JIT-模型建立-平准化篇知识分享
- 格式:docx
- 大小:495.03 KB
- 文档页数:6
![《精益管理》模块三:平准化[34页]](https://img.taocdn.com/s1/m/ad5716204693daef5ff73dd5.png)
精益管理模块三平准化第一节平准化概述第二节量的平准化第三节品种的平准化第四节平准化物流第一节平准化概述第一节平准化概述所谓平准化生产,并不是按照客户的实际订货数量来生产,而是企业及企业内部所有的生产系统(车间、工段、班组、仓储),在相同的时间间隔内按照事先的计划达到平准化生产,把产量的振幅波动控制到最小,从而谋求工作负荷的平准化。
平准化是实现JIT的重要基础条件。
Muda:浪费。
Muri:员工或设备的负荷过重。
Mura:负荷不平衡。
第二节量的平准化概念量的平准化就是将连续每个时间段之间的总生产量的波动控制到最小程度,如月度内每一天的生产数量相同,以此让资源的使用平衡化,包括劳工和设备,从而减少浪费。
做不好平准化会给企业带来一些问题:首先,做不好平准化会产生资源配置上的浪费。
其次,做不好平准化还会影响上游供应商的产生。
需求的波动短期波动若短期内需求有小幅度波动,当需求量增大时可以采取加班方式,当需求量减少时则提早结束生产。
长期波动对于周期性的大幅波动情况,则需要重新进行总量平衡来配置生产要素。
丰田公司最终制订的平衡目标是,将产量波动幅度限制在平均水平的10%以内,这样不仅可以实现减少库存,而且对供应商的冲击也很小,不会使供应商出现库存积压的现象。
根据我国企业的实践,一般认为波动幅度在20%以内,上下游企业都比较好接受。
第三节品种的平准化概念品种的平准化就是在一个单位期间内生产的产品组合平均化,使各种产品在不同单位期间不产生波动。
做到品种平准化的最大好处便是能够有效的降低库存。
并且,伴随着品种切换的越加频繁,生产现场适应环境变化的能力也会相应得到提高。
大批量计划生产在这种生产方式中,前工程对A、B、C的加工是平衡的,不平衡生产发生在后工程。
同时,为配合后工程进行大批量生产,前后工程间需要进行批量搬运,即一次性搬运12件钢板。
由于进行批量搬运,前工程的库存会在第12分钟结束时从12件变为0,而后工程的库存会在第12分钟结束时因收到从前工程搬运过来的新一批货物而从0变回12件。

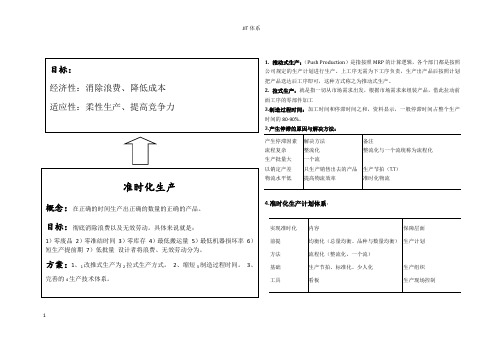
11. 推动式生产:(Push Production )是指按照MRP 的计算逻辑,各个部门都是按照公司规定的生产计划进行生产。
上工序无需为下工序负责,生产出产品后按照计划把产品送达后工序即可,这种方式称之为推动式生产。
2. 拉式生产:就是指一切从市场需求出发,根据市场需求来组装产品,借此拉动前面工序的零部件加工3.制造过程时间:加工时间和停滞时间之和,资料显示,一般停滞时间占整个生产时间的80-90%。
3.产生停滞的原因与解决方法:4.准时化生产计划体系:25.目视管理:利用形象直观而又色彩适宜的各种视觉感知信息来组织现场生产活动,达到提高劳动生产率的一种管理手段,也是一种利用视觉来进行管理的科学方法。
6. 生产看板例图:7.领料看板例图:8.看板数量计算:S L D B+=CL D N )1(α+=B 为订货点库存量; 为平均日/小时需求量(单位时间);L 为采购/生产提前期; S为安全库存量;N 为看板的数量; a 为安全系数;C 为盛放物料容器的容量。
L 为工序内生产看板摘下至要求生产的物料送达到存放处所需要的时间,简称为生产过程时间(生产看板循环时间、生产看板周转时间),一般包括看板回收时间、物料加工时间、物料搬运时间和等待时间等。
3S T L D M ++=)(CT T L D N s )(++=M 为基准量; 为平均日需求量;L 为采购提前期;T 为定货间隔期,S 为安全库存量;N 为看板的数量; Ts 为安全库存时间;C 为盛放物料容器的容量。
T 为两次领取之间的时间间隔,也叫做看板周期;Ts 为安全库存时间,相当于零部件在存放处的停留时间。
L+T 也称为领取看板循环时间 。
9.厂外物流:大型企业各专业厂间的运输物流或独立工厂与材料、配件供应厂之间的物流。
10.厂内物流:包括车间之物流、生产线物流和受入物流。
