11磁粉检测专题
- 格式:pdf
- 大小:33.68 MB
- 文档页数:107
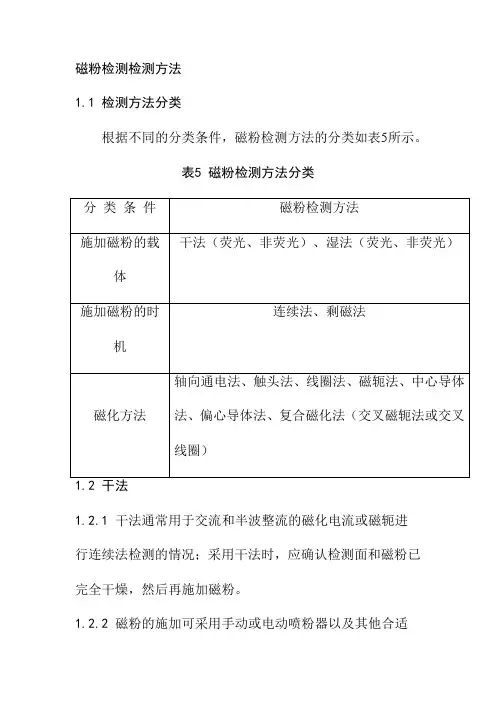
磁粉检测检测方法1.1 检测方法分类根据不同的分类条件,磁粉检测方法的分类如表5所示。
表5 磁粉检测方法分类分类条件磁粉检测方法施加磁粉的载体干法(荧光、非荧光)、湿法(荧光、非荧光)施加磁粉的时机连续法、剩磁法磁化方法轴向通电法、触头法、线圈法、磁轭法、中心导体法、偏心导体法、复合磁化法(交叉磁轭法或交叉线圈)1.2 干法1.2.1干法通常用于交流和半波整流的磁化电流或磁轭进行连续法检测的情况;采用干法时,应确认检测面和磁粉已完全干燥,然后再施加磁粉。
1.2.2磁粉的施加可采用手动或电动喷粉器以及其他合适的工具来进行。
磁粉应均匀地撒在工件被检面上;磁粉不应施加过多,以免掩盖缺陷磁痕。
在吹去多余磁粉时不应干扰缺陷磁痕。
1.3 湿法1.3.1湿法主要用于连续法和剩磁法检测。
采用湿法时,应确保整个检测面被磁悬液湿润。
1.3.2磁悬液的施加可采用喷、浇、浸等方法,不宜采用刷涂法。
无论采用哪种方法,均不应使检测面上磁悬液的流速过快。
1.4 连续法采用连续法时,磁粉或磁悬液的施加和磁痕显示的观察应在磁化通电时间内完成,且停施磁粉或磁悬液至少1s后方可停止磁化;磁化通电的时间一般为1s~3s,且为保证磁化效果应至少反复磁化两次。
1.5 剩磁法1.1.1剩磁法主要用于材料矫顽力大于或等于1kA/m,且磁化后其保持的剩磁场大于或等于0.8T的被检工件检测。
1.1.2采用剩磁法时,磁粉或磁悬液应在通电结束后施加,一般通电时间为0.25s~ls。
施加磁粉或磁悬液之前,任何铁磁性物体不得接触被检工件表面。
1.1.3采用交流磁化法时,应配备断电相位控制器以确保工件的磁化效果。
1.6 交叉磁轭法1.6.1使用交叉磁轭装置时,四个磁极端面与检测面之间应保持良好贴合,其最大间隙不应超过0.5mm。
连续拖动检测时,检测速度应尽量均匀,一般不应大于4m/min。
1.6.2 使用交叉磁轭一般采用移动的方式磁化工件,磁悬液的施加应覆盖工件的有效磁化场范围,并始终保持处于润湿状态,以利于缺陷磁痕的形成。
磁粉检测全部+讲解学习第⼀章绪论1.1、能形成磁粉显⽰的零件结构或形状上的间断叫做---------不连续性1.2、磁粉检测与渗透检测元件检测主要区别是---------检测原理不同1.3、以下关于磁敏元件检测法的叙述中,正确的是--------- 磁敏元件检测法获得不连续性(包括缺陷)深度的信息。
1.4、磁粉检测在下列哪种缺陷的检测不可靠--------埋藏的很深的⽓孔,⼯件表⾯浅⽽宽的划伤,针孔状的缺陷和延伸⽅向与磁感应线⽅向夹⾓⼩于20度⾓的缺陷。
1.5、磁粉检测优于涡流检测的地⽅--------能直观的显⽰出缺陷的位置、形状、⼤⼩和严重程度-。
1.6、磁粉检测优于渗透检测的地⽅---------能检出表⾯夹有外来材料的表⾯不连续性;对单个零件检测快,可检出近表⾯的不连续性。
1.7、承压设备对铁磁性材料⼯件表⾯和近表⾯缺陷的检测宜优先选择磁粉检测,主要是因为---------磁粉检测对铁磁性材料攻坚的表⾯和近表⾯缺陷具有很⾼的灵敏度,可发现微⽶级宽度的⼩缺陷。
1.8、对检测有⾊⾦属管⼦表⾯缺陷最合适的⽅法是---------涡流法。
1.9、被磁化的⼯件表⾯有⼀裂纹,使裂纹吸引磁粉的原因是------漏磁场。
1.10、漏磁场检测的试件必须具备的条件是--------- 试件有磁性。
