化程度高,钢种扩大,产品质量高等许多传统模铸技术不可比拟的优点。
23.什么是连铸坯的质量问题?最终钢材产品的质量取决于连铸坯的质量。
所谓连铸坯的质量是指得到合格钢材产品所允许的铸坯缺陷的严重程度。
我们关心的是,哪些连铸坯的质量问题可以通过电磁搅拌来解决,这就一定会涉及质量问题产生的原因。
24.铸坯质量问题主要有哪些?(1)铸坯的纯净度(夹杂物数量、形态、分布等);(2)铸坯的表面缺陷(裂纹、夹渣、气孔等);(3)铸坯内部缺陷(裂纹、偏析、夹杂、疏松和缩孔等)。
铸坯的纯净度主要取决于钢水进入结晶器之前的处理过程,即在浇注前把钢水搞“干净”些;同时浇铸时要控制工艺,不让夹杂物随钢水下行。
铸坯纯净度的控制是从熔炼开始(电炉、转炉)到炉外精炼、中间包冶金、保护浇注以及电磁搅拌工艺的全过程控制。
铸坯的表面缺陷主要取决于钢水在结晶器内的凝固过程,它与结晶器内坯壳的形成过程、结晶器液面波动、浸入式水口设计、保护渣性能等因素有关。
必须控制影响表面质量的各参数在目标值以内,从而生产无缺陷的铸坯,这是热送和直接轧制的前提。
铸坯的内部缺陷包括内部裂纹、疏松与缩孔,主要取决于在二次冷却区铸坯冷却过程和铸坯支撑系统。
合理的二次冷却水分布,支承辊的对中,防止铸坯鼓肚等是提高铸坯内部质量的前提。
铸坯内部元素偏析,是与全过程有关的。
因此,为了获得良好的铸坯质量,可以根据钢种和产品的不同要求,在连铸的不同阶段,如钢包、中间包、结晶器和二冷区采用不同的工艺技术(包括电磁搅拌),对铸坯质量进行有效的控制。
25.连铸坯中非金属夹杂物有哪些类型?连铸坯中非金属夹杂物,按其生成方式可分为内生夹杂和外来夹杂。
内生夹杂,主要是指出钢时,加铁合金的脱氧产物和浇注过程中钢水和空气的二次氧化产物,如铝的氧化物。
外来夹杂,主要是冶炼和浇铸过程中带入的夹杂物,如钢包、中间包耐火材料的浸蚀物,卷入的包渣和保护渣、水口被冲刷的残留物等。
连铸坯中最后凝固的夹杂物的数量、分布和粒度,是受中间包内钢水的纯净度、结晶器内注流的冲击深度以及注流的运动状态等制约的。
连续铸钢质量篇1. 引言连续铸钢是一种重要的钢铁生产工艺,它能够实现高效率的连续生产,同时具备优异的钢材质量。
本文将深入探讨连续铸钢质量的关键因素、常见问题以及解决方法。
2. 连续铸钢质量的关键因素连续铸钢质量的好坏取决于多个因素的综合影响。
以下是一些关键因素:2.1 铸造工艺铸造工艺是连续铸钢质量的基础。
合理的工艺流程可以确保熔池中的杂质被最大程度地剔除,并且保持合适的浇注速度和温度,以获得均匀的铸坯。
关键的铸造工艺参数包括浇注速度、结晶器摆动频率和角度等。
2.2 炉次管理炉次管理对连续铸钢质量的影响非常重要。
每个炉次的钢水温度、成分和浇注速度都需要仔细控制,以保证连续铸造的稳定性和一致性。
此外,炉次间的温度过渡也需要加以注意。
2.3 结晶器设计结晶器是连续铸钢中的关键组件之一。
合理的结晶器设计可以有效控制铸坯的凝固形态,避免出现过度凝固和偏析等问题。
优化结晶器的形状和尺寸,并采用适当的冷却水量,可以进一步提高连续铸钢的质量。
