圆垫片落料冲孔复合模
- 格式:doc
- 大小:1.16 MB
- 文档页数:36
毕业设计——垫片落料冲孔复合模设计垫片是工业中常用的一种密封件。
在制造过程中,需要对垫片进行冲孔加工,以实现特定的密封效果。
然而,传统的冲孔模具设计存在着一些问题,如生产效率低,模具耗损严重等。
因此,本文将设计一种垫片落料冲孔复合模,以提高生产效率和延长模具使用寿命。
首先,本文将分析传统冲孔模具的优缺点。
传统冲孔模具通常由冲头和下模组成,冲头上有一个凸台形状的冲孔孔型,用于将材料冲剪出所需孔形。
然而,由于冲头磨损严重,需要定期更换,导致生产效率低下。
另外,由于垫片一般由金属材料制成,冲剪过程中容易造成材料破裂和扭曲等问题,导致垫片质量下降。
为解决上述问题,本文将设计一种垫片落料冲孔复合模。
该模具由上模、下模和冲孔模块三部分组成。
上下模均由耐磨合金材料制成,能够有效延长模具的使用寿命。
同时,上模和下模的孔形与所需垫片孔形相匹配,以实现精确的冲孔加工。
冲孔模块采用液压系统,能够提供稳定的冲剪力和加工速度,以确保垫片的质量。
在设计过程中,本文将充分考虑垫片材料的特性和加工要求。
首先,通过对不同材料的实验测试,确定适合冲孔加工的材料。
然后,根据材料的物理性质和加工过程中的力学原理,确定上下模的材料、形状和尺寸。
为了提高冲孔效率,本文将优化冲孔模块的结构,并选用高效的液压系统,以提供稳定的加工力和速度。
在完成设计后,本文将进行模具加工和试验验证。
通过实际加工样品的冲孔过程和冲孔孔形的测量,验证复合模具的加工精度和效率。
同时,还将对复合模具和传统模具进行对比试验,评估复合模具的生产效率和模具寿命等性能。
综上所述,本文将设计一种垫片落料冲孔复合模,以提高生产效率和延长模具使用寿命。
通过对材料特性和加工要求的分析,优化模具的结构和液压系统设计,实现精确的冲孔加工。
通过试验验证,评估复合模具的加工精度和效果。
期望该设计能够为垫片冲孔加工提供一种高效、可靠的解决方案。
垫片34复合模CAD 设计 第2章 工艺分析及模具结构设计2.1 制件的工艺性分析及工艺计算2.1.1 工艺分析由图可知,产品为圆片落料、圆片冲孔。
产品形状结构简单对称,无狭槽、尖角;孔与孔之间、孔与零件之间的最小距离满足c>1.5t 要求。
(5.175.224080=--=c 1.5t=1.5) (1)尺寸精度任务书对冲件的尺寸精度要求为IT12级,查参考文献[2]知,普通冲裁时对于该冲件的精度要求为IT12~IT11级,所以尺寸精度满足要求。
(2)冲裁件断面质量因为一般用普通冲裁方式冲1mm 以下的金属板料时,其断面粗糙度Ra 可达12.5~3.2m μ,毛刺允许高度为0.05~0.1mm ;本产品在断面粗糙度上没有太严格的要求,单要求孔及轮廓边缘无毛刺,所以只要模具精度达到一定要求,在冲裁后加修整工序,冲裁件断面的质量就可以保证。
(3)产品材料分析对于冲压件材料一般要求的力学性能是强度低,塑性高,表面质量和厚度公差符合国家标准。
本设计的产品材料为08钢,属优质碳素结构钢,其力学性能是强度、硬度低而塑性较好,非常适合冲裁加工。
另外产品对于厚度与表面质量没有严格要求,所以尽量采用国家标准的板材,其冲裁出的产品表面质量和厚度公差就可以保证经上述分析,产品的材料性能符合冷冲压加工要求。
2.1.2 排样及工艺计算2.1.2.1排样零件外形为圆形 ,可以采用单排、交叉双排或多排;考虑到零件为中等批量生产,如果采用交叉双排或多排,则模具尺寸和结构就会相应增大,从而增加模具生产成本,所以本设计决定采用单排结构。
如图所示。
图2.1 排样图2.1.2.2 搭边查参考文献[1] ,确定搭边值a,b。
当t=1时,a=2,b=1.52.1.2.3条料宽度B=D+2a=80+2*2=84mm2.1.2.4材料利用率η式中n—一个歩距内冲裁件数目;A——冲裁件面积(包括内形结构废料);S——歩距长度;B——板料宽度;取:n=1; A=π*402=5026.55;S=81.5;B=84η=5026.55/81.5*84=73.42.2 冲压力及压力中心的计算2.2.1 计算冲压力2.2.1.1 冲裁力冲裁力公式为 落孔P P P += 式中 P —冲裁力; 孔P —冲孔冲裁力; 落P —落料冲裁力。
垫片冲压工艺与复合模具设计垫片冲压工艺与复合模具设计是制造业中的重要环节,对于提高产品质量和生产效率具有关键作用。
本文将详细介绍垫片冲压工艺和复合模具设计的原理、应用及其相互关系,以期为相关领域的从业者提供有益的参考。
垫片冲压工艺是指利用冲压设备将金属板料加工成一定形状和尺寸的垫片的工艺过程。
