第10章 铣削与铣刀 10-1 几何参数
- 格式:ppt
- 大小:725.50 KB
- 文档页数:21

1、铣刀的各部分名称基面:通过切削刀上任意一点并与该点切削速度垂直的平面。
切削平面:通过切削刃并与基面垂直的平面。
前刀面:切屑流出的平面。
后刀面:与加工表面相对的面2、圆柱铣刀的主要几何角度及作用(1)、前角γ0:前刀面与基面之间的夹角。
作用是使刀刃锋利,切削时金属变形减小,切屑容易排出,从而使切削省力。
(2)、后角α0:后刀面与切削平面之间的夹角。
其主要作用是减少后刀面与切削平面之间的磨擦,减小工件的表面粗糙度。
(3)、旋角0:螺旋齿刀刃上的切线与铣刀轴线之间的夹角。
作用是使刀齿逐步地切入和切离工件,提高切削平稳性。
同时,对于圆柱铣刀,还有使切屑从端面顺利流出的作用。
3、端铣刀的主要几何角度及作用端铣刀多一个副切削刃,因此除了前角,后角外还有:(1)、主偏角Kr:主切削刃与已加工表面的夹角。
其变化影响主切削刃参加切削的长度,改变切屑的宽度和厚度。
(2)、副偏角Krˊ:副切削刃与已加工表面的夹角。
作用是减少副切削刃和已加工表面的磨擦,并影响副切削刃对已加工表面的修光作用。
(3)、刃倾角λs:主切削刃与基面之间的夹角。
主要起到斜刃切割的作用。
4、成形铣刀成形铣刀是用于加工成形表面的专用铣刀,它的刀刃廓形需要根据被加工工件廓形进行设计计算,可在通用铣床上加工形状复杂的表面,能保证形状基本一致,且效率高,在成批生产和大量生产中被广泛应用。
(1)、成形铣刀可分为尖齿和铲齿两种尖齿成形铣刀的铣削和重磨需要专用靠模,制造和刃磨都较困难。
铲齿成形铣刀齿背是在铲齿车床上铲削和铲磨而成,重磨时只磨前刀面,因为前刀面是平面,所以刃磨比较方便,目前成形铣刀主要采用铲齿齿背结构。
铲齿齿背应满足两个条件:①重磨后切削刃形状不变;②获得所需后角。
(2)、齿背曲线及方程通过铣刀切削刃上任意点作垂直于铣刀轴线的端剖面,它与齿背表面的交线称为铣刀的齿背曲线。
齿背曲线主要应满足两个条件:一是铣刀每次重磨后的后角基本不变;另一是制造简单。
三、铣削加工与刀具铣削是广泛使用的切削加工方法之一,它适用于加工平面、阶台面、沟槽、成形表面以及切断等。
铣刀的每一个刀齿都相当于一把车刀,它的切削基本规律与车削相似,但铣削是断续切削,切削厚度和切削面积随时在变化,所以铣削过程具有一些特殊规律。
以圆柱铣刀和面铣刀为例,介绍铣刀的几何参数和铣削过程特点,分析常用尖齿铣刀的结构特点、应用范围,为掌握常用标准铣刀的合理选用打下初步基础。
1. 铣刀的类型和几何参数(1)铣刀的类型铣刀是刀齿分布在旋转表面上或端面上的多刃刀具。
按刀齿齿背形状可分为尖齿铣刀和铲齿铣刀。
尖齿铣刀与铲齿铣刀相比,具有加工表面质量好,耐用度髙,切削效率髙等优点,因此得到广泛的使用。
铲齿铣刀沿前刀面可以重磨,重磨后铣刀刃形能保持不变,当铣刀具有复杂刃形时,铣刀制造容易、重磨简单,主要用于加工成形表面。
(2)铣刀的几何参数以圆柱铣刀和面铣刀为例来分析铣刀的几何参数。
铣削时,铣刀旋转是主运动,工件与铣刀沿进给方向相对运动是进给运动。
铣刀的主剖面标注坐标系由pr 、ps和p三平面组成:基面pr是过切削刃上的选定点且包含铣刀轴线的平面,即垂直于主运动速度方向的平面;切削平面ps是过切削刃上选定点与切削刃相切且垂直于基面的平面;主剖面p是通过切削刃上选定点,同时垂直于基面与切削平面的平面。
圆柱铣刀的主剖面p0与进给剖面pf;切削平面ps与切深剖面pp相互重合。
铣刀的主剖面p亦即为铣刀的端平面。
由于设计和制造的需要,铣刀的标注几何角度除规定在主剖面系外,还分别规定法剖面系和进给切深剖面系。
2)铣刀的几何角度车刀几何角度的定义也适用于铣刀。
①圆柱铣刀的几何角度圆柱铣刀的主剖面和进给剖面相重合,所以前角γ0和后角a分别等于进给前角γf和进给后角αf ,图纸上应标注γn和a。
主剖面、法剖面之间前角、后角关系可用下式换算:ββγγc o sc o satgatgtgtgnn==……………………4-13 4-14式中:β-螺旋角,相当于车刀上的刃倾角λs。
铣削参数下列参数专用于铣削NC 序列。
设置这些参数时,它们被列在与分支名称相对应的标题下。
关于对所有NC 序列类型都可用的公共制造参数的描述,请参阅主题NC 序列公共参数。
关于粗加工和重新粗加工NC 序列专用参数的说明,请参阅主题粗加工和重新粗加工专用铣削参数。
通过另请参阅下的链接访问这些主题。
注意:o必须为带有缺省值1(这表示NC 制造未对其设置缺省值)的所有参数指定一个值。
o NC 序列参数的长度单位(在适用之处)与工件的单位相同。
切削选项扫描类型适用于“体积块”、“曲面”、“面”、“腔槽”和“切入式”铣削。
关于体积块铣削,请参阅铣削刀具扫描铣削体积块水平剖面并避开岛的方法。
选项如下:∙TYPE_1 - 刀具连续加工体积块,遇到岛时退刀。
∙TYPE_2 - 刀具连续加工体积块而不退刀,遇到岛时绕过它。
∙TYPE_3 - 刀具从岛几何定义的连续区域去除材料,依次加工这些区域并绕岛移动。
完成一个区域后,可退刀,铣削其余区域。
建议将“类型3”的ROUGH_OPTION 设置成“粗糙轮廓”。
∙TYPE_SPIRAL - 生成螺旋形切刀路径。
∙TYPE_ONE_DIR - 刀具只进行单向切削。
