刀具半径补偿在数控加工中的应用
- 格式:pdf
- 大小:253.36 KB
- 文档页数:10
目录摘要 (1)1刀补原理 (1)1.1轮廓处理 (1)1.2半径补偿执行过程 (2)2半径补偿在分成铣削中的应用 (3)2.1铣削外轮廓 (3)2.2铣削内轮廓 (5)3刀具补偿在粗、精加工中的应用 (7)4刀具半径补偿的建立和取消 (8)4.1刀具半径补偿的建立 (9)4.2刀具半径补偿的取消 (9)4.3使用刀具补偿时注意事项 (10)5总结 (11)6参考文献 (12)刀具半径补偿在数控加工中的应用摘要在数控铣床进行内外轮廓加工时,因为铣刀具有一定的半径,所以刀具中心轨迹与工件轮廓不重合。
如果再加工过程中不考虑刀具半径,直接按照工件轮廓编程是比较方便的,而加工出来的零件外型尺寸会变小(也就是小了一圈),内孔或槽的会变大(也就是说尺寸大了一圈)为此必须是刀具中心沿工件轮廓的法向偏移一个刀具的半径值,而如果按照偏移后的尺寸来编程又会是编程变得复杂化,并且刀具出现磨损时还得修改程序。
因此就引入了刀具的半径补偿。
应用刀具的半径补偿功能时只需要按照轮廓进行编程,然后将刀具半径输入数控系统中,执行程序时在调用刀补,数控系统会自动计算刀具中心轨迹进行刀具半径补偿,从而加工出符合要求的零件。
当刀具在半径方向磨损时无需修改程序,只要将改变了的半径值重新输入数控系统即可,使编程工作大大简化。
实践证明灵活的应用刀具半径补偿功能,合理的设置刀具半径补偿值,在数控加工中有着重要的意义。
关键词:刀补刀具加工铣削半径1刀补原理要了解刀补在数控加工中的应用首先要知道刀补在加工过程中的处理方法1.1基本轮廓处理要根据轮廓尺寸进行刀具半径补偿,必需计算刀具中心的运动轨迹,一般数控系统的轮廓控制通常仅限于直线和圆弧。
对于直线而言,刀补后的刀具中心轨迹为平行于轮廓直线的一条直线,因此,只要计算出刀具中心轨迹的起点和终点坐标,刀具中心轨迹即可确定;对于圆弧而言,刀补后的刀具中心轨迹为与指定轮廓圆弧同心的一段圆弧,因此,圆弧的刀具半径补偿,需要计算出刀具中心轨迹圆弧的起点、终点和圆心坐标。
尖角处理在普通的CNC装置中,所能控制的轮廓轨迹只有直线和圆弧,其连接方式有:直线与直线连接、直线与圆弧连接、圆弧与圆弧连接。
图所示为直线与直线连接时各种转接的情况,编程轨迹为OA→AP。
直线至直线左刀补情况(a)、(b)缩短型转换;(c)伸长型转换;(d)插入型转换图(a)、(b)中,AB、AD为刀具半径值,刀具中心轨迹IB与DK的交点为C,由数控系统求出交点C的坐标值,实际刀具中心轨迹为IC→CK。
采取求交点的方法,从根本上解决了内轮廓加工时刀具的过切现象。
由于IC→CK相对于OA与AP缩短了CB与DC的长度,因此这种求交点的内轮廓过渡称为缩短型转换,这里求交点是核心任务。
图(c)中,C点为IB与DK延长线的交点,由数控系统求出交点C的坐标,实际刀具中心轨迹为IC→CK。
同上道理,这种外轮廓过渡称为伸长型转换。
图(d)中,若仍采用求IB与DK交点的方法,势必过多地增加刀具的非切削空行程时间,这显然是不合理的。
因此刀补算法在这里采用插入型转换,即令BC=C/D=R,数控系统求出C与C/点的坐标,刀具中心轨迹为IB→C→C/→DK,即在原轨迹中间再插入CC/直线段,因此称其为插入型转换。
值得一提的是,有些数控系统对上述伸长型或插入型一律采用半径为刀具半径的圆弧过渡,显然这种处理简单些。
但当刀具进行尖角圆弧过渡时,轮廓过渡点始终处于切削状态,加工出现停顿,工艺性较差。