根据冲压工艺的不同,垫片可分为拉伸垫片和冲孔垫片两种。
垫片冲压工艺的原理主要是通过模具的凸模和凹模之间的压力作用,使金属板料发生塑性变形并获得所需形状和尺寸。
垫片冲压工艺的参数选择对于产品质量的影响至关重要,如冲压力、模具间隙、板料厚度等。
复合模具设计是一种将多种模具结构组合在一起,以完成多种加工步骤的模具设计方法。
相较于传统模具设计,复合模具设计可大幅提高生产效率,降低生产成本,减少废品率。
复合模具设计的原理是将多种模具结构根据加工需要组合在一起,如冲孔、拉伸、整形等。
设计过程中需考虑模具的材料、结构、冷却系统等因素,以确保模具的寿命和产品品质。
应用实例:以汽车刹车片为例,介绍垫片冲压工艺与复合模具设计的实际应用。
汽车刹车片是汽车安全的关键部件,其质量直接影响到汽车的安全性能。
在生产刹车片的过程中,垫片冲压工艺和复合模具设计得到了广泛应用。
利用垫片冲压工艺将钢板加工成一定形状和尺寸的垫片,然后通过复合模具设计将垫片和刹车片的其他部分组合在一起。
在模具设计和生产过程中,还需考虑模具的耐磨性、抗疲劳性等多种因素,以确保模具的寿命和产品品质。
总结:垫片冲压工艺和复合模具设计在制造业中发挥着重要作用,对于提高产品质量和生产效率具有关键作用。
垫片冲压工艺主要涉及到冲压设备的选择、模具间隙的调整、板料厚度的控制等参数,而复合模具设计则需将多种模具结构有机组合在一起,考虑模具材料、结构、冷却系统等因素。
在实践应用中,垫片冲压工艺和复合模具设计的选择和应用需根据产品实际需求进行具体决策,以确保生产出高质量的产品。
展望未来,随着制造业的不断发展,垫片冲压工艺和复合模具设计也将持续改进和创新。
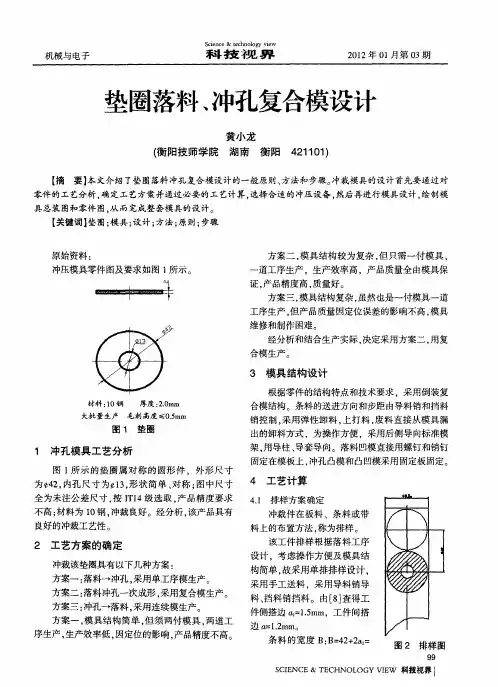
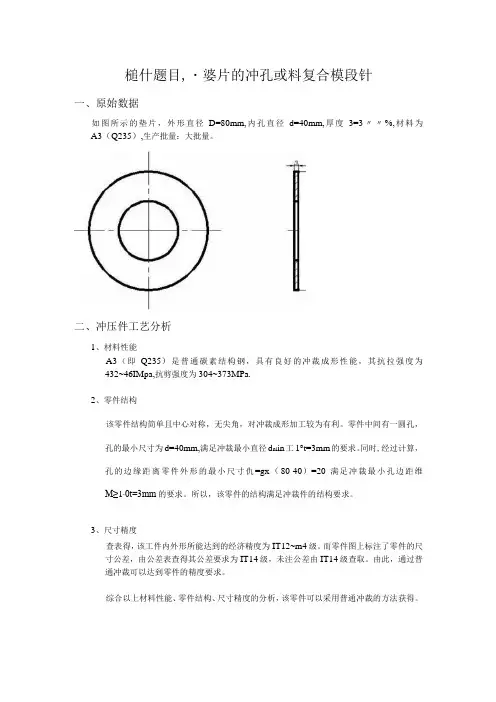
槌什题目,・婆片的冲孔或料复合模段针一、原始数据如图所示的垫片,外形直径D=80mm,内孔直径d=40mm,厚度3=3〃〃%,材料为A3(Q235),生产批量:大批量。
二、冲压件工艺分析1、材料性能A3(即Q235)是普通碳素结构钢,具有良好的冲裁成形性能,其抗拉强度为432~46IMpa,抗剪强度为304~373MPa.2、零件结构该零件结构简单且中心对称,无尖角,对冲裁成形加工较为有利。
零件中间有一圆孔,孔的最小尺寸为d=40mm,满足冲裁最小直径d ni in工1°t=3mm的要求。
同时,经过计算,孔的边缘距离零件外形的最小尺寸仇=gx(80-40)=20满足冲裁最小孔边距维M≥1∙0t=3mm的要求。
所以,该零件的结构满足冲裁件的结构要求。
3、尺寸精度查表得,该工件内外形所能达到的经济精度为IT12~m4级。
而零件图上标注了零件的尺寸公差,由公差表查得其公差要求为IT14级,未注公差由IT14级查取。
由此,通过普通冲裁可以达到零件的精度要求。
综合以上材料性能、零件结构、尺寸精度的分析,该零件可以采用普通冲裁的方法获得。
三、冲裁方案及模具类型的选择该零件包括冲孔和落料两个基本工序,可提出的加工方案如下:方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料一冲孔复合冲压。
采用复合模生产。
方案三:冲孔一落料连续冲压。
采用级进模生产。
方案一模具结构简单,模具制造容易,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。
所以,综合尚需三个方案,宜采用方案二生产。
现对复合模中凸凹模壁厚进行核,当材料厚度为S=3即时,可查得凸凹模最小壁厚为C=3机机,现零件上的最小孔边距为维in=2()mm,有bπi i n>C,满足该凸凹模结构要求,所以可以采用复合模生产,即采用方案二。
本科毕业设计(论文)圆垫片冲压模设计学 院机械工程学院专 业 机械设计制造及其自动化年级班别 07届机械四班学 号 2007750439学生姓名 舒清旺指导教师 陈畅子2011年 5 月 27日JINGCHU UNIVERSITY OF TECHNOLOGY圆垫片冲压模设计摘要:模具是现代工业生产中重要的工艺装备之一。
在铸造、锻造、冲压、塑料、橡胶、玻璃、粉末冶金、陶瓷等生产行业中得到广泛应用。
某些发达国家的模具总产值已超过机床工业的总产值,在这些国家,模具工业已摆脱了从属地位而发展成为独立的行业。
近年来,我国的模具工业也有了较大的发展,模具制造工艺和生产装备智能化程度越来越高,极大地提高了模具制造的精度、质量和生产率。
本模具的主要作用就是落料和冲孔,通过查阅相关文献资料,对圆垫片工件进行工艺分析,选择并确定符合于给定条件的最优工艺方案,及进行了工艺组合形式。
