控制图、排列图、直方图讲义
- 格式:doc
- 大小:2.43 MB
- 文档页数:24
控制图、排列图和直方图参考书:张智勇(2004),基础质量管理工具,广东科技出版社马逢时等,六西格玛管理统计指南,中国人民大学出版社。
全国质量专业技术人员职业资格考试办公室,质量专业理论与实务,第4章统计过程控制,中国人事出版社。
质量管理工具有七种主要工具:排列图,直方图、质量控制图、散点图、分层法、因果图和检验表(老7种)。
本次重点介绍排列图,直方图和质量控制图的软件画法。
控制图能对过程质量特性统计值进行测定、记录、评估,从而监察过程是否处于控制状态,简言之,控制图用以判断生产过程是否处于统计控制状态(是否存在异因),可以判断生产过程的异常,及时报警。
质量控制图既可以由质量管理人员使用,也可以由第一线工人使用,日本115家中小企业平均每个厂用137张控制图;美国柯达公司5000名职工,共用35000张控制图,可见其重要性。
工厂中使用控制图的数量在某种意义上反映了管理现代化的程度。
控制图是质量管理7个工具的重要组成部分,也是六西格玛管理的重要工具。
质量管理软件分为专用软件与通用软件,后者如MINITAB,JMP、SPSS,SAS-QC等。
许多专用软件ETM(ERP)中也有质量控制部分。
本次只介绍MINITAB15中文版。
MINITAB是美国宾夕法尼亚大学统计系开发,特别适用于质量管理。
主要窗口有数据窗口(工作表)和会话窗口。
可用粘贴等方法将数据填入工作表。
在会话窗口发布命令和收到结果。
Pareto 图是一种条形图,其中水平轴表示所关注的类别(缺陷),而非连续尺度。
类别通常是缺陷。
将每种缺陷按百分比从大到小排列成条形,Pareto 图可帮助您确定哪些缺陷是“少数而关键”的缺陷,哪些缺陷为“多数而琐碎”。
累积百分比线条帮助您判断每种类别所占的比例。
Pareto 图可帮助你,着重改进能获得最大收益的方面。
画排列图可按如下步骤:将数据贴入工作表,为了清楚,在C1,C2下建立变量名“缺陷”和“频数”。
缺陷的值是断裂,檫伤,…等;频数的值是10,42,…。

质量改进的工具与技术质量改进有老七种工具:因果图;排列图;直方图;检查表;分层法;控制图;散布图。
新七种工具:关连图;系统图(树图);矩阵图;网络图(箭条图);PDPC法(过程决策程序图);亲和图(kj法);矩阵数据解析法。
补充工具有:流程图;水平对比法;头脑风暴法。
一、因果图(一)因果图的概念因果图又称鱼刺图或石川图或特性要因图,是一种用于分析质量特性(结果)与可能影响质量特性的因素(原因)的一种工具。
用来分析因果关系,表达因果关系;通过识别症状、分析原因、寻找原因促进问题的解决。
(二)因果图的绘制1、利用逻辑推理法绘制因果图的步骤(1)确定质量特性(结果);(2)将质量特性(结果)写在纸的右侧,用方框框上,从左至右画一箭头(主骨),列出影响结果的主要原因作为大骨,也用方框框上;(3)列出影响大骨(主要原因)的原因,也就是第二层次原因,作为中骨;用小骨列出第三层次原因,以此类推;(4)将认为对质量特性(结果)有显著影响的重要原因标出来;(5)在图上记录必要的有关信息(如产品、工序或小组名称、参加人员、日期等)。
它是用逻辑推理法去确定第一层次原因(大骨),第二层次原因(中骨),第三层次原因(小骨)与结果之间的关系,故称“逻辑推理法”。
2、利用发散整理法绘制因果图的步骤(1)确定质量特性;(2)尽可能找出所有可能会影响结果的因素;(3)找出各原因之间的关系,在因果图上以因果关系箭头联接起来;(4)将认为对结果有显著影响的重要因素标出来;(5)在因果图上标上必要的信息。
它的特点是开放式的查找原因(最有效的方法是“头脑风暴法”),然后根据对结果的影响从小骨到中骨再到大骨系统地整理这些原因,形成因果图形状,故称为“发散整理法”。
