引起压铸模具失效的原因
- 格式:pptx
- 大小:85.78 KB
- 文档页数:9
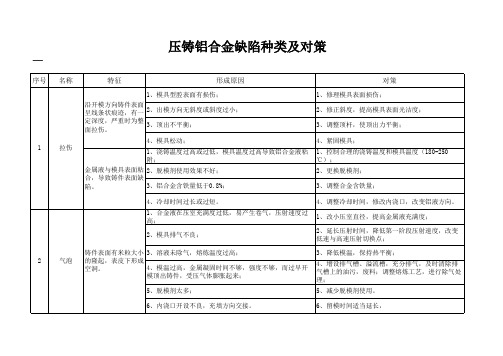


产生原因分析判断及解决办法1、金属液浇注温度低或模具温度低;2、合金成分不符合标准,流动性差;3、金属液分股填充,熔合不良;4、浇口不合理,流程太长;5、填充速度低或排气不良;6、压射比压偏低。
1、产品发黑,伴有流痕。
适当提高浇注温度和模具温度;2、改变合金成分,提高流动性;3、烫模件看铝液流向,金属液碰撞产生冷隔出现一般为涡旋状,伴有流痕。
改进浇注系统,改善内浇口的填充方向。
另外可在铸件边缘开设集渣包以改善填充条件;4、伴有远端压不实。
更改浇口位置和截面积,改善排溢条件,增大溢流量;5、产品发暗,经常伴有表面气泡。
提高压射速度,6、铸件整体压不实。
提高比压(尽量不采用)。
缺陷1 ---- 冷隔缺陷现象:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。
其他名称:冷接(对接)缺陷2 ---- 擦伤其他名称:拉伤、拉痕、粘模伤痕缺陷现象:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面甚至产生裂纹。
产生原因 分析判断及解决办法 1、型芯、型壁的铸造斜度太小或出现倒斜度; 2、型芯、型壁有压痕; 3、合金粘附模具;4、铸件顶出偏斜,或型芯轴线偏斜;5、型壁表面粗糙;6、涂料常喷涂不到;7、铝合金中含铁量低于0.6%; 8、合金浇注温度高或模具温度太高;9、浇注系统不正确, 直接冲击型壁或型芯 ; 10、填充速度太高;11、型腔表面未氮化。
1、产品一般拉出亮痕,不起毛。
修正模具,保证制造斜度; 2、产生拉毛甚至拉裂。
打光压痕、更换型芯或焊补型壁; 3、拉伤起毛。
抛光模具; 4、单边大面积拉伤,顶出时有异声修正模具结构; 5、拉伤为细条状,多条。
打磨抛光表面; 6、模具表面过热,均匀粘铝。
涂料用量薄而均匀,不能漏喷涂料; 7、型腔表面粘附铝合金。
适当增加含铁量至0.6~0.8%;8、型腔表面粘附铝合金,尤其是内浇口附近。

压铸模具的常见问题以及处理方案1. 模具裂纹压铸模具在制作或使用过程中,可能会出现裂纹现象。
裂纹可能是由于材料选择不当、热处理不充分、加工工艺不合理等原因导致的。
在出现裂纹时,应立即停止使用模具,以免造成更大的损坏。
处理方案:选用合适的材料,如高韧性、高强度、高耐磨性的模具钢;进行充分的热处理,提高模具的强度和韧性;优化加工工艺,避免出现过大的应力集中。
2. 模具磨损压铸模具在使用过程中,由于金属液的冲刷和摩擦,容易导致模具表面的磨损。
磨损可能是由于高温氧化、硬度过低、耐磨性不足等原因导致的。
处理方案:采用高硬度、高耐磨性的模具材料;对易磨损部位进行特殊处理,如增加耐磨涂层;定期检查和维修模具,及时更换磨损严重的部件。
3. 模具堵塞压铸模具在使用过程中,可能会因为金属液中的杂质、涂料残留等原因导致堵塞。
堵塞会影响压铸生产的效率和产品质量。
处理方案:定期清理和清洗模具,保持模具的清洁度;加强原料的质量控制,减少杂质和涂料残留;设计合理的浇注系统,避免出现死角和滞留点。
4. 模具变形压铸模具在使用过程中,可能会因为冷却不均匀、热处理不当等原因导致变形。
变形会影响压铸产品的尺寸精度和外观质量。
处理方案:优化冷却系统,确保模具均匀冷却;进行充分的热处理,提高模具的稳定性和精度;定期检测和修正模具的变形情况,保持模具的精度和形状。
5. 模具脱模不良压铸模具在使用过程中,可能会出现脱模不良的现象。
脱模不良可能是由于模具材质问题、模具设计问题、加工工艺不合理等原因导致的。
处理方案:选用合适的模具材料,如高硬度、高耐磨性的材质;优化模具设计,提高脱模性能;加强加工工艺的控制,保证模具的加工精度和表面光洁度;使用合适的脱模剂,减少粘模现象。
6. 模具热疲劳压铸模具在使用过程中,可能会因为反复的热循环和冷热交替而产生热疲劳裂纹。
热疲劳会影响模具的使用寿命和压铸产品的质量。
