简易熔融纺丝实验装置
- 格式:doc
- 大小:258.50 KB
- 文档页数:4
熔体复合纺丝综合实验一、实验目的通过本实验应达到以下目的:1、了解熔体复合纺丝法生产化学纤维的工艺过程;2、掌握聚丙烯/改性聚丙烯皮芯复合纤维(POY)熔体纺丝的基本原理和主要工艺参数的控制;3、初步掌握熔体复合纺丝的基本操作技能。
二、实验原理在纤维横截面上存在两种或两种以上不相混合的聚合物,这种化学纤维称为复合纤维。
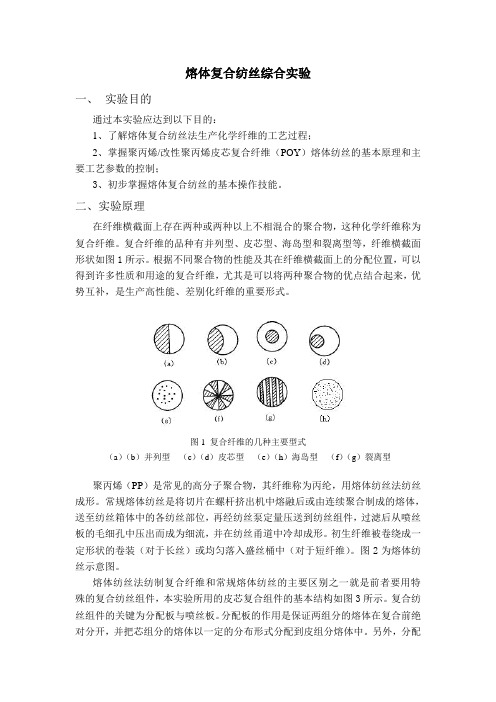
复合纤维的品种有并列型、皮芯型、海岛型和裂离型等,纤维横截面形状如图1所示。
根据不同聚合物的性能及其在纤维横截面上的分配位置,可以得到许多性质和用途的复合纤维,尤其是可以将两种聚合物的优点结合起来,优势互补,是生产高性能、差别化纤维的重要形式。
图1 复合纤维的几种主要型式(a)(b)并列型(c)(d)皮芯型(e)(h)海岛型(f)(g)裂离型聚丙烯(PP)是常见的高分子聚合物,其纤维称为丙纶,用熔体纺丝法纺丝成形。
常规熔体纺丝是将切片在螺杆挤出机中熔融后或由连续聚合制成的熔体,送至纺丝箱体中的各纺丝部位,再经纺丝泵定量压送到纺丝组件,过滤后从喷丝板的毛细孔中压出而成为细流,并在纺丝甬道中冷却成形。
初生纤维被卷绕成一定形状的卷装(对于长丝)或均匀落入盛丝桶中(对于短纤维)。
图2为熔体纺丝示意图。
熔体纺丝法纺制复合纤维和常规熔体纺丝的主要区别之一就是前者要用特殊的复合纺丝组件,本实验所用的皮芯复合组件的基本结构如图3所示。
复合纺丝组件的关键为分配板与喷丝板。
分配板的作用是保证两组分的熔体在复合前绝对分开,并把芯组分的熔体以一定的分布形式分配到皮组分熔体中。
另外,分配板与喷丝板间的狭缝高度,对复合比的变化及复合状态有一定的影响。
图2 熔体纺丝示意图1-螺杆挤出机2-喷丝板 3-吹风窗 4一纺丝甬道 5一给油盘 6一导丝盘 7一卷绕装置图3 皮芯复合纺丝组件三、实验原料与设备1、原料:纤维级聚丙烯切片,重均分子量M=300000;纳米碳酸钙;丙纶W油剂;2、设备:高混机,双螺杆挤出机,切粒机,金纬牌复合纺丝机,JW35型卷绕机,吸枪。

熔融纺丝二氧化钛-概述说明以及解释1.引言1.1 概述熔融纺丝二氧化钛是一种新兴的纳米材料制备技术,其通过将二氧化钛材料加热至熔化状态,再通过高速喷射或旋转等方式将熔化的材料喷射或旋转成纤维状,最后在冷却过程中固化为纳米纤维薄膜。
熔融纺丝二氧化钛薄膜具有优异的物理化学性质和独特的微结构,因此在多个领域具有广泛的应用前景。
熔融纺丝二氧化钛的制备方法相对简单,成本较低,能够实现大规模生产。
此外,通过控制纺丝参数和材料组成,可以调控薄膜的形貌、结构和性能。
这为熔融纺丝二氧化钛在各个领域的应用提供了可行性和灵活性。
目前,熔融纺丝二氧化钛已经在光催化、传感、能源存储等领域展现出巨大的应用潜力。
在光催化领域,熔融纺丝二氧化钛的高表面积和多孔结构有助于提高光催化反应的效率,有效地降解污染物和杀灭细菌。
在传感领域,纳米纤维薄膜的高灵敏性和高表面积使其能够作为优秀的传感元件,具有广泛的应用前景。