(三)因果图的注意事项1、绘制因果图的注意事项(1)确定原因应集思广益,以免疏漏;(2)确定原因应尽可能具体;(3)有多少质量特性,就要绘制多少张因果图;(4)验证原因必须要细化,直至能采取措施为止,如分析出的原因不能采取措施,说明原因分析尚未到位。
系统集成项目管理工程师教程各种图的总结目录帕累托图 (3)一、定义 (3)二、最优 (3)三、最优的条件 (4)四、定律 (4)鱼骨图 (6)一、定义 (6)二、鱼骨图的三种类型 (6)三、鱼骨图制作 (6)四、鱼骨图使用步骤 (7)五、鱼骨图案例分析 (8)六、用统计工具软件MINTAB制作鱼骨图 (8)散点图 (9)条形图 (10)一、简介 (10)二、描绘条形图的要素 (10)直方图 (12)一、科技名词定义 (12)二、百科名片 (12)三、目录 (12)四、直方图的绘制方法 (13)五、用直方图来观察和分析生产过程质量状况 (13)六、如何判断直方图是否正常的形状: (14)七、直方图在摄影上的应用 (16)趋势图 (17)一、简介 (17)二、柱形图 (17)控制图 (20)一、百科名片 (20)二、定义 (20)三、作用 (21)四、控制图的预防原理 (21)五、统计过程控制的实质 (21)六、计量值控制图 (22)七、计数值控制图 (22)八、判断稳态的准则 (23)九、应用控制图需要考虑的问题 (24)十、基本结构 (25)十一、详细分类 (25)十二、扩展阅读 (25)帕累托图一、定义帕累托图又叫排列图、主次图,是按照发生频率大小顺序绘制的直方图,表示有多少结果是由已确认类型或范畴的原因所造成。
它是将出现的质量问题和质量改进项目按照重要程度依次排列而采用的一种图表。
可以用来分析质量问题,确定产生质量问题的主要因素。
按等级排序的目的是指导如何采取纠正措施:项目班子应首先采取措施纠正造成最多数量缺陷的问题。
从概念上说,帕累托图与帕累托法则一脉相承,该法则认为相对来说数量较少的原因往往造成绝大多数的问题或缺陷。
帕累托图排列图用双直角坐标系表示,左边纵坐标表示频数,右边纵坐标表示频率.分析线表示累积频率,横坐标表示影响质量的各项因素,按影响程度的大小(即出现频数多少)从左到右排列,通过对排列图的观察分析可以抓住影响质量的主要因素.帕累托法则往往称为二八原理,即百分之八十的问题是百分之二十的原因所造成的。
课程安排❑图表的定义❑检查表❑直方图❑层别法❑柏拉图❑因果图❑散布图❑控制图一、何谓图表❑定义:现场的数据,用点、线、面、体表示于纸上的图形。
❑目的:方便人的视觉,更快看出信息內容,从一组数据中把握到更多的信息。
二、图表种类❑按使用目的:‧分析用图表‧管理用图表‧计划用图表‧计算用图表‧统计用图表‧说明用图表❑按数据性质:‧静态图表‧动态图表❑按表現内容:‧系统图表‧预定图表‧记录图表‧统计图表❑按表示方法:‧棒形图、面积图、扇形图、折线图….QC七大手法介绍品控部2009.04.20品管七大手法之一:检查表❑将需要检查的内容或项目一一列出来;❑定期的或不定期的逐项检查;❑将问题点记录下来;❑是最简单,使用最多,用途最广的一种品管手法。
检查表在应用时的注意事项:❑确定项目:参照案例或使用多方论证,使检查的项目不遗漏;❑确定频率:每小时,每天、每周,还是每月检查;❑确定人员:选择适当的人,严格执行检查工作,记录结果;❑公布结果,必要时,将查到的问题经汇总后再进行公布。
检查表的实施步骤:❑确定检查对象;❑设计检查表;❑依检查表项目进行检查并记录问题或数据;❑对记录的问题或数据进行分析;❑对检查出的问题要求责任单位及时改善;❑检查人员在规定时间内对改善效果进行确认;❑定期总结,持续改进。
