轧制定义和基本原理
- 格式:ppt
- 大小:1.13 MB
- 文档页数:51

控制轧制与控制冷却培训一、轧制的基本原理和过程1. 轧制的概念和分类:介绍了轧制的定义和轧制根据加工方式和加工精度的不同可以分为粗轧和精轧。
2. 轧制的基本原理:介绍了轧制的原理,包括材料变形、变形力和摩擦力。
3. 操作技巧和注意事项:介绍了轧机的操作技巧和相关的注意事项,包括轧机的启动、停止和维护等内容。
二、控制轧制的关键参数1. 温度控制:介绍了轧制过程中温度的控制方法和关键参数。
2. 轧制力和轧制速度:介绍了轧制过程中轧辊的力和速度的控制方法和关键参数。
3. 压下量:介绍了轧制过程中的压下量的控制方法和关键参数。
三、冷却的基本原理和过程1. 冷却的概念和分类:介绍了冷却的定义和冷却方式的分类。
2. 冷却的基本原理:介绍了冷却的原理,包括热量传递和温度控制。
3. 操作技巧和注意事项:介绍了冷却设备的操作技巧和相关的注意事项,包括冷却水的供应和冷却温度的控制等内容。
四、控制冷却的关键参数1. 冷却水温度:介绍了冷却过程中冷却水温度的控制方法和关键参数。
2. 冷却水流量:介绍了冷却过程中冷却水流量的控制方法和关键参数。
3. 冷却时间:介绍了冷却过程中冷却时间的控制方法和关键参数。
五、轧制与冷却的协调控制1. 轧制和冷却的关联性:介绍了轧制和冷却之间的关联性,以及对产品性能和质量的影响。
2. 控制系统的应用:介绍了轧制和冷却中常用的控制系统,包括自动控制系统和人工控制系统等。
3. 故障处理和维护:介绍了轧制和冷却中常见的故障处理方法和设备维护技巧。
以上是本次控制轧制与控制冷却培训的主要内容概要,希望通过此次培训,能够提高操作工人对控制轧制与控制冷却的理解和技能,为公司的生产和产品质量提升贡献力量。
六、安全生产培训1. 轧制和冷却设备的安全操作规程:介绍了轧制和冷却设备的安全操作规程,包括设备启动、停止和紧急情况的处理等内容,以确保操作人员的安全。
2. 安全防护措施:介绍了轧制和冷却设备的安全防护措施,包括安全防护装置的使用和维护,以减少事故发生的可能性。
轧制的原理
轧制是一种重要的金属加工方法,它通过辊轧将金属坯料压制成所需形状和尺寸的工件。
轧制的原理主要包括塑性变形、应力变形和金属流动等几个方面。
首先,塑性变形是轧制的基本原理之一。
在轧制过程中,金属坯料受到辊轧的挤压和拉伸作用,从而使其发生塑性变形。
金属坯料的晶粒在受力的作用下发生滑移和再结晶,从而改变了原来的形状和尺寸,最终形成所需的工件。
其次,应力变形也是轧制的重要原理之一。
在轧制过程中,金属坯料受到的应力会引起其内部结构和形状的变化。
通过合理控制轧制过程中的应力分布和应力状态,可以实现金属坯料的塑性变形和加工成形,从而得到符合要求的工件。
另外,金属流动也是轧制的关键原理之一。
在轧制过程中,金属坯料受到辊轧的挤压和变形,金属内部的晶粒和晶界会发生流动和重组,从而改变了金属的形状和结构。
通过合理控制金属的流动和变形,可以实现金属坯料的加工成形,从而得到满足要求的工件。
总的来说,轧制的原理是通过塑性变形、应力变形和金属流动等方式,将金属坯料加工成所需形状和尺寸的工件。
在轧制过程中,需要合理控制轧制参数和工艺流程,以确保金属的加工质量和工件的精度。
同时,还需要注意金属的热处理和表面处理,以提高工件的性能和表面质量。