受入物流(生产线物流、配货场物流、集货场物流。
11.三个基本原则:一、生产线物流的基本原则:(1)操作人员安排尽量紧凑,减少走动浪费。
准时制生产也就是我们通常所说的JIT生产方式,是精益生产的核心部分,也是实现最大化产品价值的有效的营运模式。
通过整合并同步物流和信息流,资源最优化配置,从而有效帮助生产制造企业实现订单准时化,同时成本最低化。
JIT的定义也很简单,简言之就是在按照客户需要的产品,时间和数量组织生产, 将运作和客户需求同步化。
目前关于JIT的书籍很多,但是很少有可以直接应用到企业的JIT模型,所以对企业实战管理来说可借鉴和参考的意义不大,我曾经参与并主导某一跨国汽车制造公司的JIT模型和运作设计及实施,并取得突破性成功,库存周转率(ITR)实现60%多的提高,订单准时交货率(OTD)近乎100%,当然还有物料准时率(OTP)以及制造周期时间(MLT)的大幅改善。
经过实际效果的检验后,把我的心得分享给大家,希望能帮助企业实现卓越运营和管理,使得客户满意,从而获得可观的财务效益。
首先就JIT系统而言,可分为6个组成部分,分别是订单平准化和能力(Leveling& Capacity), 连续流(Continue flow), 拉动系统(Pull system), 节拍控制(Takt time), 多频次交货(Frequent deliveries), 物流理念(logistic conception), 这6个组成部分相互依存,将物流和信息流进行同步化并整合化。
目前各行业尤其是制造业普遍的订单趋势都是朝着品种多样化和单个订单量小型化发展,如果没有很好的平准话水平,那么在人力,设备和物料的组织上就会付出很大的成本,并且很难保证准时交货。
而平准化的目的是达到客户满意的订单交货,并创建一个稳定平缓的订单生产计划,并使运作成本最低化。
如果把一个工厂的运作比作一个人体的话,那么Leveling就是大脑,一个指挥系统。
客户订单根据时间来分配一般可分为三个类别:合同订单(Contract),每日/周订单(Leveling)和每小时订单(Rail)。

准时化生产方式(JIT)的12个要素是什么根据多年的实施经验,JIT应看成是由12个要素组成的,对公司的三个管理领域进行有效管理。
这三个领域是:技术管理、人事管理和系统管理。
每一领域都包含有JIT的4个要素。
1、JIT在技术管理领域的四个要素①构性流程制造它的具体体现是连续性流程制造的概念。
其重点是根据特定的流程和产出来缩短生产周期。
②适用性这是J. w.朱兰博士在定义质量概念时提出的。
适用性是指要了解和满足顾客的确切需求。
其基本原则是在经营过程的每一个步骤上都有一个顾客。
③减少设置时间或实现快速改变这是指尽量减少在更换物料时的停机时间的过程。
设置时间可以看成是由上一道工作中心生产出的最后一个产品到下一道工作中心生产出第一个产品的时间。
减少设置时间或换机时间的根本目的是便于进行小批量生产。
④减少批量生产这是指不断减少生产产品的批量,直至理想批量。
一次生产一个产品的能力为每天实施一个项目提供了机会。
这种能力又提供了一种柔性,能适应顾客需要,和满足以前需要通过库存来满足的那些需要。
2、JIT在人事管理领域中的四个要素①和工作场所的组织这是指一种高度组织的、有效率的工作场所。
工作场所的组织要便于对其它因素,如减少设置时间、拉动式系统和质量等的改进。
在库存方面的改进为消除不必要的运输和移动产生的浪费提供了途径。
②提高控制的可见度这是指提高生产环境的可见度。
提高控制的可见度的目的是公开工作目标,揭示存在问题和处理浪费现象。
可见度控制常常是注意基础库存的扩展,将不必要的东西移出工作场所,便于看清和处理过程问题。
③全面质量这是JIT生产的基本因素。
全面质量可以定义为努力不断减少过程的可变性。
过程中的变化可以是由质量问题或过长的设置时间引起得的,为实现JIT生产,这些问题要不断改进。
随着过程可变性的减少,需要有全员参与,重新定义过程中各个点的顾客,以提供“适用性”的产品和服务。
④全员参与为实现人事管理领域的目标-提高“快速改进的能力”,必须要有全员参与。