本设计介绍了主要零部件的设计理念,详细剖析了设计过程中的一些思路。
阐述了倒装复合模的设计要点,使产品质量达到设计要求。
然后以些为基础,设计出冲压模具主要零件的结构。
并在设计中,介绍了零件的排样图,定位设计,冲裁力的计算和压力中心的计算。
本设计分析冲模模架的基本类型,讨论了冲模模架的技术要求,介绍了标准的装配工艺,并指出模架装配时的注意事项。
条料的步进定位是一个很重要的工序,其对工件的精度影响很重要,因些对设计的准确性与标准性对模具既有利于模具维修的规范,也为整个模具的顺利生产打下了一个良好的基础。
同时凸凹模地产品生产质量影响也很大,在提高经济效益和降低成本的前提下,设计出合理而简单的凸凹模结构,这是设计中的重要环节。
本设计分析了冲压模上圆垫片的成型工艺特点,其中包括利用对工件展开图的尺寸计算,工件的工艺分析,模具设计的难点,确定复合模的排样方案和模具的总体结构。
复合模有冲孔,落料两个工作过程,各成型动作的协调性以及凸凹模的装配间隙,确定合理的冲裁间隙是本模具的重中之重,它不仅影响冲裁件的形状、尺寸和精度,还影响模具的使用寿命。
本科毕业论文(设计)题目:垫片落料冲孔复合模设计学院:工学院姓名:学号:专业:年级:指导教师:职称:副教授二0一四年五月摘要冲压制品已在工业,农业,国防和日常生活中的方面得到广泛应用,特别是在机械业中则为突出。
机械产品的外壳大部分是冲压制品,产品性能的提高要求高素质的冲压模具和冲压性能,成型工艺和制品的设计。
冲压制品的成型方法很多。
其主要用于是冲孔,落料,弯曲,拉伸等。
而冲压模,约占成型总数的60%以上。
当然如利用电气控制,可实现半自动化或自动化作业。
冷冲冲裁模主要用于金属制品的成型,它是冲压制品生产中十分重要的工艺装置。
冲压模的基本组成是:上下模座、下模垫板、下模固定板、凹模镶块、抬料钉、导料板、卸料板,导柱导套、卸料板弹钉、卸料板等。
冲裁模成型的广泛适用,正是我这个设计的根本出发点。
关键词:冲孔、落料AbstractStamping products has been extensively applied in the industry, agriculture, national defense and in the daily lives of area, especially in the machinery industry. Mechanical products is the most pressing housing products, and the improvement of product performance requires of high-quality performance stamping molds ,stamping,process and product design.There are many ways of molding products of stamping. Piercing is mainly used for blanking, bending, stretching, etc. And Stamping molds almost form more than 60 percent of the total number. For example ,Electrical Control can be realized as semi-automatic or automatic operation.Cold-metal stamping die mainly used for the molding products, and it is very important in the production of stamping technology devices. The basic component of stamping molds is block model from top to bottom, mould plate, fixed-plate of mould plate, die inserts, raising nails, I. plate, plate unloading I. Introduction sets column, unloading bombs nail plate, plate Discharge and so on.The widely application of blanking moulding is exactly the basic perpose of my design. Key