通过对轧制原理的深入理解和掌握,可以更好地应用轧制技术,实现金属加工的高效、精密和可靠。
棒材直接轧制摘要:一、棒材直接轧制的定义与原理二、棒材直接轧制的过程与分类三、棒材直接轧制的优势与挑战四、棒材直接轧制的应用领域与发展前景正文:棒材直接轧制是一种通过连续轧制方式,将金属棒材经过一系列轧制工序,使其形状、尺寸、表面质量以及内部组织得到改善和优化的工艺方法。
它具有生产效率高、能耗低、产品质量好等优点,广泛应用于建筑、汽车、轨道交通、航空航天等领域。
一、棒材直接轧制的定义与原理棒材直接轧制,顾名思义,是指直接将金属棒材进行轧制处理。
轧制是一种金属塑性变形的过程,通过轧制设备对金属棒材施加一定的压力,使其在通过轧辊时发生连续的塑性变形,从而改变其形状、尺寸和内部组织。
轧制过程中,金属棒材的外层受到较大的挤压力,内部受到较小的挤压力,从而使金属棒材产生塑性变形。
二、棒材直接轧制的过程与分类棒材直接轧制的过程主要包括:预热、轧制、退火、拉伸、热处理、冷却、矫直、检验等。
根据轧制方式的不同,棒材直接轧制可分为:热轧、冷轧、温轧等。
热轧是指在高温条件下进行的轧制,冷轧是指在室温条件下进行的轧制,温轧则介于两者之间。
三、棒材直接轧制的优势与挑战棒材直接轧制的优势主要体现在:生产效率高,每道轧制工序的时间较短,整个轧制过程可以实现连续生产;能耗低,由于采用连续轧制方式,使得棒材在轧制过程中的变形热能得到充分利用;产品质量好,通过轧制,可以改善金属棒材的形状、尺寸、表面质量以及内部组织。
然而,棒材直接轧制也面临着一些挑战,如轧制过程中可能出现的板形不良、表面缺陷等问题,需要加强对轧制过程的控制。
四、棒材直接轧制的应用领域与发展前景棒材直接轧制广泛应用于建筑、汽车、轨道交通、航空航天等领域。
随着我国经济的持续发展,对金属材料的需求不断增加,棒材直接轧制市场前景十分广阔。
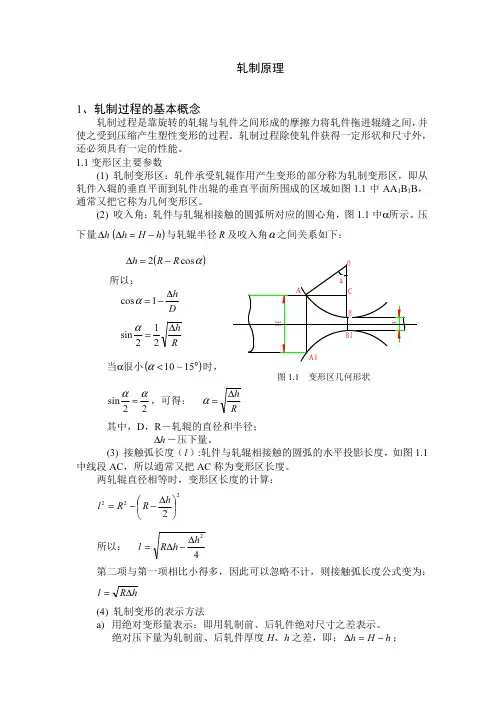

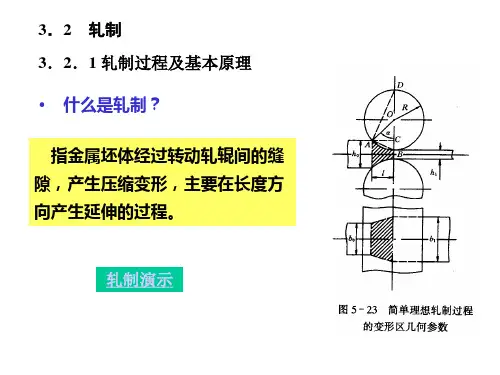
轧制原理1、基本原理和工艺1.1基本概念⑴轧制过程:轧制过程是靠旋转的轧辊与轧件之间形成的摩擦力将轧件拖近辊缝之间,并使之受到压缩产生塑性变形的过程。
轧制过程除了使轧件获得一定形状和尺寸外,还必须具有一定的性能。
⑵轧制变形区:①轧制变形区:在辊缝中的轧件承受轧制力作用发生变形的部分称为轧制变形区,通常也称为几何变形区。
②咬入角(α):是指轧件开始轧入轧辊时,轧件和轧辊最先接触的点和轧辊中心连线所构成的园心角。
Δh=D(1- cosα)式中:Δh—该道次的压下量,Δh=H–h。
D—轧辊工作直径。
③接触弧长度:轧件与轧辊相接触的园弧的水平投影长度称为接触弧长度。
④前滑:在轧制过程中,轧件出口速度Vh大于轧辊在该处的线速度V,即Vh与对应点的轧辊园周速度之差与轧辊园周速度之比称为前滑值,即V h -VS h = ×100%V式中:Sh—前滑值Vh—在轧辊出口处轧件的速度V —轧辊的园周速度⑤后滑:轧件进入轧辊的速度V H 小于轧辊在该点处线速度V 的水平分量 Vcos α的现象称为后滑现象。
v cos α-v HS H = ×100% v cos αS H —后滑值。
v H —在轧辊入口处轧件的速度。
在前滑区和后滑区分界的中性面处轧件的水平速度与此处轧辊的水平速度相等,即V γ=Vcos γ。