此外,熔融纺丝二氧化钛的纤维状结构还可以用于能源存储领域,例如制备柔性太阳能电池和超级电容器等。
总之,熔融纺丝二氧化钛作为一种新兴的纳米材料制备技术,具有广阔的应用前景。
随着研究的深入和技术的不断进步,相信熔融纺丝二氧化钛在各个领域的应用将会得到进一步拓展和深化。
1.2文章结构文章结构的目的是为读者提供一个清晰的思路和逻辑框架,使他们能够更好地理解文章的内容。
本文将采用以下结构进行叙述:1. 引言:首先介绍熔融纺丝二氧化钛的背景和意义,以及本文的研究目的和意义。
2. 正文:2.1 熔融纺丝的定义和原理:详细解释熔融纺丝技术的概念、过程和原理,包括熔融纺丝的基本原理、纺丝材料的选择和加工工艺。
2.2 熔融纺丝二氧化钛的制备方法:介绍熔融纺丝二氧化钛的不同制备方法,包括常用的电纺和气流熔融纺丝法,并对各种方法的特点、优缺点进行比较。
2.3 熔融纺丝二氧化钛的应用领域:综述熔融纺丝二氧化钛在不同领域的应用,包括纺织、电子、能源、环境等领域,并重点介绍其在纺织领域的应用前景和挑战。


氨纶纤维短纤维的熔融纺丝工艺研究氨纶纤维短纤维是一种具有优异弹性和耐磨性能的合成纤维,广泛应用于服装、医疗、体育用品等领域。
其熔融纺丝工艺是将氨纶原料加热熔化后通过纺丝装置形成连续丝束,然后经过拉伸、冷却等工序,最终获得所需的纤维。
在氨纶纤维短纤维的生产过程中,熔融纺丝工艺起着至关重要的作用。
本文将对氨纶纤维短纤维的熔融纺丝工艺进行研究和探讨。
首先,熔融纺丝工艺的关键是熔融纺丝装置的设计和使用。
熔融纺丝装置包括熔融槽、过滤装置和纺丝喷孔等组成部分。
熔融槽是将氨纶原料加热熔化的关键设备,其温度控制、加热方式和温度分布均影响纤维品质。
过滤装置的作用是去除纺丝过程中的杂质,确保纤维的纯净度。
纺丝喷孔的设计参数包括喷孔直径、布孔密度和气流等,这些参数对纤维的粗细和强度有较大影响。
因此,需要对熔融纺丝装置进行合理的设计和调整,以获得满足要求的氨纶纤维短纤维。
其次,熔融纺丝过程中的拉伸和冷却工序也是影响纤维性能的重要环节。
拉伸的作用是为了使纤维拉伸成所需的线性结构,提高其强度和弹性。
冷却工序则是通过控制冷却速度来调控纤维结晶度和尺寸稳定性。
这两个工序的操作要求较为严格,需要根据纤维的要求进行合理的参数设置和温度控制,以确保纤维的质量。
另外,熔融纺丝工艺中的加工条件也对氨纶纤维短纤维的品质和性能有重要影响。
加工条件包括温度、拉伸速度、喷孔压力等。
温度是影响纤维熔融状态和流动性的关键因素,需要根据氨纶材料的特性和所需纤维性能进行选择和调节。
拉伸速度和喷孔压力是控制纤维宽度和长度分布的重要参数,需要进行实际操作和实验验证,以达到最佳效果。
此外,熔融纺丝过程中的纤维形态和结构也是研究的重点。
纤维形态主要包括纤维直径和长度分布、表面形态等。
纤维的直径分布对纤维的强度、柔软度和手感等性能有显著影响。
纤维的表面形态则与纤维的开口、耐久性等密切相关。
此外,纤维的结构也影响纤维的性能,如结晶度影响纤维的强度,结晶形态影响纤维的柔软度等。

一、实习目的通过本次熔体纺丝实验实习,使学生了解熔体纺丝的基本原理、工艺流程及操作方法,掌握熔体纺丝过程中的关键技术参数,培养学生在纺织工程领域从事实验操作和工程实践的能力。