1.15、通常把影响⼯件使⽤的不连续性称为缺陷,所以不连续性和缺陷的概念不是不同的。
1.16、磁粉检测和检测元件检测都属于漏磁场检测。
1.17、磁粉检测的基础是不连续性处漏磁场与磁粉的磁相互作⽤。
1.18、磁粉检测可以检测沉淀硬化不锈钢材料,不能检测奥⽒体不锈钢材料1.19、采⽤磁敏元件检测⼯件表⾯的漏磁场时,探测的灵敏度和检查速度及⼯件⼤⼩⽆关。
1.20、如果被磁化的试件表⾯存在裂纹,使裂纹产⽣漏磁场的原因是磁⼒线的不连续性导致磁⼒线发⽣弯曲。
1.21、磁粉检测对铁磁性材料表⾯开⼝⽓孔的检测灵敏度要低于渗透检测。
1。
交变电流的有效值总比其幅值要大。
()2.磁畴的存在是铁磁介质具有各种磁特性的内在根据。
()3.磁化电流去掉后,试件上保留的磁感应强度称为矫顽力.()4。
用交流电和直流电同时磁化工件称为复合磁化.复合磁化也是随时间而变化的摆动磁场。
()5。
矫顽力是指去除剩余磁场所需的反向磁场强度.()6。
由于铁磁性物质具有较大的磁导率,因此在建立磁通时,它们具有很高的磁阻。
()7.狭窄的磁滞回线说明试件的材料是高碳钢。
()8。
磁滞回线只有在交流电的情况下才能形成,因为需要去除剩磁的矫顽力.()9。
在建立磁场时,具有高磁阻的材料同时也具有很高的顽磁性.()10。
漏磁场强度的大小与试件内的磁感应强度大小有关。
()11.在铁磁性材料中,磁感应线与电流方向成90°角。
()12。
在非铁磁性材料中,磁感应线与电流方向成90°角。
()13.铁磁物质的磁感应强度不但和外加磁场强度有关,而且与其磁化历史状况有关。
()14。
当使用直流电时,通电导体外面的磁场强度比导体表面上的磁场强度大.()15。
直径相同的磁性导体和非磁性导体,当通以相同强度的直流磁化电流时,在导体外径向距离相同处,磁性导体比非磁性导体的外磁场强度要大得多。
()16。
磁性和非磁性实心导体以外的外磁场强度的分布规律是相同的。
()17.当两个相互垂直的磁场同时施加在一个试件上,产生的合磁场的强度等于两个磁场强度的代数和。
()18。
铁磁性材料的磁感应强度和外加磁场强度成正比。
()19。
铁磁性材料经淬火后,其矫顽力一般说要变大.()20.用不同半径的实心棒代替空心导杆对空心试件进行正中放置穿棒法磁化时,即使磁化电流相同,对试件的磁化效果也是不同的()21.铁磁性材料感应的周向磁场强度,其表面上的磁感应强度为最小。
()22。
被磁化的试件表面有一裂纹,使裂纹吸引磁粉的原因是裂纹的高应力。
()23。
应用磁粉探伤方法检测铁磁性材料表面缺陷的灵敏度较高;对于近表面缺陷,则缺陷距表面埋藏深度越深检测越困难()24。
磁粉检测试题选择二、选择题(将正确答案序号填在括号内)1.1我国发明的(C)适用于检测小孔内壁的早期疲劳裂纹。
A.永久磁铁法B.油一白法C.橡胶铸型法D.旋转磁场法1.2哪一条不是磁粉检测优于渗透检测的地方(D)。
A.检测缺陷重复性好B.单零件检测快C.可以检出近表面不连续性D.可以检测非金属材料的表面缺陷1.3磁粉检测灵敏度很高,可以发现(D)级宽度的小缺陷。
A.分米B.厘米C.毫米D.微米1.4检测钢材表面缺陷最方便的检测方法是(C)。
A.射线检测B.超声波检测C.磁粉检测D.渗透检测1.5能够进行磁粉检测的材料是(A)。
A.碳素钢B:奥氏体不锈钢C.黄铜D.铝1.6工件磁粉检测必须具备的条件是(D)。
A.电阻小B.检测面能用肉眼观察C.检测面必须光滑D.工件必须是铁磁性材料1.7磁粉检测可以用于检测铁磁性材料的(D)。
