聚乙烯醇的熔融纺丝
- 格式:pdf
- 大小:518.92 KB
- 文档页数:6
聚乙烯醇湿法纺丝实验一、实验目的聚乙烯醇(PVA)纤维的常规产品是聚乙烯醇缩甲醛纤维,国内简称维纶。
聚乙烯醇纤维的生产过程是一个典型的湿法纺丝过程。
聚乙烯醇采用水为溶剂、以硫酸钠水溶液为凝固剂。
便于学生操作。
聚乙烯醇湿法纺丝综合实验拟达到以下目的:1.了解化学纤维湿法纺丝的工艺过程;2.掌握聚乙烯醇湿法纺丝的基本原理、主要工艺参数的控制;3.初步掌握湿法纺丝的基本操作技能。
二、实验原理PVA使用前要进行水洗,其目的是为了降低PVA物料中醋酸钠含量,使之不超过0.05%~0.2%,否则将使纤维在热处理时发生碱性着色。
通过水洗,还可以除去物料中一部分相对分子质量过低的PVA,改善其相对分子质量的多分散性。
另外,水洗过程中,PVA 发生适度膨润,有利于溶解。
从喷丝孔喷出的PVA原液细流进入硫酸钠水溶液组成的凝固浴,随着细流中水分的不断向外扩散,凝固层逐渐增厚,形成皮层。
同时,凝固浴中的硫酸钠也透过皮层进入细流内部,即发生双扩散现象。
当原液细流中的硫酸钠含量达到使细流中剩余PVA水溶液完全凝固所需的临界浓度时,这部分尚未凝固的原液会迅速全部固化,形成空隙较多、结构疏松的芯层。
拉伸过程中,纤维大分子在外力作用下沿纤维轴向择优排列,取向度和结晶度都有明显提高。
初生纤维的拉伸一般是在不同介质中分段进行的。
初生纤维一般要经过导丝盘拉伸、湿热拉伸、干热拉伸。
PVA纤维在热处理中,在除去剩余水分和大分子间形成氢键的同时,纤维的结晶度可达60%左右。
随着结晶度的提高,纤维中大分子的自由羟基减少,耐热水性即水中软化点得到提高,使纤维能够承受后续的缩醛化处理。
为了改进纤维的耐热水性,还需要对纤维进行缩醛化处理。
PVA大分子上的羟基与甲醛作用,使羟基封闭的反应。
聚乙烯醇缩甲醛纤维有较好的耐热水性,在水中的软化点达到110~115℃。
缩醛化反应中,甲醛与PVA大分子上的羟基主要发生分子内缩合:三、实验原料和设备1. 实验中使用的PVA为纤维级,平均聚合度1750±50。
聚乙烯醇及其纳米复合材料7.1 概述聚乙烯醇[poly(vinyl alcohol),PVA]是由醋酸乙烯(PVAC)皂化而成的,是目前发现的唯一具有水溶性的聚合物。
它是一种无色、无毒、高阻隔、可生物降解的水溶性有机高分子聚合物。
事实上,PVA是聚醋酸乙烯酯的精炼产物,因为其最为常见的制备工艺是在碱性催化剂,如氢氧化钠等存在的情况下通过水解(醇解)用羟基代替醋酸酯基而得。
水解程度决定了残存乙酰基的量,这进而影响PVA的黏度特性。
PVA只以聚合物的形式存在,还没有分离出单体。
PVA具有优良的综合性能,力学性能和耐热性能远优于聚烯烃,与工程塑料聚酰胺、聚碳酸酯等相当,阻隔性能优异。
PVA有很多种工业应用,可以用在医疗、建筑、包装等领域。
PVA是重要的可由煤、天然气等非石油路线大规模工业化生产的高分子材料,近年来发展十分迅速。
我国PVA产能由2008年的66万t增加到2012年的120万t,居世界第一。