二、实习时间2022年X月X日至2022年X月X日三、实习地点XXX大学纺织工程实验室四、实习内容1. 熔体纺丝原理及工艺流程熔体纺丝是将聚合物熔体通过加热、挤出、拉伸等过程,使熔体形成纤维的过程。
其基本原理如下:(1)聚合物熔体加热:将聚合物加热至熔融状态,使其具有良好的流动性。
(2)挤出:将熔融的聚合物通过挤出机挤出,形成细流。
(3)拉伸:通过拉伸设备对细流进行拉伸,使分子链取向,提高纤维的强度和模量。
(4)冷却:拉伸后的纤维在冷却装置中冷却,使其凝固成型。
2. 熔体纺丝工艺参数(1)熔体温度:熔体温度对纺丝过程有重要影响,过高或过低都会影响纤维质量。
(2)挤出压力:挤出压力越大,纤维直径越小,但过大的压力会导致纤维断裂。
(3)拉伸倍数:拉伸倍数越大,纤维强度越高,但过大的拉伸倍数会使纤维变脆。
(4)冷却温度:冷却温度越高,纤维结晶度越高,但过高的冷却温度会使纤维收缩。
3. 熔体纺丝实验操作(1)准备工作:检查设备是否正常,调试设备参数,准备实验材料。
(2)加热熔体:将聚合物加热至熔融状态,保持恒定温度。
(3)挤出:将熔融的聚合物通过挤出机挤出,形成细流。
(4)拉伸:通过拉伸设备对细流进行拉伸,调整拉伸倍数。
(5)冷却:拉伸后的纤维在冷却装置中冷却,使其凝固成型。
(6)收丝:将冷却后的纤维收集起来,进行质量检测。
五、实习成果1. 熔体纺丝实验成功,得到了一定长度的纤维。
2. 通过实验,掌握了熔体纺丝的基本原理、工艺流程及操作方法。
3. 学会了如何调整工艺参数,以获得高质量的纤维。
4. 提高了实验操作技能和工程实践能力。
六、实习体会通过本次熔体纺丝实验实习,我对熔体纺丝有了更深入的了解,以下是我的一些体会:1. 实验过程中,要严格按照操作规程进行,确保实验顺利进行。

纤维制备常用的三种技术及原理一、熔融纺丝技术。
宝子,咱先来说说熔融纺丝技术哈。
你可以把这个想象成做超级好玩的糖画呢。
就像做糖画的时候,咱们先把糖加热融化成糖浆,纤维的熔融纺丝也是类似的道理哦。
这种技术主要是针对那些加热能融化的聚合物原料。
比如说聚酯这类的材料,就像是一群小伙伴,在常温下它们是固体,规规矩矩地待着。
可是呢,当我们给它们加热到一定温度的时候,哇塞,它们就像被施了魔法一样,变成了黏糊糊的液态。
这时候就可以通过一个特殊的装置,就像糖画师傅用的那个小勺子一样,这个装置叫喷丝头。
喷丝头上面有好多特别小的孔,液态的聚合物就从这些小孔里被挤出来。
刚挤出来的时候,它们还是软趴趴的呢,不过呀,这个时候外面的温度可不像在里面那么热了,就像从暖和的屋子里突然到了有点凉的户外。
这些液态的丝条就会迅速地冷却,然后就凝固成一根根的纤维啦。
就这么简单又神奇,就像糖画在板子上迅速凝固成型一样有趣呢。
二、溶液纺丝技术。
嘿呀,溶液纺丝技术也特别有意思呢。
这就好比咱们调颜料画画的时候,不过比那可复杂多啦。
如果说有些聚合物不好直接加热融化,就像有些颜料不溶于热水只能溶在特殊的溶剂里一样,那我们就用溶液纺丝技术。
我们先把这些聚合物溶解在一种合适的溶剂里,这个溶剂就像是聚合物的好朋友,能让聚合物舒舒服服地待在里面,形成均匀的溶液。