A.厚度变化B.材质变化C.材料分选D.表面缺陷和近表面缺陷1.8工件正常组织结构或外形的任何间断,叫做(A)。
A.不连续性B.缺陷C.漏磁场D.缺欠1.9磁粉检测对下列哪种缺陷的检测不可靠(B)。
A.表面折叠B.埋藏较深的气孔C.表面裂纹D.延伸到表面的未熔合1.10被磁化的工件表面有一裂纹,使裂纹吸引磁粉的原因是(C)。
A.矫顽力B.多普勒效应C.漏磁场D.异性相吸1.11铁磁性材料工件的表面检测宜优先选择磁粉检测的原因,主要是(C)。
A.能直观地显示和观察缺陷的位置、形状、大小和严重程度B.结合使用各种方法,几乎不受工件大小几何形状的影响C.磁粉检测对铁磁性材料工件表面和近表面具有很高的检测灵敏度,表面不开口的缺陷也可检出,可发现微米级宽度的小缺陷D.磁粉检测不污染工件2.1存在于被磁化物体或通电导体的内部和周围具有磁力作用的空间叫做(B)。
A.磁性B.磁场C.磁场强度D.磁感应强度2.2在磁体内,磁力线由(B)。
A.N极到S极B.S极到N极C.正极到负极D.负极到正极2.3在被磁化的工件上,磁力线离开和进人的部位叫(C)。
MT复习题一、是非题1、磁粉探伤中所谓的不连续性就是指缺陷(×)2、马氏体不锈钢可以进行磁粉探伤(○)3、被磁化的工件表面有一裂纹,使裂纹吸引磁粉的原因是裂纹的高应力(×)4、由磁粉探伤的理论可知,磁力线在缺陷处会断开,产生磁极并吸附磁粉。
(×)5、真空中的磁导率为0 (×)6、所谓“磁滞”现象,是指磁场强度H的变化滞后于磁感应强度的变化的现象。
(×)7、当使用直流电时,通电导体的外面的磁场强度比导体表面上的磁场强度大。
(×)8、缺陷的深宽比越大,产生的漏磁场也就越大。
(○)9、磁场的大小与外加磁场有关,当铁磁材料的磁感应强度达到饱和值的80%左右时,漏磁场便会迅速增大。
(○)10、矫顽力与钢的硬度的关系是:随着硬度的增加矫顽力增大。
11、铁磁性材料经淬火后,其矫顽力一般说要变大。
(○)12、在电流不变的情况下,导体直径减为原来的二分之一,其表面磁场强度将增大到原来的二倍。
(○)13、磁滞回线狭长的材料,其磁导率相对较低。
(×)14、为使试件退磁而施加的磁场称为退磁场(×)15、两管状试件的外径和长度相等,但其厚度不同,如果用交流线圈磁化,且安匝数不变,其厚壁管的退磁场比薄壁管的退磁场要大。
(○)16、只要试件中没有缺陷,被磁化后,表面就不会产生漏磁场。
(×)17、直接通电磁化管状工件,既能用于外表面探伤,又能用于那表面探伤。
(×)18、用磁轭法不能有效的发现对接焊缝表面的横向裂纹。
(×)19、中心导体法和触头法都能产生周向磁场。
(○)20、交变电流的有效值总比其峰值要大。
(×)21、为确保磁粉探伤的质量,重要零件的磁化规范应越严越好。
(×)22、荧光磁粉探伤时,采用的紫外光波长范围是510-550mm。
(×)23、常用的磁粉是由Fe3O4或Fe2O3制作的。
第三部分磁粉检测共: 551题其中:是非题 171题选择题 265题问答题 77题计算题 38题一、是非题1.1磁粉探伤中所谓的不连续性就是指缺陷。
()1.2磁粉探伤中对质量控制标准的要求是愈高愈好。
()1.3磁粉探伤的基础是磁场与磁粉的磁相互作用。
()1.4马氏体不锈钢可以进行磁粉探伤。
()1.5磁粉探伤不能检测奥氏体不锈钢材料,也不能检测铜,铝等非磁性材料。
()1.6磁粉探伤方法只能探测开口于试件表面的缺陷,而不能探测近表面缺陷. ()1.7磁粉探伤难以发现埋藏较深的孔洞,以及与工件表面夹角大于20°的分层。