案例分析1:某配件厂不良检查表项目说明良品轻微缺点次要缺点主要缺点严重缺点(一)主机配件及外观1.配件(电源线、说明书及指定配件)正确,性能良好√(1)配件与指定规格不符√(2)配件破损或变形√(3)配件欠缺√(4)配件不动作,无法使用√2.外观涂装在距离60cm与标准样品比较很正常√(1)涂装与标准样品比较很正常√(2)污迹在1mm以上(使用清洁剂无法清除)√(3)底色暴露√(4)外表有对人体产生伤害的锐利边缘或突起物√(5)色泽度前后差异√(6)流水纹产生√案例分析2:某IT企业员工考核表工号姓名职务工龄评核项目等级说明12345一工作效率1进度超前,提前完成所有任务2所有工作均能按时完成385%的工作能够按时完成4偶有拖欠现象,只有70%的工作能够按时完成。
控制图、排列图和直方图参考书:张智勇(2004),基础质量管理工具,广东科技出版社马逢时等,六西格玛管理统计指南,中国人民大学出版社。
全国质量专业技术人员职业资格考试办公室,质量专业理论与实务,第4章统计过程控制,中国人事出版社。
质量管理工具有七种主要工具:排列图,直方图、质量控制图、散点图、分层法、因果图和检验表(老7种)。
本次重点介绍排列图,直方图和质量控制图的软件画法。
控制图能对过程质量特性统计值进行测定、记录、评估,从而监察过程是否处于控制状态,简言之,控制图用以判断生产过程是否处于统计控制状态(是否存在异因),可以判断生产过程的异常,及时报警。
质量控制图既可以由质量管理人员使用,也可以由第一线工人使用,日本115家中小企业平均每个厂用137张控制图;美国柯达公司5000名职工,共用35000张控制图,可见其重要性。
工厂中使用控制图的数量在某种意义上反映了管理现代化的程度。
控制图是质量管理7个工具的重要组成部分,也是六西格玛管理的重要工具。
质量管理软件分为专用软件与通用软件,后者如MINITAB,JMP、SPSS,SAS-QC等。
许多专用软件ETM(ERP)中也有质量控制部分。
本次只介绍MINITAB15中文版。
MINITAB是美国宾夕法尼亚大学统计系开发,特别适用于质量管理。
主要窗口有数据窗口(工作表)和会话窗口。
可用粘贴等方法将数据填入工作表。
在会话窗口发布命令和收到结果。
Pareto 图是一种条形图,其中水平轴表示所关注的类别(缺陷),而非连续尺度。
类别通常是缺陷。
将每种缺陷按百分比从大到小排列成条形,Pareto 图可帮助您确定哪些缺陷是“少数而关键”的缺陷,哪些缺陷为“多数而琐碎”。
累积百分比线条帮助您判断每种类别所占的比例。
Pareto 图可帮助你,着重改进能获得最大收益的方面。
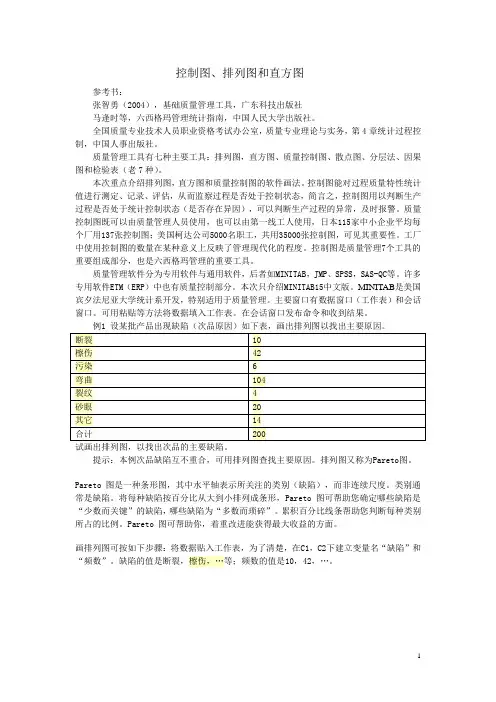
画排列图可按如下步骤:将数据贴入工作表,为了清楚,在C1,C2下建立变量名“缺陷”和“频数”。
缺陷的值是断裂,檫伤,…等;频数的值是10,42,…。
在会话窗口通过指令(在会话窗口点击)统计>质量工具>Pareto图。
得到排列图界面点击“已整理成表格的缺陷数据”>将“C1缺陷”填入“标签位于”,将“频数”填入“频率位于”,从而确定横竖轴变量。
点击“确定”即可得图形。
从画出的图形可见次品的关键缺陷是弯曲和檫伤。
练习使炼油厂污水处理COD去除率低的缺陷和频数如下表,试写出画pareto图的步骤,执行并分析结果。
在会话窗口通过指令图形>直方图。
得到界面(选择图形内容的图片)点黑4个图形中的右上图形,再点击“确定”后得直方图界面将净重选为图形变量;再点击“确定”可得图形。
由所得图形可见:图形接近正态分布,从直方图角度而言,生产处于统计控制状态。
练习100个样品的拉伸强度(kgf/cm 2)如下表,试写出画直方图程序,执行并分析控制图用于跟踪一段时间内的过程统计量并检测是否存在特殊因素变异。