2.4 冷却条件冷却条件直接影响连续铸钢的凝固过程和组织形成。
合适的冷却速率可以避免组织异常和缺陷的产生。
调整冷却水量和冷却器的布置方式是改善冷却条件的常用方法。
2.5 管理与控制良好的管理和控制体系是确保连续铸钢质量的重要保证。
包括实时监测和控制系统、质量检测和控制手段、操作技术和培训等方面的工作。
3. 常见问题及解决方法在连续铸钢过程中,常会遇到一些质量问题。
下面列举了一些常见问题及相应的解决方法:3.1 出现通道疤通道疤是连续铸钢中的常见缺陷之一,它产生的原因多种多样,包括结晶器摆动不当、过度凝固等。
解决通道疤问题的方法通常有:调整结晶器摆动频率和角度,控制浇注速度和温度,改进冷却条件。
3.2 纵裂纵裂是连续铸钢中的另一个常见问题,它可能由于温度梯度过大、浇注速度过快等原因引起。
为了解决纵裂问题,可以通过优化冷却器布置、调整浇注速度和温度,以及合理控制结晶器的冷却水量等方法。
连续铸钢连铸新技术连铸新技术主要体现在。
连铸机的高生产率(作业率、拉速、设备可靠)和连铸坯的质量(铸坯洁净度、铸坯表面缺陷、铸坯内部缺陷)。
1提高连铸机生产率1.1提高连铸机作业率目前在钢铁工业发达国家,现代化大型板坯连铸机的作业率已达90%以上,方坯连铸机的作业率也在90%以上,有的甚至达到了95%。
提高连铸机作业率的措施:(1)提高连浇炉数。
国外钢厂板坯连浇炉数在1500炉以上,方坯在1000炉以上。
(2)提高结晶器的使用寿命。
在日本结晶器寿命由200~300炉提高到1000~3000炉。
(3)结晶器下部钢板采用多层电镀、先镀ni再镀磷化物和cr,并改变镀层范围和厚度。
(4)改变结晶器冷却槽的形状和间隔,铜板表面弯月面附近温度可降到100℃左右,寿命大大提高。
(5)将板坯连铸结晶器厚度改为33mm~40mm,冷却水缝宽为5mm,冷却水流速达9m/s以上,防止粘接性漏钢。
(6)漏钢预报技术,将多个热电偶埋设在铜板内,使之形成网络布置,根据各个热电偶测得的温度变化进行预报,拉漏率在0.4%以下。
(7)异钢种接浇技术。
在结晶器内插金属连接件并放入隔层材料,防止钢液成分混合。
缩短连铸辅助作业时间,提高金属收得率。
(8)钢包、中间包和浇注水口的快速更换技术,各国尤其对快速更换中间包浸入式水口已获成功,更换时间1~2min,最快的仅使钢流断流3s。
(9)中间包热态循环使用技术,日本达450次。
(10)防止浸入式水口堵塞,塞棒和浸入式水口吹ar,中包设挡渣墙和陶瓷过滤器,中包加ca处理等,可保多炉连浇。
(11)提高辊子使用寿命,如在锻造辊上焊接耐磨性crb型材料,或使用衬套式复合辊。
在板坯机上可使弯弧部分的辊子寿命达到6000~9000炉,水平部分辊子寿命达1.2万~2.8万炉。
(12)缩短非浇注时间,如。
上装引锭杆;铸机采用整体快速更换;采用各种自动检测装置,提高自动化控制水平,加强铸机设备维护。
1.2提高连铸机拉速技术现代化小方坯连铸机拉速已达4.0~5.0m/min(130mm×130mm),板坯连铸机拉速已达2.5m/min[220mm×(700mm×1650mm)]。