words: Piercing、Blanking目录1 绪论 (1)1.1 冲压的概念、特点及应用 (1)1.2 冲压的基本工序及模具 (2)1.3 冲压技术的现状及发展方向 (3)1.3.1 冲压成形理论及冲压工艺方面 (3)1.3.2 冲模是实现冲压生产的基本条件 (4)1.3.3 冲压设备和冲压生产自动化方面 (5)1.3.4 冲压标准化及专业化生产方面 (6)1.4 设计要求 (7)2 冲裁工艺设计 (8)2.1 冲裁件的工艺分析 (8)2.1.1 材料特性分析 (8)2.1.2 冲裁件的结构工艺性分析 (8)2.2 冲压工艺方案的确定 (9)3 排样设计及材料利用率计算 (11)3.1 排样方案的确定 (11)3.2 搭边的选取 (11)3.3 送料步距、条料宽度及导料销与条料间距计算 (12)3.4 材料利用率的计算 (13)4 冲裁工艺计算 (14)4.1 冲裁力和压力中心的计算 (14)4.1.1 冲裁力的计算 (14)4.1.2 卸料力、推料力和顶件力的计算 (15)4.1.3 压力中心的计算 (16)4.1.4压力机的选择 (17)4.1.5 曲柄压力机的主要技术参数 (18)4.1.6曲柄压力机的选用 (19)4.2 凸凹模刃口尺寸的计算 (19)4.2.1 落料刃口尺寸的计算 (21)4.2.2 冲孔刃口尺寸计算 (22)5 模具主要零部件结构和设计 (24)5.1 卸料装置 (24)5.1.1 橡胶的选用 (25)5.2 出件装置 (28)5.3 定位零件 (28)5.4 凹模的设计 (29)5.5 凸凹模的设计 (31)5.6 凸模的设计 (31)5.7 模架 (32)5.7.1 模板 (32)5.7.2 导向零件 (33)5.8 联接与固定零件 (34)5.8.1 模柄 (34)5.8.2 凸模固定板与垫板 (34)5.8.3 螺纹紧固件 (34)5.8.4 圆柱销 (35)6 确定装配基准 (37)7 总结 (38)致谢 (39)参考文献 (40)1 绪论1.1 冲压的概念、特点及应用冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
落料冲孔复合膜工作过程咱今天就来好好讲讲落料冲孔复合模的工作过程。
这东西在制造业里可老重要啦!这落料冲孔复合模是干啥用的。
它就是能把一块大板子变成我们想要的形状,还能在上面打出孔来。
这可厉害了,一下子就完成了两个步骤,省了不少事儿呢。
那它到底是怎么工作的呢?咱一步一步来看哈。
一开始呢,得把要加工的板材准备好。
这板材可不能随便选,得根据咱要做的东西来挑合适的材料和厚度。
然后把板材放到复合模的工作台上。
接下来,机器就开始启动啦。
这复合模上面有个冲头,下面有个凹模。
冲头就像一个大锤子,凹模呢就像一个大坑。
当冲头往下压的时候,就会把板材压进凹模里。
这时候,板材就会被剪成我们想要的形状,这就是落料的过程。
但是这还没完呢,在落料的同时,复合模上还有一些冲孔的装置。
这些冲孔装置会在板材上打出我们需要的孔。
比如说,要是做个零件需要几个螺丝孔,这复合模就能一下子给打出来。
冲头往下压的时候,速度可快啦。
就那么一瞬间,板材就被剪成了形状,还打出了孔。
这可真是高效啊!不过呢,这也需要模具的精度非常高。
要是模具做得不精细,冲出来的零件可能就尺寸不对,或者孔的位置不准确。
等冲头压到底之后,它就会开始往回走。
这时候,被冲好的零件就留在凹模里了。
然后呢,会有一个推出装置把零件从凹模里推出来。
这个推出装置可重要了,要是没有它,零件就卡在凹模里出不来了,那可就麻烦啦。
推出零件之后,复合模就准备好进行下一次的工作了。
这整个过程可以一直重复下去,只要有板材放进去,它就能不停地冲剪出零件来。
在这个工作过程中,还有一些要注意的地方呢。
比如说,模具的保养很重要。
因为冲头和凹模在工作的时候会受到很大的压力和摩擦力,所以很容易磨损。
要是不及时保养,模具就会变得不那么锋利,冲出来的零件质量就会下降。
还有啊,操作人员也得小心。
这复合模的力量可大啦,要是不小心把手伸进去,那可就危险了。
所以在操作的时候,一定要按照规定的程序来,不能马虎大意。
这复合模的设计也很关键。
XX 职业技术学院毕业设计任务书2015— 2016学年机械工程学院专业编号批准日期学生院长1.设计题目:40x40矩形垫片零件的复合模具设计2.原始资料:毕业设计任务书毕业设计任务完成清单说明书:1份共 25 页;图纸:共 10 张,其中装配图 1 张,零件图 9 张;电子文档:文件夹 1 个;文档 2 个;内容:毕业设计说明书全套CAD图纸✠✠职业技术学院XX Institute of Technology毕业设计说明书论文题目40x40矩形垫片零件的复合模具设计学院机械工程学院专业机械设计与制造毕业生学号 XXXXX 及姓名 XXXXXX 指导教师姓名 XXXXXX2016 年 X 月摘要对于这次的毕业设计,我设计的是40×40矩形垫片零件的复合模具设计,本次设计运用的我所学习的冲压工艺与模具设计、机械制图、互换性、工程材料、机械设计等的专业知识,是对它们的一次复习和总结。