然后呢,这个溶液也要通过一个喷丝头,从那些小孔里被挤出来。
但是这时候可不像熔融纺丝那么简单就凝固了哦。
挤出来之后,要想办法把溶剂去掉,这样才能留下纯纯的纤维。
有的时候是用加热的办法,让溶剂挥发掉,就像水分从湿衣服上慢慢蒸发一样。
还有的时候呢,是用一种特殊的化学方法,让溶剂和别的东西发生反应,然后就乖乖地离开了聚合物。
这个过程就像是一场精心策划的魔术表演,最后就变出了我们想要的纤维啦。
三、静电纺丝技术。
宝子,静电纺丝技术那可就更酷啦。
你有没有玩过静电的小游戏呀,比如说冬天的时候,头发会被毛衣吸起来,那种静电的感觉。
熔融纺丝工艺指导书一.实验目的1.了解和掌握切片熔融纺丝的工艺路线和基本方法,通过熟悉并掌握常规纤维的成型条件和工艺参数。
2.了解熔融纺丝及牵伸设备的结构和各种部件的作用二.实验仪器及材料WSP微型高速轮装置、HD101A电热鼓风烘箱、WJS-10微型立式挤出机、加热片、滤网、计量泵、喷丝板组件、送帘网、吸风装置、送网辊、收卷装置三.实验步骤1.纤维纺制前准备: ①喷丝头组件清洗(煅烧+超声波) 组件组装并放入保温炉中预热调配油剂;②根据成品纤度工艺计算,确定纺丝速度和泵供量;设定纺丝温度并使设备升温及箱体压力,打开冷却吹风,调整合适的风速。
2.纤维纺丝: ①当设备温度达到工艺温度时,开螺杆并投料,当螺杆压力显示一定值时,开计量泵。
②观察熔体流动性能,若熔体流动性能不好,应适当调节各区温度直到熔体流线呈连续稳定性为止。
③喷丝板组件装入箱体后,必须严密紧固以免漏浆,组件装完后,在加热状态下保温十分钟左右,使其与箱体温度保持平衡,在这期间开启卷绕机,调节好油盘及卷绕速度。
④开启计量泵和螺杆,丝条从喷丝板喷出后若无漏浆,柱头丝时即可卷绕,四.数据整理及分析1.实验参数以及数据2.绘制图表如下图一:力学性能与温度关系图二:力学性能与卷绕速度关系图3.数据分析由数据可知:1.在卷绕速度一定的前提下,随着温度的升高,所得纤维的强力随着温度的升高而增加,但温度过高时,纤维的强力降低;断裂强度也随温度的升高而增加,当温度过高时,断裂强度反而下降。
2.在温度一定的前提下,随着卷绕速度的增加,纤维线密度减小,丝束的张力增大,纤维强力增加。
随着卷绕速度的增大,其拉伸强度增加,断裂强度增大,而断裂伸长率降低。
3.随着纤维的伸长,其强力逐渐增大,当纤维强力达到一定的值之后,强力开始减小,减小到某一强力值时,其强力保持不变,直至纤维断裂。
熔融纺丝工艺流程熔融纺丝工艺是一种将高分子材料通过熔融加工成纤维的方法。
该工艺被广泛应用于纤维素、聚酯、聚酰胺等高分子材料的制备。
下面将详细介绍熔融纺丝工艺的流程。
一、准备工作1.1 原料准备首先需要准备好所需的高分子材料,如聚酯、聚酰胺等。
这些高分子材料通常以粉末或颗粒的形式存在。
1.2 设备准备熔融纺丝设备包括熔体供给系统、挤出机、旋转收卷器等部件。
在进行熔融纺丝之前,需要对这些设备进行检查和调整,确保其正常运行。
二、挤出加工2.1 熔体供给系统首先将高分子材料放入熔体供给系统中,通过加热和搅拌使其变成流动状态。
这个过程中需要控制温度和压力,以确保高分子材料能够顺利地进入挤出机。