在每个切削走刀终止位置退刀并返回到工件的另一侧,以相同方向开始下一切削。
避开岛的方法与“类型1”相同。
∙TYPE_1_CONNECT - 刀具只进行单向切削。
在每个切削走刀终止位置退刀,迅速返回到当前走刀的起始点,切入,然后移动到下一走刀的起始位置。
如果在切削走刀的起始位置存在一相邻壁,连接运动将沿着该壁的轮廓进行以避免切入。
∙CONSTANT_LOAD - 执行高速粗加工(ROUGH_OPTION 设置为ROUGH_ONLY) 或轮廓加工(ROUGH_OPTION 设置为PROF_ONLY)。
∙SPIRAL_MAINTAIN_CUT_TYPE - 生成螺旋切刀路径,两次切削之间用倒圆弧连接。
切削完成后,刀具按圆弧轨迹进入下一切削区域,反转切削方向以维持相对于其余材料的切削类型(顺向切削或逆向切削)。
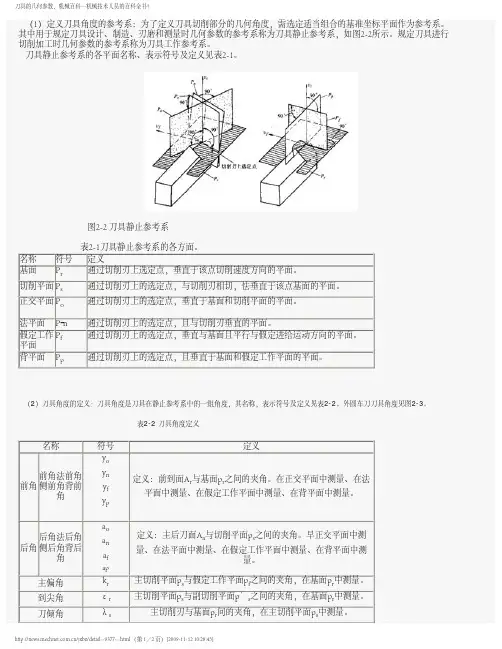
章金属切削基本知识第一节刀具切削部分几何参数刀具切削部分的构感前刀刀面后刀面副后刀面主切削刃刀刃副切削刃刀尖a) b) c)二.刀具的静态确定刀具角度的坐标参考系:「实际合成切削运动方向工作参考系]进给运动方向I刀具实际安装位置二刀具的静态确定刀具角度的坐标参考系:「主运动方向静止参考系]进给运动方向I刀具安装位置确定刀具角度的坐标参考系:工作参考系—工作角度静止参考系—静态角度刀具静止参考系是在下列假定条件下建立的:1)刀刃上的选定点位于假定工件的轴平面内,是刀具静止参考系的原点;2)过刀具切削刃选定点的假定的进给运动方向位于车刀刀体(轴线)的法平面内并与车刀底面相平行;3)过刀具切削刃选定点的假定的主运动方向垂直于车刀刀体的底面。
Ps Pr构成刀具静止参考系的基准平面有六个: (1)基面丹:通过切削刃选定点,垂直于假定主运动方向的平面。
车刀的基面平行于刀体底面Ps Pr(2)切削平面Ps :通过切削刃选定点尸写切 削刃相切,并垂直于基面的平面。
Vci• • •• •|X^〒.;・•;・.・ ・・;•;;•・•—-■•;•・ I• • • ■ • • • • ■ • • • ■ • • ■ 4 • • • • • • • • ■ •■ I••••••••• •••• af■•••••••• ••■•••• •••••■■ ••••• ••••• •••PrPrPpPr(3)正交平面Po :通过切削刃选定点,1直于基面和切削平面的平面。
=(3)正交平面Po :正交平面为垂直于切削刃在基面上的投影的平面。
由基准平面丹— Ps— Po组成的静止参考系称为刀具的正交平面参考系。
PsPr图3・3车刀的静止参考系(图中"表示假定的主运动方向,”表示假定的进给运动方向)(4)法平面:通过切削刃选定点并垂直于切削刃的平面。
(4)法平面:通过切削刃选定点并垂直于切削刃的平面。
由基准平面Pr -Ps — Pii组成的静止参考系称为刀具的法平面参考系。
铣削加工参数1铣削要素铣削速度v:铣刀旋转运动的线速度,单位为m/min。
铣削深度ap:平行于铣刀轴线测量的切削层尺寸,单位为mm。
铣削宽度ae:垂直于铣刀轴线测量的切削层尺寸,单位为mm。
每齿进给量af:铣刀每转过一个刀齿,工件与铣刀的相对位移量,单位为mm/z。
Ra:以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
dd:刀具直径,单位为mm。
切削速度与转速关系:m/XXXr/minv:切削速度,铣刀旋转运动的线速度,单位为m/min。
n:刀具的转速,单位为r/min。
d:刀具观察点直径,单位为mm。
2铣削参数XXX热轧状态(硬度:187HB)面铣刀铣削硬质合金飞刀(YT15等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)2~30.12801004~50.粗铣6.32~30.12802004~50.0.20.1000.40.精铣3.20.20.2000.40.钢热轧状态(硬度:187HB)柱铣刀侧齿铣削类别Raddap高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)ae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..10520..粗铣6.310..1120201020..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.钢热轧状态(硬度:187HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..101020..粗铣6.310..1120202020..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.钢调质状况(硬度:28~32HRC)面铣刀铣削硬质合金飞刀(YT15等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)1~20.12501002~30.粗铣6.31~20.12502002~30.0.20.1000.40.精铣3.20.20.2000.40.