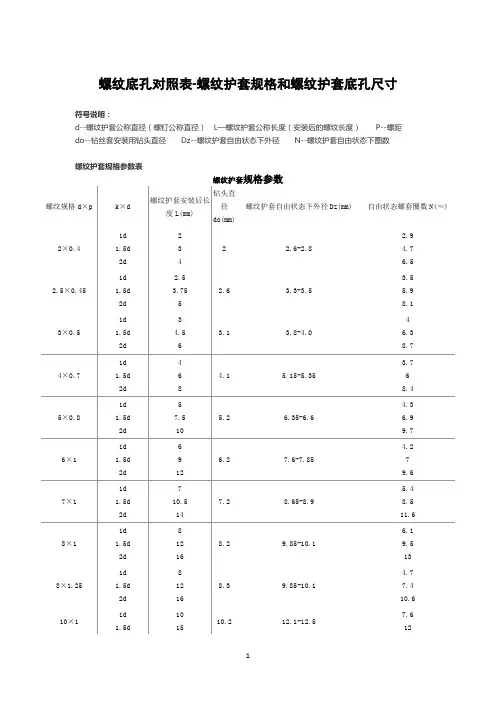
螺纹护套底孔尺寸规格
- 格式:pdf
- 大小:107.20 KB
- 文档页数:4
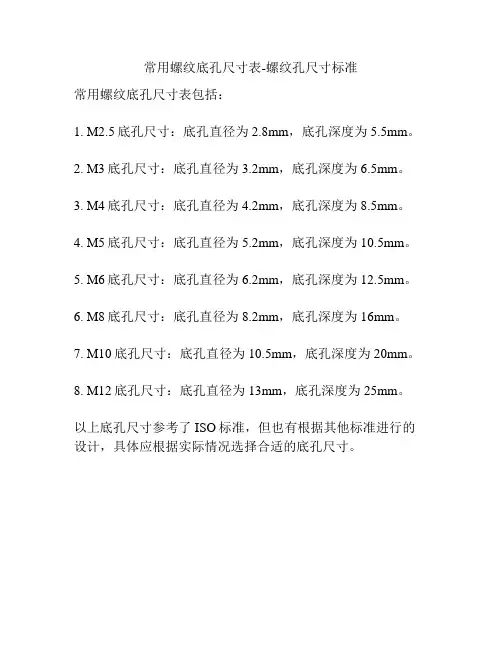
常用螺纹底孔尺寸表-螺纹孔尺寸标准
常用螺纹底孔尺寸表包括:
1. M
2.5底孔尺寸:底孔直径为2.8mm,底孔深度为5.5mm。
2. M3底孔尺寸:底孔直径为
3.2mm,底孔深度为6.5mm。
3. M4底孔尺寸:底孔直径为
4.2mm,底孔深度为8.5mm。
4. M5底孔尺寸:底孔直径为
5.2mm,底孔深度为10.5mm。
5. M6底孔尺寸:底孔直径为
6.2mm,底孔深度为12.5mm。
6. M8底孔尺寸:底孔直径为8.2mm,底孔深度为16mm。
7. M10底孔尺寸:底孔直径为10.5mm,底孔深度为20mm。
8. M12底孔尺寸:底孔直径为13mm,底孔深度为25mm。
以上底孔尺寸参考了ISO标准,但也有根据其他标准进行的设计,具体应根据实际情况选择合适的底孔尺寸。
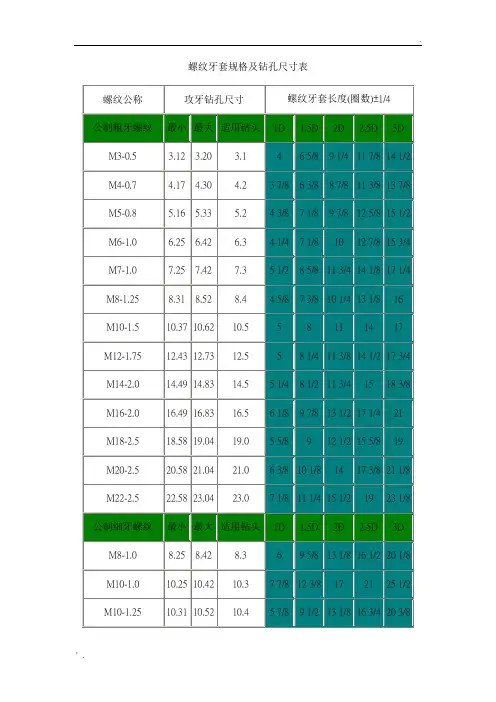
螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P型工具装入护套五. S型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
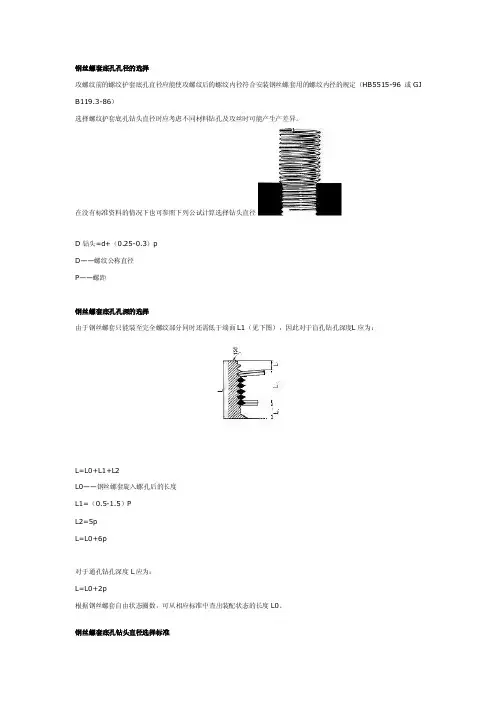
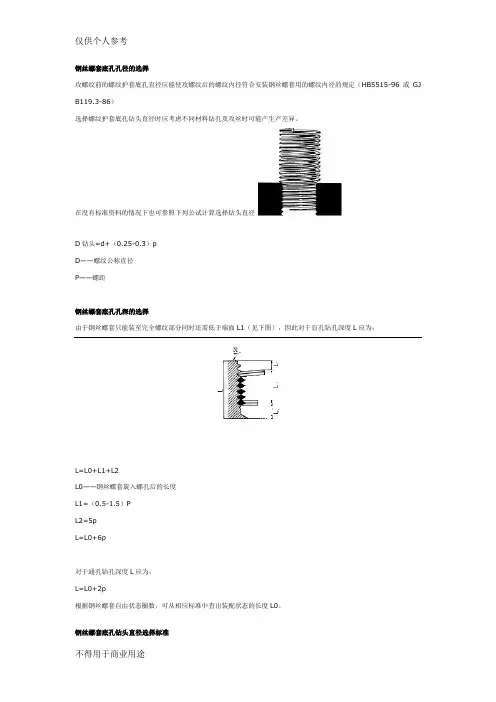
钢丝螺套底孔孔径的选择
攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺纹内径符合安装钢丝螺套用的螺纹内径的规定(HB5515-96 或 GJ B119.3-86)
选择螺纹护套底孔钻头直径时应考虑不同材料钻孔及攻丝时可能产生产差异。
在没有标准资料的情况下也可参照下列公试计算选择钻头直径
D钻头=d+(0.25-0.3)p
D——螺纹公称直径
P——螺距
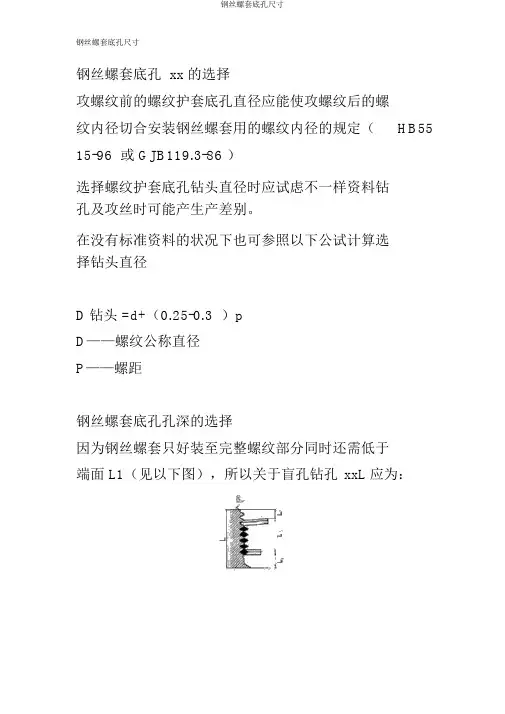
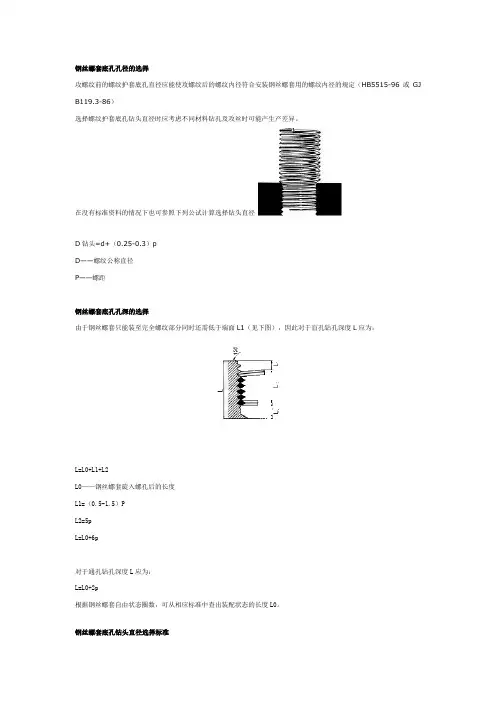
