内花键冷挤压成型工艺浅论
- 格式:doc
- 大小:222.50 KB
- 文档页数:7
方花键轴开模冷挤压的模具设计及工艺实验研究摘要:针对125cc摩托车变速箱的方花键主轴,讨论了花键开模挤压的模具结构特点和影响花键成形的模具回弹问题,提出在开模挤压的可成形性范围内选择入模角,可以避免挤压时出现的入模口局部镦粗现象的发生。
关键词:花键轴;开模挤压;模具;局部镦粗一、引言目前采用开模冷挤压的方法成形花键轴已经在国内外得到普遍重视,这种先进的工艺具有节材、优质、高效等特点。
这种工艺经过不断完善和发展,必将取代传统的切削加工方法。
花键开模挤压时,其模具结构及入模口形状对其成形的影响很大。
另外,在开模挤压时易出现入模口处坯料局部镦粗而使挤压无法进行的问题。
对于此局部镦粗问题的讨论目前尚未见到报导,在工厂多采用试错的办法通过调整模具参数来解决。
本文针对上述问题进行了实验研究,提出了开模挤花键的可成形性范围,以此来衡量是否出现局部镦粗。
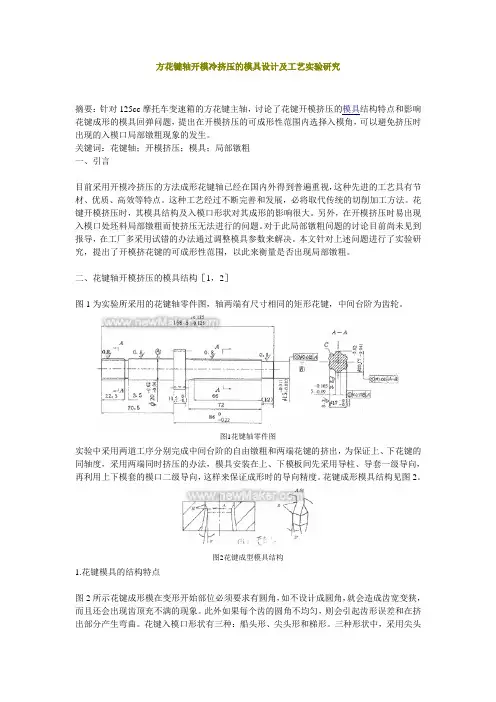
二、花键轴开模挤压的模具结构[1,2]图1为实验所采用的花键轴零件图,轴两端有尺寸相同的矩形花键,中间台阶为齿轮。
图1花键轴零件图实验中采用两道工序分别完成中间台阶的自由镦粗和两端花键的挤出,为保证上、下花键的同轴度,采用两端同时挤压的办法,模具安装在上、下模板间先采用导柱、导套一级导向,再利用上下模套的模口二级导向,这样来保证成形时的导向精度。
花键成形模具结构见图2。
图2花键成型模具结构1.花键模具的结构特点图2所示花键成形模在变形开始部位必须要求有圆角,如不设计成圆角,就会造成齿宽变狭,而且还会出现齿顶充不满的现象。
此外如果每个齿的圆角不均匀,则会引起齿形误差和在挤出部分产生弯曲。
花键入模口形状有三种:船头形、尖头形和梯形。
三种形状中,采用尖头形成形时,易划破磷化膜,使润滑不好,船头形和梯形则不会有上述问题,但梯形比船头形挤压力偏大。
无论采用哪种方式,在棱角及过渡面处都要加工成圆角,使金属光滑流动。
本实验中采用梯形入模口。
2.模具回弹量在冷挤压时,由于模具所受单位挤压力很高,使模具产生弹性膨胀,这给制品的尺寸精度带来严重影响,尤其是冷挤压后不再机加工表面。
内花键冷挤压成形工艺应用----- 浅析浙江XX机电有限公司技术部二0一五年十月一日内容页次概述: (3)一、冷挤压技术的发展趋势 (3)二、充分发挥冷挤压工艺优势内花键加工难题得到解决 (3)三、冷挤压成形模具制造难点 (4)四、冷挤压模具制造分析研究 (4)五、挤压件材料研究和分析 (5)六、冷挤压工艺流程的研究和分析 (6)七.总结 (6)内花键冷挤压成形工艺浅析概述:冷挤压是精密属性体积成型技术中的一个重要组织部分。
冷挤压是指在冷态下金属毛坯放入模具腔内,在强大的压力和一定的速度作用下迫使金属在模具腔中流动挤出,从而获得所需要形状、尺寸以及具有一定力学性能的挤压件。
一、冷挤压技术的发展趋势在有关技术资料获悉,冷挤压技术早在18世纪末制造过程中就采用了这门技术。
这门工艺已经在机械、仪表、电器、重轻工、军工等工业中较广泛的应用,已成为金属属性体积成形技术中不可缺少的重要加工手段之一,发达国家在轿车制造中约达到30%〜40%是采用冷挤压工艺生产。
