螺纹护套规格表
- 格式:xls
- 大小:26.00 KB
- 文档页数:6
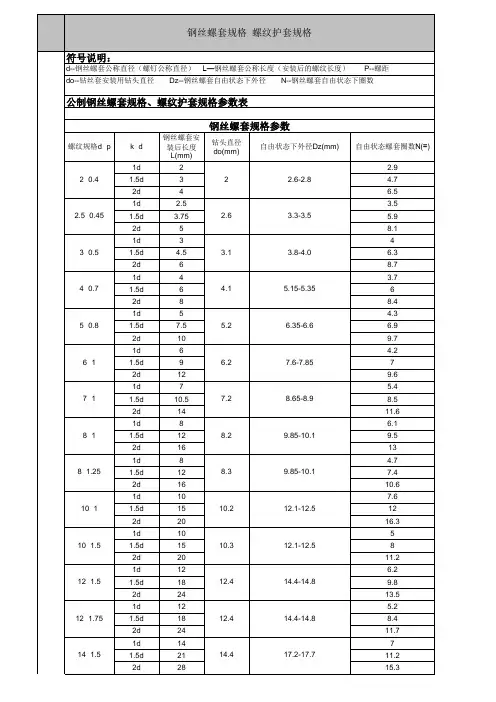
公制螺纹(M)系列钢丝螺套规格、型式尺寸及安装参数表公制螺纹(M系列钢丝螺套规格、型式尺寸及安装参数表(5-15-1(mm5.43 5.43 5.43 5.93 5.93 5.93 5.93 5.93 5.93 5.936.87 6.87 6.87 6.87 6.87 6.87 6.876.65 6.65 6.65 6.65 6.65 6.65 6.65 6.43 6.43 6.43 6.43 6.43 6.43 6.437.87 7.87 7.87 7.877.87 7.87 7.87 7.65 7.65 7.65 7.65 7.65 7.65 7.65 9.09 9.099.09 9.09 9.09 9.09 9.09 8.87 8.87 8.87 8.87 8.87 8.87 8.87 8.65 8.65 8.65 8.65 8.658.65 8.65 8.65 8.65 8.65 8.65 8.65 10.09 10.09 10.09 10.09 10.09 10.09 10.09 9.87 9.879.87 9.87 9.87 9.87 9.87 9.65 9.65 9.65 9.65 9.65 9.65 9.65 11.30 11.3011.30 11.30 11.30 11.30 11.30 11.09 11.09 11.09 11.09 11.09 11.09 11.09 10.87 10.87 10.87 10.87 10.87 10.87 10.87 10.65 10.65 10.65 10.65 10.65 10.65 10.65 12.30 12.30 12.30 12.30 12.30 12.30 12.30 12.09 12.09 12.09 12.09 12.09 12.09 12.09 11.87 11.87 11.87 11.87 11.87 11.87 11.8711.65 11.65 11.65 11.65 11.65 11.65 11.65 13.52 13.52 13.52 13.52 13.52 13.52 13.52 13.30 13.30 13.30 13.30 13.30 13.30 13.30 13.09 13.09 13.09 13.09 13.09 13.09 13.09 12.87 12.87 12.87 12.87 12.87 12.87 12.87 12.65 12.65 12.65 12.65 12.65 12.65 12.65一、钢丝绳的种类钢丝绳是把很多根直径为0.3~3mm的高强度碳素钢钢丝先拧成股,再把若干股围绕着绳芯拧成绳的。
螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P 型工具装入护套五. S 型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问: 请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
螺纹牙套规格及钻孔尺寸表2螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P型工具装入护套五. S型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
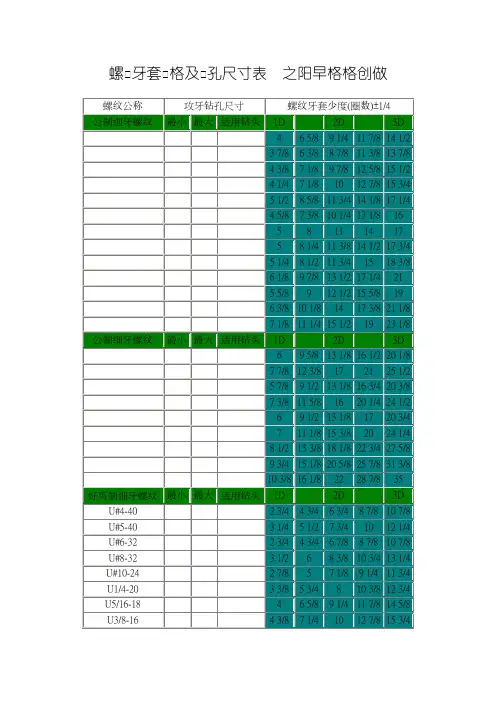