经过查阅我们的教材和图书馆的资料书及网上搜索很用心的来完成这份设计。
本次设计先对零件进行工艺分析及计算,确定压力计的型号,然后再将主要的部件表达出来,选择标准件并校核,然后再完成整个模具的整体设计及装配图。
模具对于批量生产效率很高,人工需求很低,而且安全系数高,降低安全隐患对一个企业来说是非常重要的,而且模具根据设计经验和加工技术的提高,可以加工出更精密的产品,而且能很好的实现产品的互换性。
本次设计还要考虑它的工作环境和加工需求以及存放和运输是否方便,以及后续维修等方面的问题本次设计采用倒装复合模,计算并设计模具的主要零件,凸模的结构及尺寸的确定,凹模尺寸,凸凹模的外形尺寸及内型孔大小,垫板,模柄等。
关键字:冲压模,凸凹模,复合模,凸模,互换性目录摘要 (7)第1章工艺分析 (10)1.1零件分析 (10)1.1.1材料 (10)1.1.2零件结构 (10)1.1.3尺寸精度 (10)1.2冲压方案 (10)1.2.1方案的种类 (10)1.2.2方案的比较 (11)1.2.3方案的确定 (11)第2章压力机的选取 (12)2.1模具结构形式的确定 (12)2.2压力机的选择 (12)2.2.1冲压力的计算 (12)2.2.2压力机的选取 (13)第3章压力中心的选取和排样设计 (14)3.1压力中心的选取 (14)3.2排样设计 (14)3.2.1排样 (14)3.2.2材料利用率 (15)第4章冲裁间隙及刃口尺寸计算 (16)4.1冲裁间隙 (16)4.2刃口尺寸的计算 (16)4.2.1冲孔 (16)4.2.2落料 (17)第5章凸凹模的设计 (18)5.1凸模设计 (18)5.1.1凸模的结构形式 (18)5.1.2凸模的材料 (18)5.1.3凸模长度的确定 (18)5.1.4凸模承压能力和失稳弯曲极限长度校核 (18)5.2.1凹模洞口类型 (19)5.2.2凹模的外形尺寸 (19)5.2.3凹模的固定方法和主要技术要求 (20)5.3凸凹模的设计 (20)5.4固定板的设计 (20)5.4.1凸模固定板 (20)5.4.2凸凹模固定板 (20)5.5推件块、垫板、卸料板设计 (20)5.5.1推件块设计 (20)5.5.2垫板的设计 (21)5.5.3卸料板的设计 (21)第6章标准件的选择 (21)6.1模架选择 (21)6.1.1模架的形式确定 (21)6.1.2材料选择 (22)6.2模柄的选择 (22)6.3 绘制40x40零件复合模具装配图 (22)总结与展望 (23)参考文献 (25)致谢 (24)第1章工艺分析1.1零件分析材料:20材料厚度:1mm1.1.1材料图1-1该冲裁件的材料是20钢,具有良好的冲压性能,适合冲裁。
落料冲孔复合模说明书
落料冲孔复合模是一种用于金属工件加工的模具,它能够将平面金属板材按照预定的图样和尺寸进行冲压加工。
本说明书将详细介绍落料冲孔复合模的结构、工作原理以及使用注意事项。
一、结构
落料冲孔复合模由上模、下模、导向柱、导向套等组成。
上模和下模分别安装在冲床的上下工作台上,导向柱和导向套用于保证上模和下模的准确对位。
上模和下模的冲头形状根据需要进行设计,以满足不同工件的冲压要求。
二、工作原理
在使用落料冲孔复合模进行冲压加工时,首先将金属板材放在下模上,然后通过冲床将上模下压,使冲头与金属板材接触。
在冲床的作用下,冲头对金属板材进行下冲压,将其冲孔,同时也可以落料,即将金属板材上不需要的部分切除。
三、使用注意事项
1. 在使用落料冲孔复合模之前,务必先检查模具的状态,确保无损
坏或失效的部件。
2. 使用过程中需要严格按照冲压工艺要求来进行操作,避免超负荷
使用或过度冲压导致模具损坏。
3. 定期对落料冲孔复合模进行维护保养,包括清洁、润滑等,以延长模具的使用寿命。
4. 在更换冲头时,应选择合适的冲头大小和形状,以确保冲压出的工件符合要求。
5. 使用过程中要注意安全,避免手部接触冲头及其他机械部件,以免发生意外。
总之,落料冲孔复合模是一种广泛应用于金属加工行业的模具,它能够高效地完成冲压加工工艺,提高生产效率和产品质量。
只有正确使用并进行维护保养,才能确保其正常运行和延长使用寿命。