⑶轧制变形的表示方法:①用绝对变形量表示:即用轧制前,后轧件绝对尺寸之差表示的变形量。
绝对压下是量为轧制前、后轧件厚度H 、h 之差,即△h=H-h ; 绝对延伸量为轧制前、后轧件长度L 、l 之差,即△l=L-l ;②用相对变形量表示,即用轧制前、后轧件尺寸的相对变化表示的变形量。
H-h相对压下量: ×100%H l-L相对延伸量: ×100%L③用变形系数表示:即用轧制前、后轧制尺寸的比值表示的变形程度。
压下系数:η=H/h 延伸系数:μ=l/L变形系数能够简单而正确地反映变形的大小,因而在轧制变形方面得到极为广泛的应用。
轧制技术的原理和应用1. 原理轧制技术是指通过将金属材料通过辊道的冷热处理,使其产生塑性变形,以达到调整材料形状和尺寸的目的。
它的原理主要包括以下几个方面:1.1 塑性变形原理轧制主要利用金属材料的塑性性质,通过对材料的应力施加,使其发生塑性变形。
在轧制过程中,金属材料在辊道间受到来自多个方向的应力,使其分子发生位移和滑移,从而实现塑性变形。
1.2 辊道形状原理轧制过程中,辊子的形状对于材料的塑性变形起着重要作用。
辊道形状包括辊线形状、辊子轴向形状和辊子表面形状等。
通过设计不同形状的辊道,可以实现不同的压下效果和材料形状调整。
1.3 温度控制原理轧制过程中的材料温度对于材料性能和形状调整也具有重要的影响。
通过控制轧制过程中的温度,可以调整材料的硬度、韧性和形状。
2. 应用轧制技术广泛应用于金属材料的生产和加工过程中,主要包括以下几个方面的应用:2.1 金属板材的生产轧制技术在金属板材的生产中起着关键的作用。
通过控制轧机辊子的形状和温度,可以将原材料加工成不同形状和尺寸的金属板材,用于制造汽车、船舶、建筑和家电等领域。
2.2 金属线材的生产轧制技术也被广泛应用于金属线材的生产中。
通过控制轧机的参数和辊道形状,可以将金属坯料加工成各种规格的线材,用于制造钢筋、线网和电缆等产品。
2.3 金属型材的生产轧制技术在金属型材的生产中也有重要的应用。
通过轧机和辊道的配合,可以将金属坯料加工成各种形状和尺寸的型材,用于制造建筑结构、机械零部件和管道等产品。
2.4 金属材料的改性处理轧制技术还可以用于金属材料的改性处理。
通过控制轧制过程中的温度和应力施加,可以改变金属材料的晶体结构和力学性能,实现强化、退火和淬火等处理效果。
2.5 金属材料的表面处理轧制技术还可以用于金属材料的表面处理。
通过轧制过程中辊子的表面形状和摩擦力,可以改变金属材料的表面粗糙度和纹理,实现抛光、压纹和压花等处理效果。
结论轧制技术是一种重要的金属材料加工方法,通过塑性变形和温度控制,可以实现材料形状和性能的调整。
轧钢工艺基本知识目录一、轧钢工艺概述 (2)1. 轧钢定义及发展历程 (3)2. 轧钢工艺分类及特点 (4)二、轧钢设备 (5)1. 轧机设备 (5)2. 辅助设备 (6)2.1 钢材切割设备 (7)2.2 矫直设备 (8)2.3 切头剪 (9)2.4 剪切机 (11)2.5 自动化控制系统 (12)三、轧制基本原理 (13)1. 金属的塑性变形 (15)2. 轧制力矩与力偶 (15)3. 轧制速度与轧制温度 (17)4. 轧制力与轧制变形的关系 (19)四、轧制工艺流程 (20)1. 钢材的轧制工艺流程 (20)2. 特殊轧制工艺简介 (21)五、轧制质量控制 (23)1. 