()1.8磁粉探伤方法适用于检测点状缺陷和平行于表面的分层。
()1.9被磁化的试件表面有一裂纹,使裂纹吸引磁粉的原因是裂纹的高应力。
()1.10磁粉探伤可对工件的表面和近表面缺陷进行检测。
()1.11一般认为对表面阳极化的工件和有腐蚀的工件检测,磁粉方法优于渗透方法。
()1.12焊缝的层间未融合缺陷,容易用磁粉探伤方法检出。
()2.1由磁粉探伤理论可知,磁力线在缺陷处会断开,产生磁极并吸附磁粉。
()2.2磁场强度的大小与磁介质的性质无关。
()2.3顺磁性材料和抗磁性材料均不能进行磁粉探伤。
()2.4当使用比探测普通钢焊缝的磁场大10倍以上的磁场强化时,就可以对奥氏体不锈钢焊缝进行磁粉探伤。
()2.5铁磁性材料是指以铁元素为主要化学成分的,容易磁化的材料。
()2.6各种不锈钢材料的磁导率都很低,不适宜磁粉探伤。
()2.7真空中的磁导率为0。
()2.8铁磁材料的磁导率不是一个固定的常数。
()2.9铁,铬,镍都是铁磁性材料。
()2.10矫顽力是指去除剩余磁感应强度所需的反向磁场强度。
()2.11由于铁磁性物质具有较大的磁导率,因此在建立磁场时,它们具有很高的磁阻。
()2.12使经过磁化的材料的剩余磁场强度降为0的磁通密度称为矫顽力。
()2.13磁滞回线只有在交流电的情况下才能形成,因为需要驱除剩磁的矫顽力。
考考你(11)给出第11批题目;同时公布“考考你(10)”题目的答案第11批题目——渗透是非题1、容易挥发的液体与不容易挥发的液体相比,其表面张力系数更小。
()2、存在于液—液界面、液—固界面,使界面收缩(或铺张)的力称为界面张力。
()3、表面活性剂的H、L、B值较高时,可起乳化作用;较低时,不能起乳化作用。
()4、渗透剂的消光值K越小,着色(荧光)强度就越大,缺陷显示越清晰。
()5、渗透剂的组成成分中,所谓中间溶剂或称互溶剂是指对油和水均相溶的乳化剂。
()6、活性、粘度和亲水性是亲油型乳化剂渗透检测材料的三个基本性能()7、水洗型荧光渗透检测剂去除时,应由上而下进行。
()8、确定渗透时间仅与渗透剂的渗透特性有关,而与要发现缺陷的种类和大小无关。
()9、水洗型荧光渗透剂中乳化剂含量越高,越容易清洗,检测灵敏度越高。
()10、A型试块和C型试块,都可以用来确定渗透剂的灵敏度等级。
()11、使用过的零件进行渗透检测,阳极化层可以不去除。
()12、荧光渗透剂比着色渗透剂的检测灵敏度高,主要是因为荧光渗透剂渗透到细裂纹中的能力更强。
()13、渗透检测时,亲水型乳化剂应该加溶剂稀释后使用。
()14、先浸渍后滴落施加渗透剂的工艺方法,可以提高裂纹检出能力。
()15、水悬浮显像剂适用于水洗型渗透检测剂体系中。
()16、表面活性剂的凝胶现象在某一含水量范围内粘度有极大值,所以降低了灵敏度。
()17、对于表面光滑的工件,湿式显像比干式显像效果好()18、溶剂去除型渗透检测法也可以使用后乳化型渗透剂和水洗型渗透剂。
()19、渗透检测方法标准对乳化时间原则上规定:亲油性乳化剂的乳化时间在2min内,亲水性乳化剂的乳化时间在5min内。
()20、渗透检测时,冷裂纹显示一般呈略带曲折的波浪状、网状、放射状或锯齿状红色细条线(或黄绿色荧光细亮条状)。
()“考考你(10)”题目的答案2008年磁粉专业Ⅲ级初试理论问答题(每题5分)1.引起非相关显示的因素有哪些?答:(1)磁极和电极附近;(2)工件截面突变;(3)磁写;(4)两种材料交界处;(5)局部冷作硬化;(6)金相组织不均匀;(7)磁化电流过大。