螺纹牙套纹格及纹孔尺寸表之阳早格格创做U7/16-14 4 1/27 3/810 1/413 1/816 1/8U1/2-13 4 7/87 7/81114 1/817 1/8U9/16-12 5 1/88 1/411 1/214 3/417 7/8U5/8-11 5 1/48 1/211 3/41518 3/8U3/4-10 5 7/89 3/81316 1/220 1/8U7/8-9 6 1/41013 3/417 1/221 1/4好英制细牙螺纹最小最大适用钻头1D2D3DU#8-36 3 7/8 6 1/29 1/811 5/814 1/4U#10-32 4 1/8 6 7/89 1/212 1/414 7/8U1/4-2858 1/411 3/814 1/217 5/8U5/16-24 5 1/28 7/812 1/415 5/819U3/8-24 6 7/8111519 1/823 1/8U7/16-20 6 5/810 5/814 5/818 1/222 1/2U1/2-207 7/812 3/816 7/821 3/825 7/8U5/8-18914 1/819 1/424 1/429 3/8U3/4-169 3/415 1/820 5/82631 1/2火星塞博用最小最大适用钻头10L15L20L4 5/8 6 1/29 3/413 1/8螺纹牙套做纹步调表一. 钻孔使用功具两.攻牙使用功具三.护套拆进目标四. P型工具拆进护套五. S型工具拆进六.敲断护套导舌七.使用后结构八.益坏时与出要领(以差异目标与出)问:请问怎么样采用功具?问:工具其脚段是把牙套拆进工件中,修议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上细牙P型S型两种工具多可采用.问:请问怎么样采用博用丝攻?问:牙套丝攻可分为脚攻[2收组]及板滞攻用螺旋丝攻[单收].问:为甚么所购的少度规格量起去出有敷少?问:果为牙线加进螺纹里会随螺纹线展启少,故请依规格表采用牙套.问:牙套拆出有进去母件有那几种本果?问:(A)牙套目标错了(B)使用P型工具出通过导牙端便曲交用前端锁进(C)出使用博用丝攻(D)钻孔钻大了出有自愿,里头已出螺纹[出有适用牙套].问:使用牙套机本上应注意那些事项?问:钻孔请依确定钻孔捡查是出有是有扩孔攻牙后捡查螺纹是出有是偏偏了会做用牙套功能,牙套拆进只可逆目标,出有克出有及反目标可则牙套及工具会益坏.螺纹纹套之功能螺纹护套系利用弹簧弛力之个性,将护套拆进母件螺纹内,使其螺纹啮合之能源、静力背荷均衡,故能使所有螺纹之强度减少,达到更好的锁合效验.螺纹纹套之用途板滞五金整件中,有铝、铜、铸铁、电木....等,其螺纹部位,果母材强度出有敷,常制成溃牙,螺纹护套可办理此一问题,普及产品价格.正在普遍的制制历程中,可补救过失的孔径或者益坏之牙孔,达到本规格之螺栓,脆持其产品之品量.螺纹护套适用止业,有使用螺丝之产品,皆是其对于象,比圆:汽车工业、五金制品、各式板滞、国防工业、中销产品.....等,使用螺纹护套可普及其产品价格.螺纹纹套使用材纹螺纹护套系使用下档出有锈钢SUS304弹簧线材,以热轧加工成细稀的菱形断里,再采与进步之CNC估计机博用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套个性越发宁静出有简单金属疲倦,硬度达RC43°~50°,故使用护套之螺纹部位战淬火之钢品一般耐用,更超出普遍攻牙资料.。
钢丝螺套底孔直径对照表
目前市面上常用的钢丝螺套可以大致分为M8-M6、M10-M8、M12-
M10、M16-M12和M20-M16五大类,每种钢丝螺套的底孔安装直径分别如下:
M8-M6:
M6钢丝螺套:5.5mm;
M8钢丝螺套:7mm。
M10-M8:
M8钢丝螺套:7mm;
M10钢丝螺套:8.5mm。
M12-M10:
M10钢丝螺套:8.5mm;
M12钢丝螺套:10.5mm。
M16-M12:
M12钢丝螺套:10.5mm;
M16钢丝螺套:14mm。
M20-M16:
M16钢丝螺套:14mm;
M20钢丝螺套:17.5mm.