钢丝螺套底孔孔深的选择
由于钢丝螺套只能装至完全螺纹部分同时还需低于端面L1(见下图),因此对于盲孔钻孔深度L应为:
L=L0+L1+L2
L0——钢丝螺套旋入螺孔后的长度
L1=(0.5-1.5)P
L2=5p
L=L0+6p
对于通孔钻孔深度L应为:
L=L0+2p
根据钢丝螺套自由状态圈数,可从相应标准中查出装配状态的长度L0。
钢丝螺套底孔钻头直径选择标准
钢丝螺套在安装之前,钻孔环节参考选用使用表中所列的标准钻头钻孔, 钻孔深度大于或等于钢丝螺套安装深度;注意不要将孔钻成锥形, 切屑不要掉入。
钻孔后锪孔不应超过0.4 螺距深度, 因为锪孔过大不利于钢丝螺套的旋入。
钢丝螺套底孔孔径的选择
攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺纹内径符合安装钢丝螺套用的螺纹内径的规定(HB5515-96 或GJ B119.3-86)
选择螺纹护套底孔钻头直径时应考虑不同材料钻孔及攻丝时可能产生产差异。
在没有标准资料的情况下也可参照下列公试计算选择钻头直径
D钻头=d+(0.25-0.3)p
D——螺纹公称直径
P——螺距
钢丝螺套底孔孔深的选择
由于钢丝螺套只能装至完全螺纹部分同时还需低于端面L1(见下图),因此对于盲孔钻孔深度L应为:
L=L0+L1+L2
L0——钢丝螺套旋入螺孔后的长度
L1=(0.5-1.5)P
L2=5p
L=L0+6p
对于通孔钻孔深度L应为:
L=L0+2p
根据钢丝螺套自由状态圈数,可从相应标准中查出装配状态的长度L0。
钢丝螺套底孔钻头直径选择标准
钢丝螺套在安装之前,钻孔环节参考选用使用表中所列的标准钻头钻孔, 钻孔深度大于或等于钢丝螺套安装深度;注意不要将孔钻成锥形, 切屑不要掉入。
钻孔后锪孔不应超过0.4 螺距深度, 因为锪孔过大不利于钢丝螺套的旋入。
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】。
钢丝螺套底孔 xx 的选择
攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺
纹内径切合安装钢丝螺套用的螺纹内径的规定(HB55 15-96 或 GJB119.3-86 )
选择螺纹护套底孔钻头直径时应试虑不一样资料钻