垫片冲孔落料复合模具设计摘要改革开放以后,我们国家在飞速发展,尤其在工业方面呈现飞跃式的发展,一跃成为工业大国。
然而,工业的发展跟模具行业是离不开的,国家的发展同时也给模具行业的发展打下基石。
因此,各类模具变应运而生,推动着中华文明走向一个新的纪元。
此次我选择的是冷冲压,所选的零件为垫片。
垫片是一种常见而且结构非常简单的零件,我们生活中随处可见的一种零件。
因为垫片使用比较广泛,所以制作过程中就要控制好垫片的成本,这样才能使企业在市场中占据绝对的优势。
论文中设计的垫片冲设计,选材,模具制造,压力机选择都是在市场竞争中占据优势的。
关键词:冲孔落料零件复合模具模具凸模模具凹模计算机协助设计目录引言 (1)一、冲孔落料件的工艺分析............................ 错误!未定义书签。
(一)零件图 (4)(二)零件图的工艺分析 (4)二、冲裁力、卸料力、顶出力的计算 (5)(一)冲裁力的计算 (5)(二)卸料力的计算 (5)(三)顶件力的计算 (5)(四)计算总冲裁力 (6)三、初选压力机 (6)四、凸模的结构设计 (7)(一)凸模选取原则 (7)(二)凸模的结构 (7)(三)计算凸模的长度 (7)(四)凸模强度的校核 (8)五、凹模的结构设计 (9)(一)凹模结构 (9)(二)计算凹模的厚度 (9)六、刃口的尺寸计算 (10)七、压力中心的计算 (10)八、卸料装置的设计 (11)(一)卸料板的选用 (11)(二)弹性元件的选取及计算 (11)(三)卸料螺钉的选取: (12)九、顶料装置的设计 (13)十、冲模的导向选用 (13)十一、整个模具的动作分析 (14)总结................................................ 错误!未定义书签。
参考资料............................................ 错误!未定义书签。
紫琅职业技术学院毕业设计题目:圆垫片落料冲孔级进模副标题:学生姓名:所在系、专业:机电工程系、模具设计与制造班级:模具5092指导教师:日期:2012.05.29摘要冷冲压工艺是现代工业生产中重要的工艺装备之一。
不仅在生产行业中得到广泛运用,而且某些发达国家的模具总生产量已超过机床工业的总产值。
在这些国家,模具工业已摆脱了从属地位而发展成为独立的行业。
近年来,我国的模具工业也有了较大的发展,模具制造工艺和生产装备智能化程度越来越高,极大的提高了模具制造的精度﹑质量和生产率。
本此设计的模具的其主要作用是落料和冲孔,且设计的零件是常用的垫片。
该模具在设计时考虑到在实际生产中加工方便且零件的精度要高,所以采用的是级进模,除此之外,不仅要根据冲裁件的材料来选择模具的材料,还要根据冲裁件的形状﹑尺寸和精度来确定模具的类型和冲裁的工艺方案。
确定合理的冲裁间隙是本模具的重中之重,它不仅影响冲裁件的形状﹑尺寸和精度,还影响模具的使用寿命。
在模具材料的选择时应注意材料的性能和强度。
应尽量选择模具的标准件,这样不仅可以提高模具的寿命还可以缩短模具的制造周期。
在模具设计时不仅要考虑使做出的零件能满足工作的要求,还要保证它的使用寿命全套图纸,加153893706关键词:垫片、落料、冲孔、级进模AbstractThe mold is modern important technical equipment in industrial production of. In casting, forging, stamping, plastic, rubber,Glass, ceramics and other industries are widely used. Some developed countries die total production has exceeded the amount of machine tool industry total production value, in these countries, the mold industry has got rid of subordination and become an independent industry. In recent years, the mould industry of our country has developed greatly, mold manufacturing technology and production equipment intelligent degree more and more high, greatly improve the mold manufacturing