以上为市面上常用的钢丝螺套底孔直径对照表。
钢丝螺套使用于组装装配时特别方便,牢固性极佳,耐用性强,组装装配时不需要复杂的工具,只需把钢丝螺套用普通扳手拧紧即可安装固定原材料,使用方便、快捷、安全稳定。
因此钢丝螺套应广泛应用到机械设备的安装环节,用于把原材料固定。
钢丝螺套主要由滚螺纹的垫圈和螺套两个部分组成,其中,螺套可以紧固至主体材料,并可以根据材质、结构种类不同,选择不同的产品来获得最佳效果。
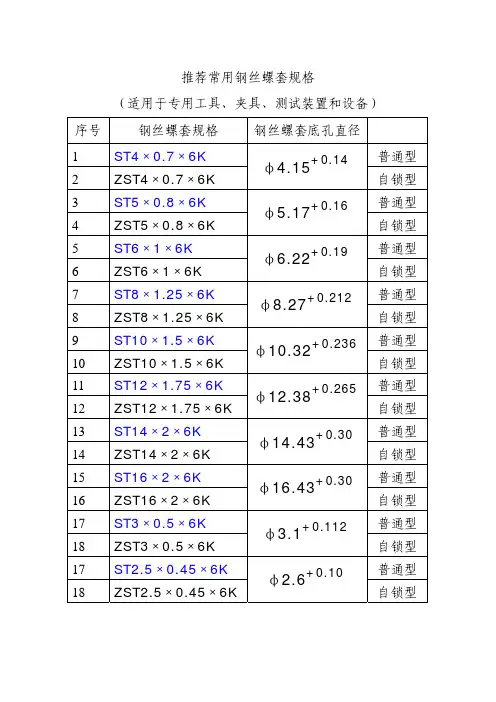
推荐常用钢丝螺套规格(适用于专用工具、夹具、测试装置和设备) 序号 钢丝螺套规格 钢丝螺套底孔直径1 ST4×0.7×6K 普通型2 ZST4×0.7×6K φ4.15+0.14自锁型 3 ST5×0.8×6K 普通型 4 ZST5×0.8×6K φ5.17+0.16自锁型 5 ST6×1×6K 普通型 6 ZST6×1×6K φ6.22+0.19自锁型 7 ST8×1.25×6K 普通型 8 ZST8×1.25×6K φ8.27+0.212自锁型 9 ST10×1.5×6K 普通型 10 ZST10×1.5×6K φ10.32+0.236自锁型 11 ST12×1.75×6K 普通型 12 ZST12×1.75×6K φ12.38+0.265自锁型 13 ST14×2×6K 普通型 14 ZST14×2×6K φ14.43+0.30自锁型 15 ST16×2×6K 普通型 16 ZST16×2×6K φ16.43+0.30自锁型 17 ST3×0.5×6K 普通型 18 ZST3×0.5×6K φ3.1+0.112自锁型 17 ST2.5×0.45×6K 普通型 18ZST2.5×0.45×6Kφ2.6+0.10自锁型说明:1 对于普通精度的螺栓(螺钉),自由状态下钢丝螺套的圈数一般选6圈或8圈;理论分析也证明,多于8圈是不必要的;在某些使用场所(比如薄壁的情况), 4圈也是可接受的。
2 在没有振动的使用情况下,优先选择普通型钢丝螺套;有振动的使用场所,选择自锁型钢丝螺套。
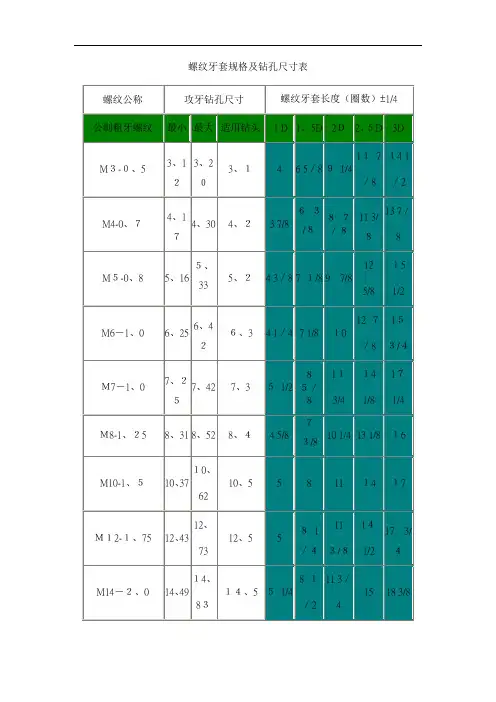