孔及攻丝时可能产生产差别。
在没有标准资料的状况下也可参照以下公试计算选
择钻头直径
D钻头 =d+(0.25-0.3 )p
D——螺纹公称直径
P——螺距
钢丝螺套底孔孔深的选择
因为钢丝螺套只好装至完整螺纹部分同时还需低于
端面 L1(见以下图),所以关于盲孔钻孔xxL 应为:
L=L0+L1+L
L0——钢丝螺套旋入螺孔后的xx
L1=(0.5-1.5 )P
L2=5p
L=L0+6p
关于通孔钻孔 xxL 应为:
L=L0+2p
依据钢丝螺套自由状态圈数,可从相应标准中查出装置状态的xxL0。
钢丝螺套底孔钻头直径选择标准
钢丝螺套在安装以前,钻孔环节参照采用使用表中所列的标准钻头钻孔, 钻孔深度大于或等于钢丝螺套安装深度;注意不要将孔钻成锥形, 切屑不要掉入。
钻孔后锪孔不该超出螺距深度 , 因为锪孔过大不利于钢丝螺套的旋入。
螺纹规格钻头直径( mm)螺纹规格钻头直径( mm)
M8x1
M10x1
M6x1M12x1
M7x1
M14x2
M16x2M20x2
M22x2。
m16钢丝螺套底孔标准M16钢丝螺套底孔标准。
M16钢丝螺套是一种用于修复螺纹损坏或加固螺纹连接的零件,其底孔标准对于安装和使用起着至关重要的作用。
本文将详细介绍M16钢丝螺套底孔的标准要求,以便于相关行业人员在实际操作中能够准确、规范地进行操作。
1. 底孔直径标准。
M16钢丝螺套底孔的直径标准应符合相关国家标准或行业标准的要求。
一般情况下,底孔直径应略大于M16钢丝螺套外径的直径,以确保螺套能够顺利安装并具有足够的承载能力。
在进行底孔加工时,应严格控制直径尺寸,避免出现过大或过小的情况。
2. 底孔深度标准。
M16钢丝螺套底孔的深度标准同样需要符合相关标准的要求。
底孔的深度应能够容纳整个螺套的长度,并留有一定的余量以确保螺套安装后能够正常工作。
在进行底孔加工时,应根据螺套的实际长度精确控制底孔的深度,避免出现安装不到位或者过深的情况。
3. 底孔表面粗糙度标准。
底孔的表面粗糙度对于M16钢丝螺套的安装和使用同样至关重要。
表面粗糙度过大会影响螺套的安装质量和承载能力,过小则可能导致螺套无法紧固在底孔内。
因此,在进行底孔加工时,应严格控制表面粗糙度,确保符合相关标准的要求。
4. 底孔的安装要求。