特殊因素所导致的变异可以被检测出并受控制。
例如供应商、班次或周中天数的差异。
而另一方面,常规因素变异是过程中所固有的偶然因素。
当只有常规因素(而非特殊因素)影响过程输出时,过程即受控制,称为稳态。
一道工序达到统计控制称为稳定工序,每道工序都达到统计控制称为全稳生产线,SPC (统计过程控制)所以能够保证实现全过程的预防,依靠的就是全稳生产线。
控制图中有控制限:上控制线UCL 和下控制线LCL ,(它们又称为3σ线),并有按时间顺序抽取样本统计量的描点序列。
稳态情况下,所描点落在控制线内概率是99.73%。
当点未超出控制限,且这些点未显示出任何非随机异常时,过程即受控制。
非随机异常包括:1.连续9点落在中心线同一侧。
2.连续6点递增或递减。
3.连续14点上下交替.. (见GB/T4901-2001《常规控制图》)。
非随机性检查(8条判异准则可在该图通过指令:“选项>检验”进入检验框而让MINITAB 自行检查,但R 、S 、P 、C 、U 、NP 图只查前4项)。
常用控制图有:s R X -控制图、R X - 控制图、s X -控制图、R Me -控制图、 P 控制图、C 控制图和 U 控制图。
s R X -控制图、R X - 控制图、s X -控制图、R Me -控制图由两张图组成,上图反映产品是否符合规格,下图反映设备精度。
s R X -控制图用于抽样比较困难,因而每个批次只抽一个样品的过程。
R X - 控制图通常用于跟踪容量为 8 或更小的样本的过程水平和过程变异,而 s X -控制图用于较大的样本。
R Me -控制图具有稳健性,较少用。
p 控制图,np 控制图用于属性数据分析(只有正品次品两种状态情形), P 控制图绘制每个子组中缺陷品的比率。
np 控制图绘制每个子组中缺陷品的数量。
C 和U 控制图用于服从Poisson 分布的缺陷数(理论上,缺陷数量可以是无限的情形),通常称为计点数据。
当抽样条件相同时(例如统计数据是同样长度布匹上的疵点数,同种铸件上的疵点数),使用 C 控制图。
C 控制图绘制每个子组中的缺陷数 。
当子组条件不固定时,使用 U 控制图,例如统计数据是不同长度布匹上的疵点数,不同种铸件上的疵点数,U 控制图绘制在每个子组中抽取的每单位样本的缺陷数,用疵点数与布匹长度或铸件重量的比来绘图。
例如,如果您要统计电视屏幕内表面的瑕疵数,C 控制图将绘制同样大小屏幕内表面的实际瑕疵数,而 U 控制图将适用于不同尺寸屏幕内表面的实际瑕疵数,绘制所抽取样本中每平英寸(平方米)的瑕疵数。
画质量控制图中必须有“批次变量”,它最好取从1开始递增的自然数为值,放在横轴上。
为了检查判异准则,可以从指令“统计>控制图>…”进入“控制图框”,在该框上通过指令“选项>检验”查看8项准则。
3画s R X -控制图例3 设在10个批次奶粉中测量水分含量百分比,得下表,画s R X -控制图提示:此题抽样量少,每批次只抽一个样,只可用s R X -控制图。
s R X -控制图由2张图对应,一张以均值为中心线,画出3σ控制线和观测值的折线图,另一张画出移动极差及其3σ控制线(相邻2次观测之差)折线图。
若观测值和移动极差在3σ控制线外,或有非随机异常时,则不处于统计控制状态。
将批次变量“批次”和水分含量百分比变量x 存入工作表。
即下列图片在会话窗口通过指令统计>控制图>单值的变量控制图〉I-MR 。
