(轧制理论)轧制原理PPT
- 格式:ppt
- 大小:1.18 MB
- 文档页数:48




轧制一、轧制过程及基本原理简单理想轧制过程中,两个同直径、同转速的轧辊均被驱动。
轧件仅靠轧辊作用力(无外力)均匀运动完成轧制。
以动画为例,说明轧制的概念。
延伸的轧制又称压延,是金属坯料通过转动轧辊间的缝隙承受压缩变形,在长度方面发生延伸的过程。
可得到板带材、管材、线材各种型材等(摄像:轧制螺纹),又可改善金材内部质量,提高其力学性能。
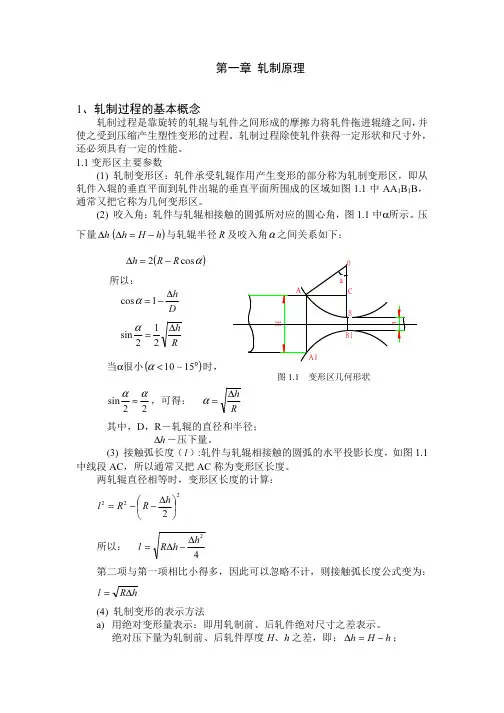
(一)压下量(△h ),压下率ε,延伸系数λ,宽展△b,压下量△h压下量(轧制前后轧件厚度差)△h = h o-h,压下率εε=(△h/h0)×100%延伸系数λ= L1/L0宽展△b:轧制前后锭料宽度的变化△b=b1-b0以上属于轧制件的塑性变形条件。
(二)轧制过程中金属流动轧件从轧辊入口至出口,厚度逐渐减少,金属在变形区内流动速度逐渐增加。
但入口处的流动速度小于轧辊表面园周速度,出口处则相反。
从入口至出口处的变形区依次分为后滑区,中性面,前滑区,并由变形区力平衡和几何条件分析导出轧制过程变形与几何条件的内在联系。
(如图)γ:中性角α:咬入角β:摩擦角(三)咬入条件初始稳定后或N x轧件上水平外力T x摩擦力水平分力轧件与轧辊接触后,轧辊能把轧件拉入轧缝完成轧制的必要条件,取决于加在轧件上水平外力Nx 与摩擦力水平分力Tx,满足,或者,,(咬入角小于等于摩擦角)。
随后稳定轧制,两者接触面积增加,咬入条件变为:。
当摩擦角一定时,增加辊直径,利用冲击力可改善咬入条件;轧机确定后可把轧件加工成锥形以减少咬入角或降低咬入轧制速度增加摩擦角。
(四)轧制压力P及轧制力矩M1、轧制压力 P(如图)1)定义:轧制时轧辊施加于轧件,使之变形的力或轧件施加于轧辊总压力的垂直分量P。
2)表示:①工程上:平均单位压力F:实际接触面积②计算:可用理论,总结实测值,实测法三种。
2、轧制力矩M——确定轧制的主电机和轧辊传动机构负荷的重要参数。
(如图)1)定义:轧制压力P与其作用点到轧制中心线距离a的乘积2)计算:单辊:M=ψ:力臂系数双辊:二、轧制方法与工艺制度(如图)(一)按轧制温度分1、热轧:常温下不易塑变的金属,要在1100~1250o C下进行,表面粗糙,尺寸波动大。