2.2 挤出机接下来,在挤出机的作用下,将熔体推出并拉伸成细丝。
挤出机的主要部件包括螺杆、筛网和模头。
螺杆通过旋转将熔体向前推进,筛网则用于过滤杂质,模头则用于控制纤维的形状和尺寸。
2.3 拉伸在挤出机的作用下,高分子材料被拉伸成细丝。
这个过程中需要控制温度和速度,以确保纤维的质量和性能。
三、收卷3.1 冷却在拉伸完成后,纤维需要进行冷却处理。
这个过程中需要控制温度和速度,以确保纤维能够顺利地进行收卷。
3.2 收卷最后,将冷却后的纤维送入旋转收卷器中进行收卷。
这个过程中需要控制张力和速度,以确保纤维能够均匀地分布在收卷器上。
四、检验与包装4.1 检验在完成收卷之后,需要对纤维进行检验。
这个过程中需要检查纤维的外观、尺寸、强度等指标,并对不合格品进行处理。
4.2 包装最后,将合格的纤维进行包装。
通常将纤维卷成一定长度和重量的卷筒,并进行标记和记录。
总结:熔融纺丝工艺是一种将高分子材料通过熔融加工成纤维的方法。
该工艺包括准备工作、挤出加工、收卷和检验与包装等步骤。
在进行熔融纺丝之前,需要对设备进行检查和调整,确保其正常运行。
在挤出机的作用下,高分子材料被拉伸成细丝,并经过冷却和收卷处理后进行检验和包装。
河南工程学院毕业(生产)实习实习报告学生姓名夏伟伟院(系)材料与化学工程学院专业高分子材料与工程1141实习单位河南工程学院郑州华德永佳地毯有限公司指导教师盛杰侦、杨秀琴、于翔、李思雨、卢炎华2015年4月30号毕业实习(生产实习)报告前言为了让我们对自己的专业以及将来的就业有更好的了解,学校安排了我们比较有用的实习,此次实习分为校内实习和校外实习,在校内实习,专业老师给我们讲解了静电纺丝、化纤纺丝工艺流程、聚乙烯溶液的制备和纺丝、熔喷生产工艺流程等,使我们对各种工艺的工作原理和设备有了更好的了解,在校外实习期间,使我们对自己将来要从事的工作有了更进一步的了解。
(一)校内实习1静电纺丝装置及原理典型的静电纺丝装置如下图所示,主要由高压发生器、带有细小喷头的容量管和接收装置三部分组成。
在静电纺丝过程高压使聚合物溶液或者熔体从喷丝头里喷射出来形成带电射流。
在到达接收装置之前,带电射流由于溶剂的挥发凝结,聚合物冷却固化形成聚合物纤维,最后沉积在接收装置上。
将从高压静电发生器导出的阳极插入聚合物溶液或熔融液中,另外一个电极与接收装置相连(一般的接收装置是接地的)。
当没有外加电压时,聚合物流体因表面张力作用贮积在毛细管内不外流。
电场开启时,由于电场力的作用,流体表面产生大量静电电荷。
当外加的电压所产生电场力较小时,电场力不足以使溶液中带电荷部分从溶液中喷出。
随着电压的加大,带电流毛细管顶端液滴被逐渐拉长形成带电锥体(又称泰勒锥)。
当电场强度增大到特定临界值时,流体表面的电荷斥力大于表面张力,带电锥体形成一股带电的喷射流。
带电聚合物喷射流经过一个不稳定的拉长过程,使喷射流变长变细,同时溶剂挥发纤维固化,并以无序状排列于收集装置上,形成纤维(网或者膜)。
静电纺丝装置图一般静电纺丝装置包括:高压电源、溶液储存装置、喷射装置(如内径为1mm的毛细管)和收集装置(如金属平板、铝箔等)。
近年来,有关静电纺丝原理的研究越来越受学者们的关注,其研究主要集中在两个方面:1.Taylor锥的形成及其喷射机理;2.静电场中射流的弯曲非稳定性。