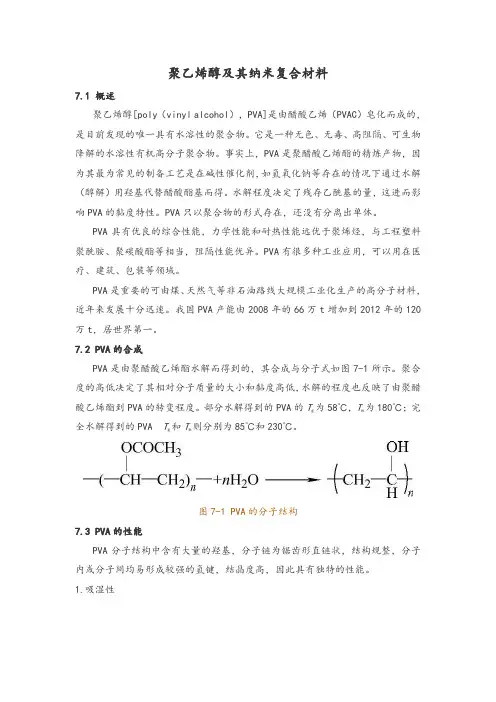
7.2 PVA的合成PVA是由聚醋酸乙烯酯水解而得到的,其合成与分子式如图7-1所示。
聚合度的高低决定了其相对分子质量的大小和黏度高低,水解的程度也反映了由聚醋酸乙烯酯到PVA的转变程度。
部分水解得到的PVA的T g为58℃,T m为180℃;完全水解得到的PVA T g和T m则分别为85℃和230℃。
图7-1 PVA的分子结构7.3 PVA的性能PVA分子结构中含有大量的羟基,分子链为锯齿形直链状,结构规整,分子内或分子间均易形成较强的氢键,结晶度高,因此具有独特的性能。
1.吸湿性PVA是易吸潮的高分子材料,其粉末原料的吸湿性较加工成膜的差,但成膜过程中使用的增塑剂通常会增加其吸湿性。
虽有高吸湿性,但其薄膜在高湿度下仍保持不粘和干燥。
2.热稳定性PVA在170℃以上会软化而不熔,在有氧存在的条件下其热稳定性极差,加热时色泽由浅变深,直至分解。
其分解温度为180℃,在真空中为200℃。
3.气体阻隔性PVA对许多气体都有很高的阻隔性能,如氧气、二氧化碳、氢气、氦气和硫化氢气体。
纤维的熔融纺丝H2H2C6H4摘要:聚对苯二甲酸乙二醇酯化学式为-[OC-C OCO CO]-,简称PET,为高分子聚合物,由对苯二甲酸乙二醇酯发生脱水缩合反应而来。
对苯二甲酸乙二醇酯是由对苯二甲酸和乙二醇发生酯化反应所得。
本文对PET的生产进行了详细的概述,包括其原料组成、常用催化剂以及聚合酯化的各种方法和操作流程,同时介绍了涤纶的制备方法和工艺流程,包括纺丝中各组件的作用和控制要点。
关键词:涤纶二步纺聚对苯二甲酸乙二醇酯对苯二甲酸乙二醇1 引言纤维成形过程包括液体纺丝及液体细流的冷却固化过程。
纺丝成形的方法较多,目前工业生产上主要采用熔法、干法及湿法。
这三种方法的纺丝及冷却固化过程的基本原理虽有相同之点,但各有其特点。
(1)熔法纺丝熔法纺丝是很早就实现了工业化的纺丝法,无论从纺丝原理到生产实际过程都是很成熟的方法。
聚酯纤维、聚酰胺纤维、聚烯烃类纤维等均用此法生产。
熔法纺丝是在熔融纺丝机中进行的。
聚合物颗粒加入纺丝机后,受热熔融而成为熔体。
此熔体通过纺丝泵打入喷丝头,在一定的压力下熔体通过喷丝头的小孔流出,形成液体细流。
细流在纺丝通道流出时同空气接触,进行热交换冷却固化成为初生纤维。
纺丝中丝线的粗细及根数受到通道冷却速度的限制,所以纺丝的速度也受冷却速度的限制,一般可达1000~1500米/分。
如果采取措施,能强化冷却固化过程,改进通道的冷却条件,纺丝的速度可提高到4000~5000米/分。
纺成的丝线越粗,成形速度就越低。
熔体成形法所制得的纤维的纤度为0.25~20特,(注:9旦为1特)要形成更细的纤维将会增加成形的不稳定性,并降低生产能力。
如形成太粗的纤丝则传热困难,并将增加通道的长度。
如果用软化聚合物的方法成形,由于熔体的粘度太大,不可能将熔体从直径很小的喷丝孔中压出,所以不能生产很细的丝线。
在熔法及软化聚合物法制成纤度大的单丝时为了强化冷却过程,可以采用冷却浴(水浴及水溶液的方法)进行冷却。