precision, quality and productivity. The mold is the primary role of blanking and punching die, the design not only according to the blanking material mold material selection, but also according to the blanking shape, size and accuracy to determine the types of dies and punching process. Determine reasonable blanking clearance is the Chongzhongzhi is heavy, it not only affect the punching parts of the shape, size and precision, but also affect the service life of die.In the mold material selection should pay attention to material properties and strength. You should try to choose mold standard parts, so that not only can improve the life of mold can also shorten the manufacturing cycle die. In the mold design to consider not only made the part can meet the requirement of the work, but also to ensure its service lifeKeywords: Gasket, blanking, punching, progressive die目录目录摘要 (I)Abstract (II)目录 (I)1、冷冲压的概述 (1)1.1冷冲压的概念 (1)1.1.1冷冲压加工的特点 (1)1.1.2冷冲压模具的基本结构 (2)2、工艺分析及模具结构设计 (2)2.1制件的工艺性分析及工艺计算 (2)2.1.1工艺分析 (2)2.1.2排样及工艺计算 (3)2.1.3搭边 (5)2.1.4步距长度 (6)2.1.5材料利用率 (6)2.2冲裁压力中心及压力的计算 (7)2.2.1冲模压力中心的确定 (7)2.2.2冲裁力的计算 (7)2.3凸凹模刃口及结构尺寸计算 (8)2.3.1模具刃口尺寸的计算 (8)2.3.2落料凹模刃口形式 (10)3、模具总体总体设计及主要部件设计 (11)3.1模板尺寸的确定 (11)3.1.1择模板材料 (11)3.1.2确定模板尺寸 (11)3.1.3冲孔凸模与凸凹模结构尺寸确定 (12)3.2凸模刚度(细长杆失稳)校核 (13)3.3模具总体结构设计 (13)3.3.1送料定位机构设计 (14)3.3.2条料的卸除 (14)3.3.3工件的卸除 (14)3.3.4冲孔废料的卸除 (14)4、压力机的规格 (14)5、零件图及装配图 (15)5.1设计构思 (15)5.2销钉螺钉的安装 (15)5.3干涉检验 (15)6、模具装配图 (15)致谢 (17)参考文献 (18)1、冷冲压的概述1.1冷冲压的概念1.1.1冷冲压加工的特点冲压加工与其他加工方法相比,无论在经济方面,还是在其他各个方面,都有许多独特的优点。
冲孔落料复合模具设计一、引言冲孔落料是一种常见的金属板材加工方式,可以通过冲孔和落料来实现对材料上的孔洞和缺口的加工。
为了提高生产效率和产品质量,设计一种冲孔落料复合模具是十分关键的。
二、模具结构设计1.上模上模采用较硬的材料,如合金钢等,以提高其耐磨性和耐腐蚀性。
上模一般设计为多个冲孔模块的集合,可以根据产品的设计要求进行选择。
冲孔孔径的大小和形状需要根据产品的要求进行设计,一般可以通过拉伸槽的装置来调整冲孔的位置和角度。
2.下模下模采用较软的材料,如塑料或橡胶等,以减少对下方的金属板材的损伤。
下模的形状需要与上模的冲孔模块相匹配,以保证冲孔的准确性和质量。
下模可以通过气动或液动装置来实现冲孔和落料的动作,可以根据产品的要求进行调整。
三、模具工作原理当上模和下模合并时,上模的冲孔模块和下模的落料形状之间会形成一个工作腔。
通过施加压力,上模以一定的速度向下冲击,使上模冲孔模块与金属板材接触,将孔洞冲出。
同时,下模的形状会顶住冲孔孔洞,使其成为落料形状。