简易熔融纺丝实验装置
合成纤维是三大合成高分子材料之一,它的加工过程主要是成纤过程即纺丝。
纤维纺丝的最基本和应用最广泛的方法有熔融纺丝法和溶液纺丝法,其中的熔融纺丝法较为常用,速度快,操作简便。
熔融纺丝是将高聚物加热熔融,然后将熔体用纺丝泵连续、均匀地从喷丝头的小孔中压出,纺出的丝在长通道中用空气或冷水浴凝固成细丝。
一般的熔融纺丝都采用螺杆挤出产生熔体压力,通过计量泵实现均匀出丝。
这种方式如果用于实验研究,存在的主要问题是结构复杂、造价高、投料量大。
特别是在配方设计和改性实验时,需要频繁改变配方,清洗料筒,更换喷丝板。
因而,有人设计了用柱塞代替螺杆和计量泵的数控微型熔融纺丝设备。
我们根据实验室现有情况,自行设计了一种简易熔融纺丝装置。
该装置虽然不能实现对纺丝过程的精确控制,但可用于一般的实验演示和科研工作。
具有操作简便,经济适用的特点。
实验过程中的投料量小,实现了单根纤维的纺丝。
1装置的组成
简易熔融纺丝装置如图1所示。
它主要是由毛细管熔体挤出仪和机械搅拌装置组成。
毛细管熔体挤出仪实现对高聚物的熔融和连续、均匀挤出过程,而机械搅拌装置则是用来将挤出物牵伸成丝和进行卷丝操作。
2操作及纺丝过程
毛细管挤出仪结构如图2所示。
具体操作及纺丝过程如下:
(1)准备工作
口模下的可推拉垫片推进时(较薄,在图2中未示出),将清洁后的口模(内径约2 mm,高度约1 cm)从料筒(内径约1 cm,高度约15 cm)的上端加入并用活塞杆将其推到底部,然后将活塞杆及导套装好(此时不加负荷)。
插上电源,加热料筒,用温控仪和温控元件控温。
(2)装料压实
到达设定温度(如聚丙烯(PP)一般设为230℃)并恒温15 min后,取出活塞杆,将事先准备好的试样(一般2~8 g,视纺丝要求而定)用漏斗从上端分步加入并逐步压实(防止气泡生成,避免断丝),装料过程要在1 min内完成。
然后将活塞杆放人料筒中,将导套套于其上,4 min后把试验负荷加到活塞杆上。
(3)挤出牵引
待挤出物从口模中挤出后,前端部分用剪刀剪去,然后用镊子夹住绕在机械搅拌的聚四氟乙烯的搅拌棒上。
开启电机,调节转速(采用无级变速机械搅拌)达到一定的拉伸比。
实验过程中为保证牵引出的细丝充分冷却可以调整挤出仪和机械搅拌间距或用微型电扇、吹风机等进行充分冷却。
(4)清理及注意事项
挤出完成后,需要将余料挤出,并将仪器各部位清理干净,尤其是口模部分要用细棒清除残留物。
实验过程中需要注意的是:①通常要先将试样进行干燥或真空干燥处理(尤其是吸湿料,如尼龙);②装料时要压实,以防产生气泡和断丝,并且速度要快防止过热分解;③仪器所需的单相三芯插座(AC220 V,5 A)的接地极一定要牢固接地;④正常工作中,炉温不能大于400℃,所以要经常性地检查温控系统并校正。
3结束语
采用我们设计的实验装置用于教学,取得了良好地教学效果。
本装置也可用于中小学的科学课程中让学生对纤维纺丝有个感性认识。
另外,本装置除可用于纺丝外,还可以用来测定一些塑料的熔体流动速率(MFR值)及塑料在挤出过程中的熔体流动情况分析,如挤出胀大、不稳定流动等。