在进行M16钢丝螺套底孔的加工和安装时,需要注意以下几个方面的要求,首先,底孔应保持清洁,避免杂质或切屑影响螺套的安装;其次,底孔应垂直于工件表面,保证螺套安装后能够正常工作;最后,安装时应使用适当的工具和方法,确保螺套能够完全嵌入底孔内并达到预期的效果。
5. 底孔的质量检验。
为了确保M16钢丝螺套底孔的质量,需要进行相应的质量检验工作。
检验内容包括底孔的直径、深度和表面粗糙度等方面,以及底孔与螺套的配合情况。
只有通过严格的质量检验,才能保证底孔符合标准要求,从而确保螺套的安装和使用质量。
总结:M16钢丝螺套底孔标准对于螺套的安装和使用起着至关重要的作用。
只有严格按照相关标准要求进行底孔加工和安装,才能保证螺套具有良好的安装质量和使用效果。
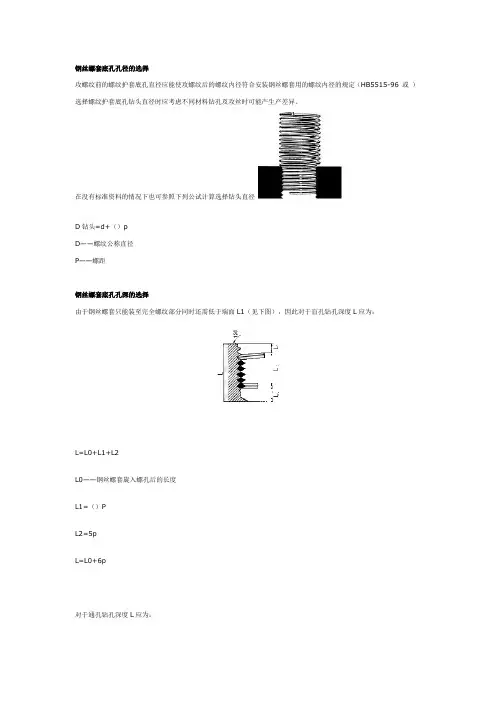
钢丝螺套底孔孔径的选择
攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺纹内径符合安装钢丝螺套用的螺纹内径的规定(HB5515-96 或)选择螺纹护套底孔钻头直径时应考虑不同材料钻孔及攻丝时可能产生产差异。
在没有标准资料的情况下也可参照下列公试计算选择钻头直径
D钻头=d+()p
D——螺纹公称直径
P——螺距
钢丝螺套底孔孔深的选择
由于钢丝螺套只能装至完全螺纹部分同时还需低于端面L1(见下图),因此对于盲孔钻孔深度L应为:
L=L0+L1+L2
L0——钢丝螺套旋入螺孔后的长度
L1=()P
L2=5p
L=L0+6p
对于通孔钻孔深度L应为:
L=L0+2p
根据钢丝螺套自由状态圈数,可从相应标准中查出装配状态的长度L0。
钢丝螺套底孔钻头直径选择标准
??????钢丝螺套在安装之前,钻孔环节参考选用使用表中所列的标准钻头钻孔, 钻孔深度大于或等于钢丝螺套安装深度;注意不要将孔钻成锥形, 切屑不要掉入。
钻孔后锪孔不应超过螺距深度, 因为锪孔过大不利于钢丝螺套的旋入。
钢丝螺套底孔孔径的选择攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺纹内径符合安装钢丝螺套用的螺纹内径的规定(HB5515-96 或GJ B119.3-86)选择螺纹护套底孔钻头直径时应考虑不同材料钻孔及攻丝时可能产生产差异。