处理方案:降低加热温度、延长保温时间,减少热循环的次数;优化冷却系统,提高模具的冷却效率;定期进行热处理,恢复模具的硬度和强度;选择合适的热传导材料,减少热损失。

压铸模具常见问题及预防措施一、铝压铸件表面缺陷分析:1、拉模特征及检验方法:沿开模方向铸件表面呈现条状的拉伤痕迹,有一定深度,严重时为面状伤痕。
另一种是金属液与模具产生粘合,粘附而拉伤,以致铸件表面多料或缺料。
产生原因:型腔表面有损伤(压塌或敲伤)。
2、脱模方向斜度太小或倒斜。
3、顶出时不平衡,顶偏斜。
4、浇注温度过高,模温过高导致合金液产生粘附。
5、脱模剂效果不好。
6、铝合金成分含铁量低于0。
6%。
7、型腔粗糙不光滑,模具硬度偏低.预防措施:1、修复模具表面损伤部位,修正脱模斜度,提高模具硬度(HRC46~50度),提高模具光洁度。
2、调整顶杆,使顶出平衡.3、更换脱模效果好的脱模剂。
4、调整合金含铁量。
5、降低浇注温度,控制模具温度平稳平衡。
6、调整内浇口方向,避免金属液直冲型芯、型壁。
2、气泡特征及检验方法:铸件表面有大小不等的隆起,或有皮下形成空洞。
产生原因:金属液在压射室充满度过低(控制在45%~70%)易产生卷气,初压射速度过高.2、模具浇注系统不合理,排气不良.3、熔炼温度过高含气量高,溶液未除气.4、模具温度过高,留模时间不够,金属凝固时间不足,强度不够过早开模,受压气体膨胀起来。
5、脱模剂,注射头油用量过多。
6、喷涂后吹气时间过短,模具表面水未吹干。
预防措施:1、调整压铸工艺参数、压射速度和高压射速度的切换点。
2、修改模具浇道,增设溢流槽、排气槽.3、降低缺陷区域模温,从而降低气体的压力作用。
4、调整熔炼工艺。
5、延长留模时间,调整喷涂后吹气时间.6、调整脱模剂、压射油用量。
3、裂痕特征及检验方法:铸件表面有成直线状或不规则形狭小不一的纹路,在外力的作用下有发展趋势.冷裂——-开裂处金属没被氧化。
热裂—开裂处金属被氧化。
产生原因:1、合金中含铁量过高或硅的含量过低。
2、合金中有害杂质的含量过高,降低了合金的可塑性。
3、铝硅合金:铝硅铜合金含锌或含铜量过高,铝镁合金中含镁量过多.4、模具温度过低。
压铸模具失效形式以及如何提高寿命压铸模具是压铸生产中最重要的零部件之一,它承担着压铸工艺中的成型和冷却功能,是压铸产品质量和产量的关键因素之一。
然而,由于压铸模具在工作过程中受到高温高压的影响,加之工作频次高,很容易出现失效现象。
本文将探讨常见的压铸模具失效形式以及如何提高其寿命。
一、压铸模具失效形式1. 疲劳失效。
由于模具在压铸生产中的高频使用,反复受力反复工作,易产生疲劳失效。
疲劳失效分为低应力疲劳和高应力疲劳,低应力疲劳主要表现为模具表面开裂、裂纹扩展;高应力疲劳主要表现为模具出现断裂现象。
2. 磨损失效。
在模具定向移动过程中,会磨损模具表面,削减模具尺寸精度,造成松动和失效。
磨损失效分为粘着磨损、磨粒磨损、抛光磨损等。
3. 腐蚀失效。
模具在高温高压下与铝合金反应,会导致腐蚀失效。
大量的铝合金氧化物和废气产生,这些氧化物会在模具表面附着、腐蚀,严重影响模具的使用寿命。
4. 热疲劳失效。
在模具与铝合金摩擦过程中,会产生大量的热量,造成热膨胀和收缩,导致热疲劳失效。
热疲劳失效不可逆,一旦发生,模具寿命会大幅缩短。
二、提高压铸模具寿命的方法1. 优化模具设计。
在模具设计阶段,可以采用耐热合金、表面渗碳处理等技术和材料,以提高模具的耐热性、耐腐蚀性和耐磨损性。
2. 加强模具维护。
定期对模具进行清洁和润滑,对磨损严重的模具进行翻新和更新,是提高压铸模具寿命的必要手段。
维护模具还可以准确的检测模具工作情况,及时调整和修复模具。
3. 优化压铸工艺。
优化压铸工艺,可以减少模具的应力和疲劳程度。
通过优化压铸工艺可以选择合适的铝合金材料和合理的工艺参数,具有重要的提高模具使用寿命和生产效率的作用。
4. 加强模具管理。
科学的模具管理,可以提高压铸模具的使用效率和寿命。
包括模具存储、模具抽检、模具保养四个方面。
结论:压铸模具是压铸产品质量的关键环节,模具失效会影响生产效率和生产成本,甚至还会产生质量问题。