我国工艺制造在60〜70年代落后时期后通过改革开放期间大量的发达国家的制造业进入我国推动了我国制造业工艺水平,推动了我国在冷挤压这门工艺技术领域里发展,通过吸取国外的先进工艺使我国冷挤压生产工艺技术不断提高,逐渐成为中小锻件精化生产的发展方向。
二、充分发挥冷挤压工艺优势内花键加工难题得到解决丰立公司是一家具备技术研究、生产、销售服务于一体的国家高新技术企业,是我国小模数锥齿轮行业的领军者;是国际知名厂商的优秀供应商;公司所生产的气动工具系列产品的机械传动结构是以齿轮传动。
公司在发展过程积极的学习国内外的先进工艺技术与世界并举,研造客户需求的产品。
对产品工艺设计积极采用冷挤压成型,发挥冷挤压节约原材料、提高劳动生产率、通过冷挤压的产品毛坯在少切削向不切削为目的来降低制造成本,更使产品的表面粗糙度Ra1.6〜Ra0.8。
公司近年快速的扩大采用冷挤压工艺赢得同行业、世界知名厂商的认可。
花键轴冷挤工艺及模具设计冷挤工艺是在常温下,将金属毛坯放入模具型腔中,在较大的压力和一定的速度作用下,迫使金属从凹模型腔中挤出,从而获得所需的形状、尺寸以及具有一定力学性能的挤压件。
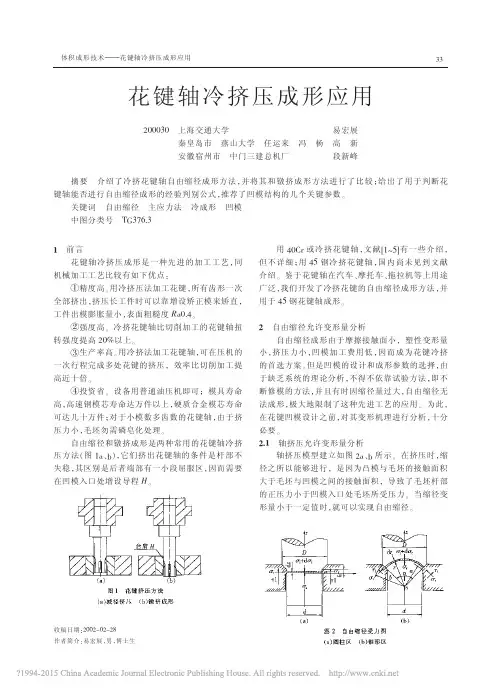
二、适用性分析冷挤加工工艺和传统的加工工艺比较有如下优点:(一)成本低:用冷挤法加工花键,材料利用率比切削加工提高10%-30%,且模具简单,使用寿命长,仅用普通油压机即可加工;(二)提高零件机械性能:由于成形过程中花键的金属纤维流线没有遭到破坏,并且是在巨大的三向压应力的条件下成形,因此冷挤工艺成形的花键轴比切削加工的花键轴扭转强度提高20%以上;(三)生产效率高:用冷挤加工花键轴,生产效率比切削加工提高近十倍。
三、毛坯制作及处理(一)毛坯制作挤齿前毛坯直径(简称底径)尺寸大小是影响花键成型的一个重要环节。
底径尺寸要小于花键大径尺寸,具体值主要是靠经验与试验结合得来,底径偏大,则堆料多,且易损伤模具;底径偏小,则齿形不饱满,无法达到尺寸要求。
为防止成型时应力集中,要在毛坯前端加工出倒角。
实际生产中,如图1所示花键参数,挤齿前轴的尺寸如图2所示,毛坯前端倒角尺寸优化为全齿高45°。
(二)毛坯的预处理毛坯挤齿前需要润滑,润滑具有两个作用:一是降低毛坯和模具之间的摩擦系数;二是防止毛坯和模具热胶着,从而导致毛坯和模具之间的摩擦增强,致使模具寿命下降,同时花键轴的表面可能会发生挤裂或划伤。
毛坯润滑处理分四大步:1.首先必须清理需要润滑处理部位的油污、锈斑等,以免影响润滑效果。
2.接着进行磷化处理。
所谓磷化处理是将毛坯浸泡在磷酸盐溶液中,使其表面生成一层磷酸盐薄膜。
磷酸盐薄膜是由许多细小片状结品组织构成,为多孔状态,对润滑剂具有吸附和储存作用,另一方而磷化膜与毛坯表面接合牢固,并有一定的塑性,能随毛坯机体一起变形,且它耐磨、耐热。
磷化时间视磷化液浓度而定,实际生产中用试纸来测定磷化液的PH值。
3.然后对磷化后的毛坯进行皂化处理,皂化处理是在硬脂酸钠溶液中浸泡一段时间,使毛坯表面牢固地吸附上润滑剂,一般情况下,皂化时间几分钟即可。