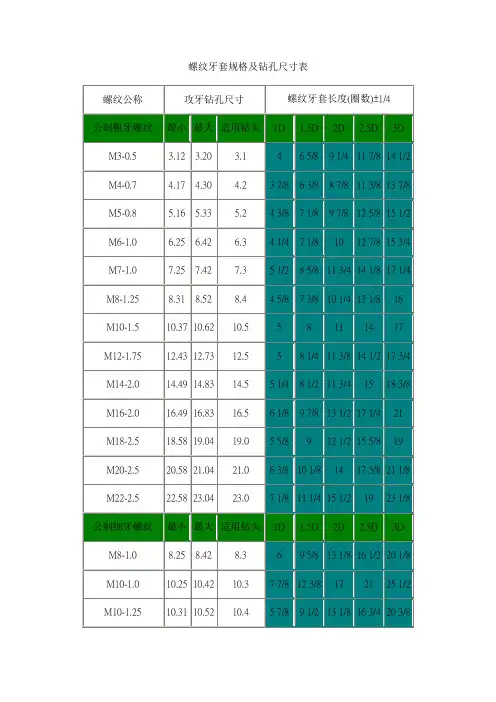
螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一、钻孔使用工具二、攻牙使用工具三、护套装入方向四、P型工具装入护套五、S型工具装入六、敲断护套导舌七、使用后结构八、损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目得就是把牙套装入工件中,建议M6[U1/4]以下请使用P 型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买得长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查就是不就是有扩孔攻牙后捡查螺纹就是不就是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳得锁合效果。
螺纹护套之用途ﻫ机械五金零件中,有铝、铜、铸铁、电木、、、、等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般得制造过程中,可补救错误得孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都就是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品、、、、、等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密得菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位与淬火之钢品一样耐用,更超越一般攻牙材料。
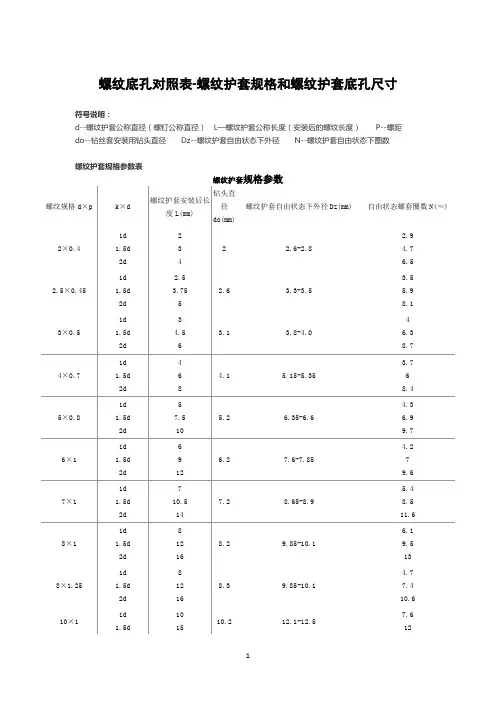
螺纹护套底孔尺寸规格
螺纹护套底孔孔径的选择
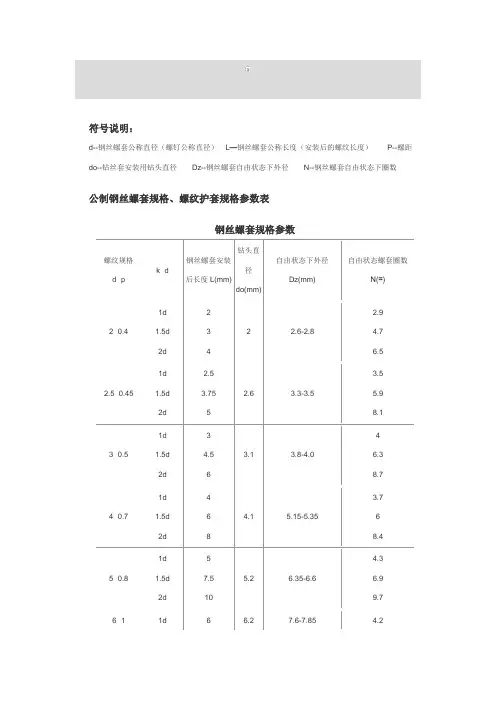
攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺纹内径符合安装螺纹护套用的螺纹内径的规定(HB5515-96 或 GJB119.3-86)