因此,提高压铸模具的寿命是非常重要的。
压铸不良原因与措施压铸是一种常见的金属加工方法,用于制造各种各样的金属零件。
然而,在压铸过程中常常会出现一些不良情况,导致产品质量下降或无法使用。
以下是一些常见的压铸不良原因及相应的措施。
1.缩孔(针眼)原因:高温熔融金属凝固时,金属液缩小所形成的孔洞。
措施:-控制材料的熔点和凝固温度,避免温度过高。
-提高注入压力和速度,确保金属充实完全。
-控制铸造工艺参数,如浇注温度、压力和速度,减少气体夹杂物。
2.气孔原因:熔融金属中混入空气或水分,冷凝成孔洞。
措施:-净化材料,确保金属液没有杂质。
-增加浇注温度,减少金属和气体冷凝。
-提高注入速度,使气体远离金属液。
3.热裂纹原因:金属在凝固过程中,由于残余应力、金属浓缩和组织缺陷等原因引起的开裂。
措施:-优化铸造工艺,减少或消除金属残余应力。
-控制金属的凝固速度,避免快速凝固造成应力集中。
-添加合适的合金元素,改善金属组织结构。
4.狭长缺陷原因:熔融金属填充模腔的过程中,金属液流动不均匀,形成局部过渡缩小的缺陷。
措施:-设计合理的铸造模具,确保金属液能够均匀填充模腔。
-调整铸造工艺参数,如入口和出口位置、浇注温度和速度,改善金属液流动状态。
-使用合适的流道和浇口设计,使金属流动更加均匀。
5.长气孔原因:金属液注入模腔的过程中,气体无法顺利排出,形成长而突出的孔。
措施:-增大出口尺寸,提高气体排出的通道。
-调整浇注顺序,避免气泡在金属液中积聚。
-使用适当的排气装置,确保顺畅排出气体。
6.表面不良原因:压铸件表面出现裂纹、气孔、疤痕等缺陷。
措施:-增加模具的冷却系统,提高金属液凝固速度。
-优化模具表面处理,减少摩擦和热传导。
-控制铸造工艺参数,如浇注温度和速度,减少金属液与模具的接触时间。
总之,压铸不良的原因和措施是多种多样的,需要根据不同情况采取相应的措施。
通过优化材料、设计模具、调整工艺参数等方法,可以有效地减少压铸不良,提高产品质量。
压铸模具的失效分析随着铝合金压铸模具技术的日趋成熟,锌、铝、镁合金压铸越来越广泛应用于汽车、摩托车、柴油机、电子设备、家用电器等工业及民用产品配件的生产。
然而,压铸模具的早期失效一直是困扰模具生产和使用者的普遍问题,那么,该如何提高模具的使用寿命呢?一、压铸模具的失效压铸模的使用时急热急冷,条件极为恶劣。
以铝压铸模为例,铝的熔点为580-740℃,使用时,铝液温度控制在650-720℃。
在铝液注射时,型腔表面温度急剧上升,型腔表面承受极大的压应力。
开模顶件、喷涂脱模亮剂时,型腔表面温度急剧下降承受极大的拉应力。
由于交变温度影响模具型面压缩、拉伸的交变应力的反复作用从而使模具金属因热疲劳而产生龟裂缺陷。
开裂是由于模具的短时间的热应力或机械应力过载而引起的模具整体破损。
模具的侵蚀主要分为三种:1、腐蚀:金属熔液与铁互相扩散并形成金间化合物;2、冲蚀:金属熔液在型腔中流动时所产生的热机械磨损;3、粘著:金属熔液附着在模具型腔表面,顶出产品时带走型面表层金属。
而压陷是因为模具强度不足或金属碎屑附着在模具型面,受到锁模力作用使模具产生的塑性变形。
二、影响压铸模具使用寿命的因素1、钢材对模具寿命的影响因压铸模具恶劣的使用环境,所以要求模具钢材必须具有优良的淬透性、良好的抗高温强度、高的耐磨性、好的韧度、好的抗热裂能力和高的耐熔损性能等。
●化学成分压铸模具钢的应用广泛和具有优良的特性主要由钢中的C、Cr、Mo、Si、V 等化学成分决定的。
当然钢中杂质元素必须降低,有资料表明,当Rm在1550MPa 时,材料含硫量由0.03%降到0.003%,会使200℃左右时的冲击韧度提高约1-2倍。
北美压铸学会(NADCA 207-2003)标准就规定:优级(premium)H13钢含硫量小于0.005%,而超级(superior)的应小于0.003%S和0.015%P。
●退火状态均匀的球状珠光体无晶界碳化物●钢材的纯净度杂质是热龟裂发生的起源点杂质无强度,不能抵抗热疲劳、杂质降低钢材的延展性●钢材的均一性钢胚具备近似纵向(锻打延伸方向)、横向机械性质的力学差异各向同性。