影响轧制质量的因素 (24)2. 质量检测方法与标准 (25)3. 质量控制体系 (27)六、轧钢工艺新技术 (28)1. 超快速轧制技术 (29)2. 可控气氛轧制技术 (30)3. 连续轧制技术 (32)4. 材料仿真模拟技术 (33)七、轧钢安全生产与环保 (34)1. 轧钢生产安全操作规程 (35)2. 能源管理与环保措施 (37)一、轧钢工艺概述轧钢工艺是钢铁生产流程中的关键环节之一,它涉及到将熔融的钢水通过一系列工序转变为具有特定形状、尺寸和性能要求的钢材。
轧钢工艺的基本知识涵盖了从原料准备、加热、轧制、冷却到成品检验和处理的整个过程。
这一工艺对于提高钢材质量、优化生产效率和降低成本具有重要意义。
原料准备:选择符合要求的钢坯,对其进行表面检查、尺寸测量和化学成分分析,确保原料质量。
加热:将钢坯加热至适宜的温度,以使其达到轧制所需的塑性状态,同时降低轧制过程中的能耗。
轧制:通过轧机对加热后的钢坯进行多次连续轧制,使其逐渐变形为所需的形状和尺寸。
冷却:对轧制后的钢材进行适当冷却,以控制其组织结构和性能,并提高表面质量。
成品检验与处理:对轧制完成的钢材进行质量检验,包括外观检查、化学分析、力学性能测试等,以确保产品质量。
第1章 轧制过程基本概念轧制:金属通过旋转的轧辊受到压缩,横断面积减小,长度增加的过程。
纵轧:二轧辊轴线平行,转向相反,轧件运动方向与轧辊轴线垂直。
斜轧:轧辊轴线不平行,即在空间交成一个角度,轧辊转向相同,轧件作螺旋运动。
横轧:轧辊轴线平行,但转向相同,轧件仅绕自身的轴线旋转,没有直线运动。
轧制过程:靠旋转的轧辊与轧件之间的摩擦力将轧件拖入辊缝之间,并使之受到压缩产生塑性变形,获得一定形状、尺寸和性能产品的压力加工过程。
体积不变规律:在塑性加工变形过程中,如果忽略金属密度的变化,可以认为变形前后金属体积保持不变。
最小阻力定律:物体在塑性变形过程中,其质点总是向着阻力最小的方向流动。
简单轧制过程:轧制时上下辊径相同,转速相等,轧辊无切槽,均为传动辊,无外加张力或推力,轧辊为刚性的。
变形区概念:轧件承受轧辊作用,产生塑性变形的区域。
几何变形区:轧件直接承受轧辊作用,产生塑性变形的区域。
物理变形区:轧件间接承受轧辊作用,产生塑性变形的区域。
接触弧s (咬入弧):轧制时,轧件与轧辊相接触的圆弧(弧AB )咬入角α:接触弧所对应的圆心角。
变形区(接触弧)长度(l ):接触弧的水平投影长度。
咬入角α: △h = D (l-cos α)cos α=1- △h /D变形区长度l 简单轧制,即上下辊直径相等。
绝对变形量:轧前、轧后轧件尺寸的绝对差值。
压下量 △ h = H-h宽展量 △b = b-B延伸量 △l = l- L相对变形量:轧前、轧后轧件尺寸的相对变化。
相对压下量ε=( △h/H )% e = ln h/H相对宽展量 εb=(△b /B )% eb= ln b/B相对延伸量 εl=(△l/L )% el= ln l/L 。
变形系数:轧前轧后轧件尺寸的比值表示的变形。
压下系数:η=H/h宽展系数:β(ω)= b/B延伸系数: μ ( λ )=l/L总延伸系数与总压下率(累积压下率)设轧件原始面积为F0 ,经过n 道次轧制后面积为Fn ,则轧制过程:靠旋转的轧辊与轧件之间的摩擦力将轧件拖入辊缝,并使之受到 压缩 产生塑性变形,获得一定形状、尺寸和性能的压力加工过程。