钢调质状态(硬度:28~32HRC)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..058010520..0360粗铣6.310..180201020..0860精铣3..10..10.02800.20.120100.20.010.030.021520150.20.10.20.010.030.0260806045钢调质状况(硬度:28~32HRC)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..0580101020..0360粗铣6.310..180202020..08600.10..10.028010100.20..20.0160精铣3.20.10..10.038020200.20..20.Cr钢热轧状况(硬度:212HB)面铣刀铣削硬质合金飞刀(YT15等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)1~20.12501002~30.粗铣6.31~20.12502002~30.0.20.1000.40.精铣3.20.20.2000.40.Cr钢热轧状态(硬度:212HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)种别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..10520..粗铣6.310..1110201020..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.Cr钢热轧状况(硬度:212HB)柱铣刀底齿铣削种别Raddae高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)ap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..101020..粗铣6.310..1110202020..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.Cr钢调质状况(硬度:28~32HRC)面铣刀铣削硬质合金飞刀(YT15等)种别Raae(mm)ap(mm)af(mm/z)v(m/min)1~20.12201002~30.粗铣6.31~20.12202002~30.0.20.1000.40.精铣3.20.20.2000.40.Cr钢调质状态(硬度:28~32HRC)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)种别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..057010520..0360粗铣6.310..170201020..08600.10..10.02701050.20..20.0160精铣3.20.10..10.037020100.20..20.Cr钢调质状态(硬度:28~32HRC)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..0570101020..0360粗铣6.310..170202020..0860精铣3..10..10.02700.20.120200.20.010.030.021520150.20.10.20.010.030.02607060H62硬化状态(硬度:164HB)面铣刀铣削硬质合金飞刀(YG8等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)2~30.23501004~50.1300粗铣6.32~30.23502004~50.13000.20.1000.40.精铣1.60.20.2000.40.H62软化状况(硬度:164HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)20..10530..粗铣6.320..1180201030..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.H62硬化状态(硬度:164HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)20..101030..粗铣6.320..1180202030..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.A12-T4固溶处置惩罚并时效状况(硬度:105HB)面铣刀铣削类别Ra硬质合金飞刀(YG8等)ae(mm)100粗铣6.3200100精铣1.6200ap(mm)2~34~52~34~50.20.40.20.4af(mm/z)0.30.150.30.150.060.040.060.04v(m/min)5004005004005004005004002A12-T4固溶处置惩罚并时效状况(硬度:105HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)20..10530..粗铣6.320..1250201030..