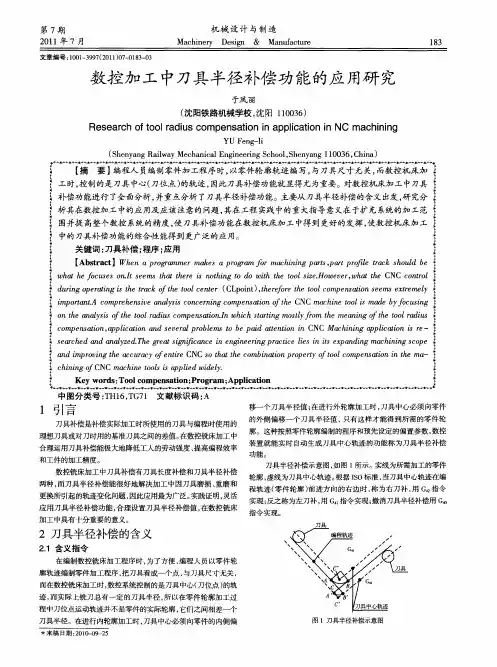
1.2刀具半径补偿的执行过程刀具半径补偿不是由编程人员来完成的。
编程人员在程序中指明何处进行刀具半径补偿,指明是进行左刀补还是右刀补,并指定刀具半径,刀具半径补偿的具体工作由数控系统中的刀具半径补偿功能来完成。
根据ISO规定,当刀具中心轨迹在程序规定的前进方向的右边时称为右刀补,用G42表示;反之称为左刀补,用G41表示。
刀具半径补偿的执行过程分为刀补建立,刀补进行和刀补撤消三个步骤。
刀补建立即刀具以起刀点接近工件,由刀补方向G41/G42决定刀具中心轨迹在原来的编程轨迹基础上是伸长还是缩短了一个刀具半径值。
如图所示。
刀补进行一旦刀补建立则一直维持,直至被取消。
在刀补进行期间,刀具中心轨迹始终偏离编程轨迹一个刀具半径值的距离。
在转接处,采用了伸长、缩短和插入三种直线过渡方式。
刀补撤消(G40)即刀具离开工件,回到起刀点。
和建立刀具补偿一样,刀具中心轨迹也要比编程轨迹伸长或缩短一个刀具半径值的距离。
2刀具补偿在分层铣削中的应用在数控铣加工中遇到毛坯的加工余量较大时在粗加工是需要进行多次铣削,在多次铣削过程中巧妙的运用半径补偿可以使程序大大的简化2.1铣削外轮廓时铣削外轮廓的具体方法如下:如下图毛坯凸台尺寸为Ф50mm高为5mm。
要将其铣为凸台尺寸为Ф45mm高为5mm,留精加工余量0.2mm,每次铣削1mm,铣刀直径为2mmD01=5mm D02=5.1mm D03=7mm D04=7.5mm程序为:O001G00G54X0Y0Z10M06T0104M03S500M98P002M06T0103M03S500M98P002M06T0102M03S500M98P002M02%O002G41G00X0Y-27.5Z10G01Z-5F800G03X5Y-22.5R5G02I0J22.5G03X-5Y-27.5G01Z10G40G00X0Y0Z10M992.2铣削外轮廓时铣削内轮廓的具体方法如下:如下图毛坯凹槽尺寸为Ф45mm高为5mm。
要将其铣为凹槽尺寸为Ф50mm深为5mm,留精加工余量0.2mm,每次铣削1mm,铣刀直径为2mmD01=5mm D02=4.9mm D03=3mm D04=2.5mmO011G00G54X0Y0Z10 M06T0104M03S500M98P002M06T0103M03S500M98P002M06T0102M03S500M98P002M02%O003G42G00X0Y-20Z10 G01Z-5F800G02X0Y-25R5G02I0J25G02X-5Y-20G01Z10G40G00X0Y0Z10M993刀具补偿在粗、精加工中的应用刀具补偿还有一个很重要的用途,那就是如果人为地使刀具中心与工件偏移的不是一个刀具半径值,而是给定的某一个值。
则可以用来处理粗、精加工中的问题在粗加工时,在刀具半径上加上精加工余量做为刀具的半径补偿值输入,而在精加工时只输入半径值,这样可以使粗、精加工使用同一个程序。
其补偿方法:设精加工余量为Δ刀具半径为r(见下图),首先人工输入刀具半径补偿值Δ+r,即可完成初加工,将工件外轮廓加工到点划线的位置,在精加工时,输入刀具半径值为r,用同一程序,即可完成最后轮廓的精加工。