在没有标准资料的情况下也可参照下列公试计算选择钻头直径D钻头=d+(0.25-0.3)pD——螺纹公称直径P——螺距钢丝螺套底孔孔深的选择由于钢丝螺套只能装至完全螺纹部分同时还需低于端面L1(见下图),因此对于盲孔钻孔深度L应为:L=L0+L1+L2L0——钢丝螺套旋入螺孔后的长度L1=(0.5-1.5)PL2=5pL=L0+6p对于通孔钻孔深度L应为:L=L0+2p根据钢丝螺套自由状态圈数,可从相应标准中查出装配状态的长度L0。
钢丝螺套底孔钻头直径选择标准For pe rso nal use onl y in stu dy and res ear ch; no t fo r co mm erci al u se钢丝螺套在安装之前,钻孔环节参考选用使用表中所列的标准钻头钻孔, 钻孔深度大于或等于钢丝螺套安装深度;注意不要将孔钻成锥形, 切屑不要掉入。
钻孔后锪孔不应超过0.4 螺距深度, 因为锪孔过大不利于钢丝螺套的旋入。
仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях.以下无正文。
钢丝螺套底孔孔径的选择
攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺纹内径符合安装钢丝螺套用的螺纹内径的规定(HB5515-96 或GJ B119.3-86)
选择螺纹护套底孔钻头直径时应考虑不同材料钻孔及攻丝时可能产生产差异。
在没有标准资料的情况下也可参照下列公试计算选择钻头直径
D钻头=d+(0.25-0.3)p
D——螺纹公称直径
P——螺距
钢丝螺套底孔孔深的选择
由于钢丝螺套只能装至完全螺纹部分同时还需低于端面L1(见下图),因此对于盲孔钻孔深度L应为:
L=L0+L1+L2
L0——钢丝螺套旋入螺孔后的长度
L1=(0.5-1.5)P
L2=5p
L=L0+6p
对于通孔钻孔深度L应为:
L=L0+2p
根据钢丝螺套自由状态圈数,可从相应标准中查出装配状态的长度L0。
钢丝螺套底孔钻头直径选择标准
钢丝螺套在安装之前,钻孔环节参考选用使用表中所列的标准钻头钻孔 , 钻孔深度大于或等于钢丝螺套安装深度;注意不要将孔钻成锥形 , 切屑不要掉入。
钻孔后锪孔不应超过 0.4 螺距深度 , 因为锪孔过大不利于钢丝螺套的旋入。
(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。