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.A12-T4固溶处置惩罚并时效状况(硬度:105HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)种别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)20..101030..粗铣6.320..1250202030..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.TC4固溶处置惩罚并时效状况(硬度:320~380HB)面铣刀铣削硬质合金飞刀(YG8等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)20.083610040.0425粗铣6.320.083620040.0425精铣1..20.03452000.40.20.40.020.030.02304530TC4固溶处理并时效状态(硬度:320~380HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)种别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)1.50..50.084010530..0430粗铣6.31.50.1121.50.140201030..08300.20..20.05401050.40..40.0330精铣3.20.20..20.054020100.40..40.0330TC4固溶处置惩罚并时效状况(硬度:320~380HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)1.50..50.0840101030..0430粗铣6.31.50.1121.50.140202030..08300.20..20.054010100.40..40.0330精铣3.2 0.20..20.05402020。
【教学目标】1、掌握铣刀各个角度对加工的影响2、掌握铣刀各个角度的选择原则【复习】盘形凸轮各参数的计算铣刀的几何参数的选择铣刀的几何参数对铣削时金属的变形、铣削力。
切削温度,都有着显著的影响,并由此影响加工质量,铣刀使用寿命和生产效率。
一、铣刀直径和齿数的选择原则1、铣刀直径的选择原则铣刀直径大,散热条件好,铣刀杆刚性好,所允许的铣削速度和切削量大。
但铣刀直径大时,铣削时铣刀的切入长度增加、工作时间长,刀具材料消耗大。
断铣刀的直径应比工件宽度略大,一般是工件宽度的1.2~1.6倍2、铣刀齿数的选择原则铣刀有粗齿和细齿之分,粗齿铣刀的刀齿强度高,容削空间大,但铣削是同时参与切削的齿数少,因而工作平稳性差,震动较大,适用于粗铣;细齿铣刀在铣削是同时参与切削的齿数多,没吃进给量f z小,铣削平稳,适用于精铣。
硬质合金铣刀的齿数较少。
二、前角的选择原则前角主要根据刀具的材料、加工条件和加工材料来选择。
1、高速钢铣刀可取较大的前角硬质合金铣刀应取较小的前角2、粗加工是,为了保证铣刀刀刃有较好的强度和散热条件,前角应小一些,精加工时为了保证表面质量,应选择较大的前角3、工件材料强度高、硬度高,前角应选择得小些。
加工塑性材料时,应取较大的前角,加工脆性材料时应选择较小的前角。
三、后角的选择原则1、高速钢铣刀,后角比硬质合金后角大。
2、粗铣时后角较小;精铣时后角较大。
3、铣削塑性材料后角较大;铣削强度大硬度高的材料,后角较小,当铣刀是负前角铣刀的刀口已经得到加强,可选择较大的后角。
硬质合金铣刀后角,粗铣时6~8度,精铣时12~15度四、主偏角的选择原则1、工艺系统刚度足够时,可选择较小的主偏角,一提高生产率和铣刀的耐用度,不够时应取较大的主偏角2、精铣时采用较小的主偏角3、铣削硬度高,强度高的材料时,取较小的主偏角。
4、为了提高刀剑的强度和散热条件,常采用磨出过渡人和过渡刃偏角的方法。
五、副偏角的选择原则副偏角的主要作用是减小副切削刃、副后刀面的摩擦。
铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
铣刀每转过一个齿,工件沿进.给方向移动的距离, (1) 每齿进给量a
f
单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距
离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
zn
三种进给量的关系为: V f=a
f
——每齿进给量,mm/z。
.
式中a
f
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
(mm/z.) 推荐值
铣刀每齿进给量, a
f
3铣削层用量
铣刀在一次进给中所切掉工件表面的宽度,单位为(1)铣削宽度a
e
mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚(2)背吃刀量a
p
度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm;端铣刀粗铣
时约为2~5mm,精铣时约为0.10~0.50mm.。