当冲孔和落料动作完成后,上模和下模分开,取出已经冲孔和落料的金属板材。
四、模具优化设计在冲孔落料复合模具设计过程中,要考虑以下几个方面的优化设计。
1.优化上模的冲孔模块排列方式,使得冲孔过程更加均匀、稳定,并减少模具的使用次数和更换时间。
2.优化下模的形状和结构,通过减小落料形状的尺寸和加工槽口的数量,以提高产品的加工精度和成品率。
3.采用先进的材料和工艺,如表面处理和涂层等,以提高模具的耐用性和寿命。
4.考虑模具的维修和维护问题,设计合理的拆卸和安装装置,以便进行模具的更换和维修。
五、结论冲孔落料复合模具的设计是一项复杂而重要的工作。
通过优化设计模具的结构和工作原理,可以提高产品的加工效率和质量,并减少对模具的使用和更换次数。
因此,在实际设计中,需要综合考虑材料性能、工艺要求和经济效益,以达到最佳的设计效果。
课题垫圈冲孔落料复合模系别专业班级姓名/学号指导教师课程设计任务书姓名学号班级一、课题名称:圆垫圈冲孔、落料复合模二、零件:材料:10 料厚:1.5 批量:20万三、设计要求:1、绘制零件图及编制冲压工艺卡。
2、设计模具总装图。
3、设计模具工作零件图。
4、编写设计说明书(30页以上)。
5、将说明书和图纸装订成册(按A4尺寸装订)目录前言 (1)第一章零件的工艺性分析 (2)1.1 材料 (2)1.2 结构与尺寸 (2)1.3 精度 (2)第二章确定工艺方案 (3)2.1 工序性质与数量 (3)2.2 工序顺序 (3)2.3工序组合确定 (3)第三章确定模具总体结构 (4)3.1 类型 (4)3.2 结构 (4)3.2.1工作零件 (4)3.2.2 定位零件 (4)3.2.3 卸料、出件 (4)3.2.4导向零件 (4)3.2.5支撑零件 (5)第四章工艺与设计计算 (6)4.1 排样 (6)4.2计算冲压力和压力中心 (8)4.3 弹性元件 (9)第五章设计零件、绘制总装配草图 (10)5.1 工作零件 (13)5.2 定位零件 (14)5.3 卸料与出件 (14)5.4 模架与其他零件 (15)第六章绘制总装图和各零件图 (16)工艺卡 (17)参考文献 (18)设计小结 (19)前言本说明书是我根据《》等有关教材,引用了其中的公式,查找书中的表格,同时查阅相关技术资料,并得到了老师教导和同学的帮助完成的。
本说明书主要介绍了冲裁模的工艺分析、工艺方案的确定、模具总体结构的选择、工艺与设计计算、零件图总装图尺寸计算及绘制。
为了能够很好地掌握本课程的设计过程,根据课内及课外来所学的知识,编写了该说明书以使老师可以在评阅的过程中能够更好地指导.第一章零件的工艺性分析1.1 材料10为优质碳素结构钢σs=210MPa σb=350 MPa σs/σb=0.60冲压性能良好1.2 结构与尺寸零件形状规则,冲孔尺寸与落料外形有6mm,其它无极限特征,适合冲裁加工。
垫圈落料冲孔复合模具设计一、设计原则1.尺寸精确:模具设计的尺寸要精确,以确保最后制作出的垫圈符合规格要求。
2.结构紧凑:模具的结构要简单紧凑,以提高生产效率和质量。
3.制造成本低:要考虑到模具的制造成本,选用合适的材料和加工工艺,以降低生产成本。
4.使用寿命长:模具的设计要考虑到使用寿命,尽可能延长模具的寿命,避免频繁更换。
二、构造设计1.上模和下模:上模和下模是构成模具的主要部分,上模用于冲孔,下模用于落料。
上模和下模的尺寸要与垫圈的规格相匹配,确保加工出符合要求的垫圈。
2.垫圈导向机构:为了确保垫圈在冲压过程中位置准确,需要设计导向机构来限制垫圈的运动方向。
导向机构可以采用导向销、导向板等方式。
3.冲孔机构:冲孔是模具的主要功能之一,冲孔机构需要设计合适的冲头和冲孔座,确保冲出的孔径和位置准确。
4.落料机构:落料机构用于将原料板料送入模具,落料机构需要设计合适的导向和定位装置,确保原料板料的位置准确。
5.排渣机构:在冲孔过程中会产生大量的废料和渣滓,需要设计排渣机构,将废料排出,保持模具的干净。
6.压紧机构:在落料和冲孔过程中需要采用压紧机构,将模具和板料固定在一起,确保加工精度和质量。
三、工艺参数1.材料选择:模具的材料应选择具有较高硬度和韧性的特点,常用的材料有合金工具钢、高速钢等。
2.加工精度:模具加工的精度要求要与垫圈的规格相匹配,冲孔精度要小于垫圈的公差要求。
3.加工表面处理:为了延长模具的使用寿命,可以对模具进行表面处理,如镀硬铬、镀涂层等。
4.模具安装:模具的安装要牢固可靠,确保加工过程中没有松动和位移。
总结:垫圈落料冲孔复合模具设计的关键是尺寸精确、结构紧凑、制造成本低以及使用寿命长等。
通过合理的构造设计和工艺参数,可以实现高效、精确的垫圈制造。