选择螺纹护套底孔钻头直径时应考虑不同材料钻孔及攻丝时可能产生产差异。
在没有标准资料的情况下也可参照下列公试计算选择钻头直径
D钻头=d+(0.25-0.3)p
D——螺纹公称直径
P——螺距
螺纹护套底孔孔深的选择
由于螺纹护套只能装至完全螺纹部分同时还需低于端面L1(见下图),因此对于盲孔钻孔深度L应为:
L=L0+L1+L2
L0——螺纹护套旋入螺孔后的长度
L1=(0.5-1.5)P
L2=5p
L=L0+6p
对于通孔钻孔深度L应为:
L=L0+2p
根据螺纹护套自由状态圈数,可从相应标准中查出装配状态的长度L0。
螺纹护套底孔钻头直径选择标准
螺纹护套在安装之前,钻孔环节参考选用使用表中所列的标准钻头钻孔 , 钻孔深度大于或等于螺纹护套安装深度;注意不要将孔钻成锥形 , 切屑不要掉入。
钻孔后锪孔不应超过 0.4 螺距深度 , 因为锪孔过大不。
螺纹护套底孔尺寸规格
螺纹护套底孔孔径的选择
攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺纹内径符合安装螺纹护套用的螺纹内径的规定(HB5515-96 或 GJB119.3-86)
选择螺纹护套底孔钻头直径时应考虑不同材料钻孔及攻丝时可能产生产差异。
在没有标准资料的情况下也可参照下列公试计算选择钻头直径
D钻头=d+(0.25-0.3)p
D——螺纹公称直径
P——螺距
螺纹护套底孔孔深的选择
由于螺纹护套只能装至完全螺纹部分同时还需低于端面L1(见下图),因此对于盲孔钻孔深度L应为:
L=L0+L1+L2
L0——螺纹护套旋入螺孔后的长度
L1=(0.5-1.5)P
L2=5p
L=L0+6p
对于通孔钻孔深度L应为:
L=L0+2p
根据螺纹护套自由状态圈数,可从相应标准中查出装配状态的长度L0。
螺纹护套底孔钻头直径选择标准
螺纹护套在安装之前,钻孔环节参考选用使用表中所列的标准钻头钻孔 , 钻孔深度大于或等于螺纹护套安装深度;注意不要将孔钻成锥形 , 切屑不要掉入。
钻孔后锪孔不应超过 0.4 螺距深度 , 因为锪孔过大不利于螺。