连铸坯表面质量缺陷及处理措施【摘要】对于连铸板坯而言,振痕和裂纹是其主要的质量缺陷问题。
虽然这个缺陷在大多数情况下对连铸坯的质量影响不大,但是如果不及时有效的处理调还会带来很多附加的质量问题。
尤其是在生产不锈钢和高强度钢品种时,这种质量缺陷所带来的弊端更加明显。
【关键词】连铸坯;振痕;质量影响1振痕形成机理在连铸坯生产中,振痕和裂纹是两种最为常见的质量缺陷问题,主要是由于弯月面顶端溢流造成的,该缺陷形成以后会附带其他质量缺陷一并产生。
2振痕对铸坯质量的影响振痕对连铸坯的质量影响会导致后期出现列裂纹,包括横裂纹、角部横裂纹及矫直裂纹。
如果连铸坯内掺杂的杂质较多,会导致大规模网状裂纹的出现,甚至出现穿钢现象。
如果在连铸坯出现振痕的地方晶粒很大,就会产生晶间裂纹现象,在这样的情况下需要对连铸坯修磨,从而提高成材率。
3影响振痕深度的因素振动参数对振痕形状和深度有重要影响。
其中振幅、频率、负滑脱时间及振动方式最为重要;结晶器保护渣的耗量、粘度、保温性能及表面性能等有着重要影响;.钢的凝固特性对振痕有着重要影响,特别是当钢中碳含量和钢中Ni/Cr 比影响最突出。
当钢中碳含量为0.1%左右,Ni/Cr≈0.55左右,铸坯表面振痕最深。
4减少振痕深度的措施采用小振幅(s)、高频率(f)及减少负滑脱时间(tN),可以有效的减少振痕的深度;采用非正弦振动方式可以减少振痕的深度,这是因为非正弦振动其负滑脱时间tN比正弦振动短;采用渣耗量低,粘度高的保护渣,可以使振痕深度变浅。
采用保温性能好和能增加弯月面半径的保护渣可以减少振痕深度;提高不锈钢、钢液的过热度,尤其是含钛和含铝的不锈钢对减少该钢表面振痕深度是有效的。
提高结晶器进出冷却水的温差,对减少振痕深度是有利的。
5铸坯表面裂纹5.1表面纵裂纹铸坯表面纵裂纹是铸坯最主要表面缺陷,对铸坯质量影响极大,特别是板坯和圆坯最为突出,报废量和整修量很大。
5.1.1纵裂纹类型铸坯表面沟槽纵裂纹。
连铸坯质量缺陷连铸坯的质量缺陷及控制摘要连铸坯质量决定着最终产品的质量。
从⼴义来说所谓连铸坯质量是得到合格产品所允许的连铸坯缺陷的严重程度,连铸坯存在的缺陷在允许范围以内,叫合格产品。
连铸坯质量是从以下⼏个⽅⾯进⾏评价的:(1)连铸坯的纯净度:指钢中夹杂物的含量,形态和分布。
(2)连铸坯的表⾯质量:主要是指连铸坯表⾯是否存在裂纹、夹渣及⽪下⽓泡等缺陷。
连铸坯这些表⾯缺陷主要是钢液在结晶器内坯壳形成⽣长过程中产⽣的,与浇注温度、拉坯速度、保护渣性能、浸⼊式⽔⼝的设计,结晶式的内腔形状、⽔缝均匀情况,结晶器振动以及结晶器液⾯的稳定因素有关。
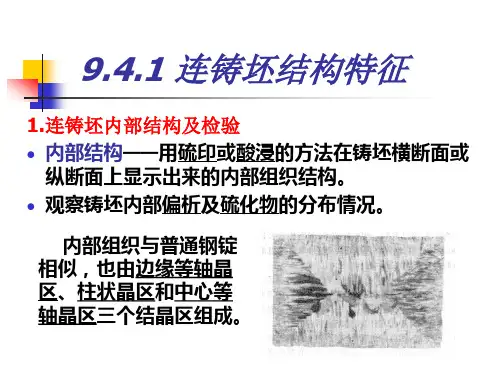
(3)连铸坯的内部质量:是指连铸坯是否具有正确的凝固结构,以及裂纹、偏析、疏松等缺陷程度。
⼆冷区冷却⽔的合理分配、⽀撑系统的严格对中是保证铸坯质量的关键。
(4)连铸坯的外观形状:是指连铸坯的⼏何尺⼨是否符合规定的要求。
与结晶器内腔尺⼨和表⾯状态及冷却的均匀程度有关。
下⾯从以上四个⽅⾯对实际⽣产中连铸坯的质量控制采取的措施进⾏说明。