得到画s R X 控制图界面将纵轴变量选为x ,再点击 确定,得到图形是由图形可见生产处于统计控制状态 练习s R -控制图并分析 3.1 3.4 3.3 3.3 3.2 3.4 3.2 3.2 3.0 3.2 3.2 3.2 3.0 3.3 3.3 3.2 3.2 3.4 3.2 3.2 3.3 3.3 3.4 3.2 3.0 3.2 3.2 3.2 3.3 3.1 3.1 3.1 3.1 3.3 3.2 3.2 3.4 3.2 3.2 3.2 3.1 3.2 3.4 3.2 3.1 3.3 3.3 3.2 4画R X -控制图:例4 设2007.7.3在25个批次螺拴中抽取螺拴扭矩子组,每个子组有5个样品,数据如下。
画R X -控制图X-图,该控制图由两张图对应:一张以总均值为提示:此例每个子组有5个样品,可画R中心线,画出每个子组均值折线图及其3σ控制线,另一张以极差平均值为中心线,画出每个子组极差折线图和其3σ控制线图。
若某个子组观测值或其极差在3σ控制线外,或有非随机异常时,则不处于统计控制状态。
为了清楚,选定“批次”为批次变量,1,2,3,4,5为子组观测值变量。
将批次变量“批次”和变量“1”,“2”,“3”,“4”,“5”的值存入工作表。
得通过指令X-图界面统计>控制图>子组的变量控制图〉Xbar-R(B)。
得到R为了决定总极差,点击“Xbar-R选项”得界面(选择总R计算公式的图片)图界面R选定“子组的观测值位于多列的同一行中”,使扭矩观测值作为纵轴变量,点击“确定”得到图形是从上图可以看出第13批(批次变量=22)扭矩样本均值太小,超出3σ界外;从下图上可以看出第17批(批次变量=26)样本极差太大,超出3σ界外,因而不处于统计控制状态。
为了检查“非随机性”,可通过点击“Xbar-R选项”得以下界面,选择“检验”。
练习-控制图并R分析X-控制图5画sX-控制图例5 对上例数据画sX-图控制图由两张图对应:一张以总均值为中心线,画出每个子组均值折线图及提示:s其3σ控制线,另一张以所有子组样本标准差平均值为中心线,画出每个子组样本标准差折线图和其3σ控制线图。
若某个子组观测值或某个子组样本标准差在3σ控制线外,或有非随机异常时,则不处于统计控制状态。
画图步骤是为了清楚,选定“批次”为批次变量,1,2,3,4,5为子组观测值变量。
将批次变量“批次”和变量的值“1”,“2”,“3”,“4”,“5”存入工作表。
得为了画图在会话窗口通过指令X-图界面统计>控制图>子组的变量控制图〉Xbar-S(A)。
得到s点击Xber-S选项。
得界面(决定总样本方差公式图片)图界面s选定“子组的观测值位于多列的同一行中”,使扭矩观测值作为纵轴变量,点击“确定”得到图形是从第2张图上可以看出第17批(批次变量=26)样本标准差太大,超出3σ界外;第13批(批次变量=22)样本均值太小,超出3σ界外,因而不处于统计控制状态。
练习-控制图并s分析Me-控制图:6画R例6Me-控制图MINITAB不能画R7 P图(二项分布)例7 某公司生产晶体管,每天随机抽取若干只,每天的批号为t,每天随机抽取数为n,检验不合格品数为f;数据如下,试画出P图并分析。
提示:p控制图以全体样品不合格品率为中心线,画出每个子组不合格品率3σ控制线,和每个子组不合格品率图。
若不合格品率在3σ控制线外则不处于统计控制状态。
建立3个变量:批次,抽样量,次品数。
输数据到工作表通过指令统计>控制图>属性>控制图P(P)。
得到P图界面点击变量(V),得到数据。
将次品数放入变量(V)空格。
将抽样量放入子组大小(U)空格。
点击确定,得图形8 c图例8 某厂从每天生产的录像带抽查1卷(长350m),测得不合格疵点数为下表,由于不合格疵点数服从Poisson分布,试画C图并进行分析。
提示:c 控制图以全体样品不合格品率为中心线,画出每个子组不合格品率3控制线,和每个子组不合格品率图。
若不合格品率在3σ控制线外则不处于统计控制状态。
先将本数据(批次变量“批次”和疵点数的值)输入工作表通过指令统计>控制图>属性>控制图C(C),得到C 图界面点击 疵点数>选择>确定。