(JIT准时生产方式)JIT准时化生产目录一、准时化生产方式的概况 (5)1、JIT的产生和发展 (5)2、准时化生产方式的真缔 (6)二、准时化生产方式的技术体系 (7)1.体系的核心 (7)1.1 见板管理 (8)1.2均衡化生产 (9)1.3设备的快速装换调整 (10)1.4设备的合理布置 (11)1.5多技能作业员 (12)1.6标准化作业 (12)2.全面质量管理 (14)2.1 TQM是JIT的副产物 (14)2.2 TQM是JIT的支撑物 (14)3.自动化 (16)3.1 异常情况的自动化检测 (17)3.2 异常情况下的自动化停机 (18)3.3 异常情况下的自动化报警 (18)4.全员参加的现场改善活动 (19)4.1 JIT的动态自我完善机制 (20)4.2 质量管理小组 (21)4.3 合理化建议制度 (23)4.4 改善,再改善 (24)三、导入JIT的一般步骤和顺序 (33)四、在ERP的运用中实现JIT生产 (34)1.设置符合JIT环境的物流 (35)2.设置符合JIT的BOM和工艺流程 (35)3.管理符合JIT的需求管理 (36)4.管理符合JIT的采购流程 (36)5.管理符合JIT的生产流程 (37)6.控制符合JIT的环境下的生产成本 (38)五、JIT在电子商务中的应用 (38)1、JIT的基本原理 (38)2、JIT在电子商务中的应用对象 (40)3、如何应用JIT技术 (42)六、集成JIT和MRP (44)1、制造资源计划(MRP)和JIT (44)2、MRP和JIT的共同目标 (46)3、传统车间控制(SFC)的MRP和JIT在设计上的冲突 (48)4、需求拉动(见板) (50)5、使用确定的计划订单 (53)6、倒冲物料 (53)7、车间存货仓位 (56)8、提前期的减少 (57)9、订单的数量 (59)10、规划单元 (59)11、质量 (60)12、混合模型计划 (60)13、和供应商和顾客相联接 (61)14、MRPII软件的修改 (62)七、重复制造“拉式”应用技术 (63)1、重复制造的特点 (64)2、“拉式”生产的生产和控制 (64)2.1 MRPII重复制造的“拉式”系统及其流程 (64)2.2 重复制造系统的初始设置 (65)3、重复制造的信息系统 (66)3.1拉出表 (66)3.2 生产计划报告 (67)4.重复制造系统作业程序 (68)5.重复制造“拉式”的应用的基本原理 (69)一、准时化生产方式的概况1、JIT的产生和发展JIT的产生缘于1973年爆发的全球石油危机及由此所引起的日益严重的自然资源短缺,这对于当时靠进口原材料发展经济的日本冲击最大。
准时制生产也就是我们通常所说的JIT生产方式,是精益生产的核心部分,也是实现最大化产品价值的有效的营运模式。
通过整合并同步物流和信息流,资源最优化配置,从而有效帮助生产制造企业实现订单准时化,同时成本最低化。
JIT的定义也很简单,简言之就是在按照客户需要的产品,时间和数量组织生产, 将运作和客户需求同步化。
目前关于JIT的书籍很多,但是很少有可以直接应用到企业的JIT模型,所以对企业实战管理来说可借鉴和参考的意义不大,我曾经参与并主导某一跨国汽车制造公司的JIT模型和运作设计及实施,并取得突破性成功,库存周转率(ITR)实现60%多的提高,订单准时交货率(OTD)近乎100%,当然还有物料准时率(OTP)以及制造周期时间(MLT)的大幅改善。
经过实际效果的检验后,把我的心得分享给大家,希望能帮助企业实现卓越运营和管理,使得客户满意,从而获得可观的财务效益。
首先就JIT系统而言,可分为6个组成部分,分别是订单平准化和能力(Leveling& Capacity), 连续流(Continue flow), 拉动系统(Pull system), 节拍控制(Takt time), 多频次交货(Frequent deliveries), 物流理念(logistic conception), 这6个组成部分相互依存,将物流和信息流进行同步化并整合化。
目前各行业尤其是制造业普遍的订单趋势都是朝着品种多样化和单个订单
量小型化发展,如果没有很好的平准话水平,那么在人力,设备和物料的组织上就会付出很大的成本,并且很难保证准时交货。
而平准化的目的是达到客户满意的订单交货,并创建一个稳定平缓的订单生产计划,并使运作成本最低化。
如果把一个工厂的运作比作一个人体的话,那么Leveling就是大脑,一个指挥系统。