关键词:连铸坯;质量;控制1 纯净度与质量的关系纯净度是指钢中⾮⾦属夹杂物的数量、形态和分布。
夹杂物的存在破坏了钢基体的连续性和致密性。
夹杂物的⼤⼩、形态和分布对钢质量的影响也不同,如果夹杂物细⼩,呈球形,弥散分布,对钢质量的影响⽐集中存在要⼩些;当夹杂物⼤,呈偶然性分布,数量虽少对钢质量的危害也较⼤。
此外,夹杂物的尺⼨和数量对钢质量的影响还与铸坯的⽐表⾯积有关。
⼀般板坯和⽅坯单位长度的表⾯积(S)与体积(V)之⽐在0.2~0.8。
随着薄板与薄带技术的发展,S/V 可达10~50,若在钢中的夹杂物含量相同情况下,对薄板薄带钢⽽⾔,就意味着夹杂物更接近铸坯表⾯,对⽣产薄板材质量的危害也越⼤。
所以降低钢中夹杂物就更为重要了。
提⾼钢的纯净度就应在钢液进⼊结晶器之前,从各⼯序着⼿尽量减少对钢液的污染,并最⼤限度促使夹杂物从钢液中排除。
为此应采取以下措施:表⾯缺陷 1—横向⾓裂;2—纵向边裂;3—横向裂纹;4—纵向裂纹;5—⽹状和蜘蛛状裂纹;6—结晶器往复运动的振痕;7—⽓泡;8—保护渣型夹杂物⑴⽆渣出钢。
铸钢厂质量保障措施怎么写标题:铸钢厂质量保障措施摘要:本文旨在探讨铸钢厂质量保障措施的重要性,并详细阐述了几种常用的质量保障措施,包括质量管理体系的建立、员工培训、质量检测方法和质量评估措施等。
通过这些措施的实施,铸钢厂可以提高产品质量,并确保满足客户需求,提升企业竞争力。
引言:随着全球制造业的发展,钢铁行业在经济建设和基础设施建设中扮演着重要角色。
然而,铸钢过程中的质量问题可能会导致产品的不合格,进而影响企业声誉和市场份额。
因此,铸钢厂必须采取一系列有效的质量保障措施,以确保产品质量和客户满意度。
一、质量管理体系的建立铸钢厂应建立完善的质量管理体系,并通过国际标准化组织(ISO)质量管理体系认证。
该体系包括质量目标的设定、质量流程的审查、质量管理制度的建立与执行等。
质量管理体系的建立可以帮助铸钢厂规范工艺流程、标准化产品质量,从而提高产品的一致性和稳定性。
1.1质量目标的设定铸钢厂应设定符合客户需求和行业标准的质量目标,如降低产品缺陷率、提高产品质量稳定性等。
质量目标的设定应参考市场需求、技术水平和公司资源,以确保可行性和可操作性。
1.2质量流程的审查铸钢厂应对质量流程进行审查,确保每个质量节点的要求得到满足。
审查过程中,应识别潜在的质量风险,并制定相应的控制措施,以防止质量问题的发生。
1.3质量管理制度的建立与执行铸钢厂应建立质量管理制度,包括质量文件的编制、变更控制、不符合品管理、质量记录的保存等。
同时,应通过内部审核和管理评审等手段,对质量管理制度的有效性进行监督和评估。
二、员工培训员工素质是铸钢厂质量保障的关键因素。
铸钢厂应建立完善的员工培训体系,包括新员工培训、在职培训和技能提升培训等。
通过培训,员工可以掌握操作技能、质量要求和质量管理知识,提高产品的整体质量水平。
2.1新员工培训新员工培训是铸钢厂质量管理的基础。
在入职培训中,新员工应了解公司的质量方针、质量目标和质量管理体系。
同时,还应接受相应的职业素养培训、操作规程培训和知识学习培训,以掌握所需的工作技能和质量要求。