若Δ=2mm r=4加工圆的半径为R50,在刀具存储器中输入如下数值D01=6D02=4mm则下图零件的加工程序如下:O0100N01G54G92G00X0Y10;N02M03S600;N03TO101;N04M98P01;N05T0102;N06M02;O0001N01G00G41X-10Y-60;N02G01Z-2;N03G02X0Y-50R10;N04G03I0J0;N05G02X10Y-60;N06G01Z10;N07G00G40X0Y0;N09M99;利用刀具半径补偿加工同一个公称尺寸的内,外型面在数控程序的编写中,一般把半径补偿量在补偿代码中输入为正值(+)时设置为加工外型面,刀具走到轨迹为A(见下图);把半径补偿量在补偿代码中输入为负值(-)时设置为加工内型面,刀具走到轨迹为B(见下图)。
在走刀轨迹不变的情况下,两种输入相当于把数控程序中的补偿位置指令G41G42互换,即加工工件外侧的刀具变成在工件内侧进行加工。
刀具补偿量的指定目前的数控系统一般都可以设置若干个可编程刀具半径偏置寄存器,并对其编号,专供刀具补偿之用。
在进行数控编程时,秩序调用所需刀具半径补偿参数所对应的存储器的编号即可。
实际加工时,数控系统将该编号对应的刀具半径偏置寄存器中存放的半径取出,对刀具轨迹进行补偿计算,在生成实际刀具运动中心轨迹。
在加工中,如果没有更换刀具,则该刀具的补偿量一直有效。
对于半径补偿量的确定,如果是标准刀具第一次使用,可以采用刀具厂家提供的相关参数来确定,如果是已使用或重磨过的刀具,则根据实测数据来确定。
4刀具半径补偿的建立和取消4.1刀具半径补偿的建立刀具半径补偿的建立就是刀具从起刀点(起刀点应位于轮廓线以外,距离切入点较近的地方)以进给速度接近工件时,刀具中心轨迹从与编程轨迹重合到与编程轨迹偏离一个半径值的过程(如下图)。
刀具半径偏置的方向由G41(左补偿)和个个G42(右补偿)确定建立刀具半径的有关指令如下:N01G90G92X-10Y-10Z0N02M03S600N03G17G01G41X0Y0D01N04Y50建立刀具右补偿的相关指令与之相似。
4.2刀具半径补偿的取消刀具半径补偿的取消与刀具半径补偿的建立相似,在零件的加工程序的最后一段刀具半径补偿轨迹加工完成以后,刀具撤离工件,回到退刀点在这个过程中应取消刀具半径补偿,其指令用G40退刀点应用于轮廓线之外,可以与起刀点相同也可以不相同。
其相关指令如下:N100G01X0Y0N101G01G40X-10Y-104.3使用刀具补偿时注意事项前面阐述了如何灵活应用刀具半径补偿功能,合理设置刀具半径补偿值,然后在实际使用中还需注意以下几点:(1)G41,G42,G40必须在G00或G01的模式下使用.G41,G42不能重复使用,且在使用时不允许有两段连续的非移动指令。
(2)D00~~D99为刀具补偿号D00意味着取消刀具补偿。
刀具补偿值在加工之前必须输入到补偿存储器中。
(3)在使用刀具半径补偿的过程中应避免以下几种过切现象:半径补偿中的过切:在建立半径补偿或取消半径补偿时刀具必须在补偿平面内移动切移动距离应大于补偿值,否则会出现过切;加工零件内轮廓小于刀具半径时会过切;加工沟槽式被铣削的沟槽底宽小于半径时也会出现过切。
5总结在数控加工中刀补不可缺少,在粗加工时运用刀具半径补偿功能可以使加工程序变得简单,使得编写程序更快更简明,可以大大的减少编程时间,可以减少机床读取程序的时间。
程序减少了就可以是错误率降低总之刀具的半径补偿在数控加工中有着非常重要的作用,灵活的,合理的结合刀补原理运用刀具的半径补偿,还可以保证数控机床加工的有效性,准确性。
6参考文献《数控加工与编程》荣瑞芳西安电子科技大学出版社《数控加工与编程实用教程》朱岱力西安电子科技大学出版社《数控机床操作与程序培训教程》刘雄伟北京机械工业出版社2004。