客户订单根据时间来分配一般可分为三个类别:合同订单(Contract),每日/周订单(Leveling)和每小时订单(Rail)。
合同订单一般是月度或季度订单,而每日/周订单的组合和投放规则才是我们所重点关注的部分。
要实现很高级别的Leveling水平,我们必须关注它所包含的主要的3个因素:订单量,产品种类和交付时间。
我们在实施平准化生产的时候,必须最优化分配和组合这三个方面。
下面我通过一个Leveling的分配图形来解释什么是Leveling以及他所包含的5个层次:
那为什么Level 5要远比level 1要好呢,我们通过下面的图表来阐述一下:
从以上的Leveling模拟图可以看出,不同的平准话方式对订单交付率,库存水平以及能否实现柔性生产等都有巨大的影响。
当然,在我们准备进行平准化之前要充分考虑以下因素的现有水平和影响:转型时间,质量水平等,充分评估后再选择相应的leveling级别,这样可以做到万无一失。
话到此处本次的分享就到这里了,以后如果大家感兴趣,我会定期分享JIT其它5个部分的实战模型,来帮助你的企业实现卓越运作,就此搁笔。
第二个连续流
为了实现真正的JIT效果,除了上次我们谈到的最优化的Leveling方法之外,在我设计的JIT模型中第二个核心内容和成功条件就是continues flow。
连续流得目的就是为了奠定Leveling成功的基础,实现稳定柔性和高效的制造模式,来达到平稳生产以满足客户需求。
连续流要求我们在最短的Takt time内,在高品质的前提下,以连续流程的方式工作,这个方式贯穿所有的产品价值流,从供应商端到制造中心再到客户端,应该遵循如下价值流动:
俗话说流水不腐,户枢不蠹,在工厂制造流程中也是相同的道理,如果是分割的流程我们称之为“孤岛式”生产方式,孤岛式生产方式会造成大量的等待浪费,同时流程间会积压大量的WIP(在制品),造成库存浪费,同时因为信息流通和物质流通不畅和反馈速度慢,又会导致非常高的质量风险。
通常状况下,生产有四种状态,参照如下图示:
在价值流流动的过程中,只有在加工环节才会给产品增加价值,很明显stagnation是一种Muda,我们要把这种无附加价值的过程最大化的降低和消除,我们通过3个步骤来实现连续流:
1. 采用价值流程图或者物流图的形式发现停滞或分隔的流程
2. 分析造成流程停滞和阻隔的原因
3. 打破阻隔,实现连续流程
当然,第一步和第二部都很容易做到,最难也是风险最高的是第三点,那么根据我的经历来给大家重点分享如何做到连续流。
连续流就意味着安排好的生产过程,流动尽可能少的被打破,以此我们可以在一个平稳的节奏下生产。
所以,我们必须关注“3个流”来实现连续流,他们分别是:信息流,物流和操作工流(standardization work).
先来谈谈information flow,标准化的信息流可以让我们拥有在正确的时间做出正确决策的依据,标准化的信息流包含三个要素:
1. 高水平的leveling, 他可以让我们尽可能地将生产延伸平稳化
2. 流动不畅的地方,使用看板卡作为物料流动的信号
3. 每天对过程频繁的跟踪,来探求偏差以便收集一手信息和做出快速反映再来谈谈material flow,通过持续的Mude点的消除,最大化实现最短节拍时间内的物料流,为此我们也使用3种方式来达到顺畅的物料流:
1. 在所有停滞的节点间利用kanban拉动,已最小化库存,节约工作量
2.依据工艺流程安排设备
3. 多元工序的组织模式,并使用多频次交付方式来实现流动
我们再说说操作工流(operator flow)方式的建立,我们通过对操作工实施有效的培训同时设计适合其使用的工具,我们就能创造出具有高度灵敏性的工位并能高效率的生产,为此我们要做好4方面的工作:
1. 根据Takt time同步化加工过程
2. 创造出灵活多变的单位或单元(Cell) 生产线
3. 训练操作工能在多元工序的产线工作
4. 每道工序的操作严格标准化下来,员工数量由客户订单量和工序操作周期时间决定
这样我们就可以设计出适合平准化的灵活多变的高效生产线,当然如果能够实现one-piece-flow 或者unit-piece-flow 那就是锦上添花了,完成了连续流后,你就可以实现最小化WIP,提高快速响应时间,减少质量风险,为实现JIT打下坚实的基础。