![一种车用花键套零件的冷挤压成形方法[发明专利]](https://uimg.taocdn.com/06bc990511661ed9ad51f01dc281e53a58025194.webp)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201610363343.3(22)申请日 2016.05.27(71)申请人 上海工程技术大学地址 201620 上海市松江区龙腾路333号申请人 上海东芙冷锻制造有限公司(72)发明人 龚红英 黄继龙 宋春雨 吕弘毅 邹琼琼 廖泽寰 (74)专利代理机构 上海科盛知识产权代理有限公司 31225代理人 褚明伟(51)Int.Cl.B21C 23/03(2006.01)B21C 23/32(2006.01)B21C 25/02(2006.01)B21C 31/00(2006.01)C21D 9/32(2006.01)C21D 1/26(2006.01)C23C 22/73(2006.01)(54)发明名称一种车用花键套零件的冷挤压成形方法(57)摘要本发明涉及一种车用花键套零件的冷挤压成形方法,所述花键套呈轴对称的圆筒状,筒体的内、外表面上均开设有轴向的渐开线花键齿,外花键齿的端面呈现圆弧状,该方法包括以下步骤:(1)制备花键套零件坯料;(2)对坯料进行退火使其软化;(3)将退火后的坯料进行抛丸处理以消除毛刺和氧化皮;(4)对抛丸处理后的坯料进行润滑处理;(5)将步骤(4)处理后的坯料进行压形,使得内外花键齿一次性挤压成形;(6)采用背压装置成形外花键齿端面圆弧状。
与现有技术相比,利用本发明所述的挤压成形方法生产的此类花键套零件力学性能好、材料利用率高,避免了齿形模腔充不满的缺陷、生产工艺流程短。
权利要求书1页 说明书4页 附图2页CN 105880304 A 2016.08.24C N 105880304A1.一种车用花键套零件的冷挤压成形方法,所述花键套呈轴对称的圆筒状,筒体的内、外表面上均开设有轴向的渐开线花键齿,外花键齿的端面呈现圆弧状,其特征在于,该方法包括以下步骤:(1)制备花键套零件坯料;(2)对坯料进行退火使其软化;(3)将退火后的坯料进行抛丸处理以消除毛刺和氧化皮;(4)对抛丸处理后的坯料进行润滑处理;(5)将步骤(4)处理后的坯料进行压形,使得内外花键齿部位一次挤压成形;(6)采用背压装置成形外花键齿端面圆弧状。
内花键冷挤压成形工艺应用
浅析
浙江XX机电有限公司技术部
二〇一五年十月一日
目录
内容页次概述: (3)
一、冷挤压技术的发展趋势 (3)
二、充分发挥冷挤压工艺优势内花键加工难题得到解决 (3)
三、冷挤压成形模具制造难点 (4)
四、冷挤压模具制造分析研究 (4)
五、挤压件材料研究和分析 (5)
六、冷挤压工艺流程的研究和分析 (6)
七.总结 (6)
内花键冷挤压成形工艺浅析
概述:
冷挤压是精密属性体积成型技术中的一个重要组织部分。
冷挤压是指在冷态下金属毛坯放入模具腔内,在强大的压力和一定的速度作用下迫使金属在模具腔中流动挤出,从而获得所需要形状、尺寸以及具有一定力学性能的挤压件。
一、冷挤压技术的发展趋势
在有关技术资料获悉,冷挤压技术早在18世纪末制造过程中就采用了这门技术。
这门工艺已经在机械、仪表、电器、重轻工、军工等工业中较广泛的应用,已成为金属属性体积成形技术中不可缺少的重要加工手段之一,发达国家在轿车制造中约达到30%~40%是采用冷挤压工艺生产。
我国工艺制造在60~70年代落后时期后通过改革开放期间大量的发达国家的制造业进入我国推动了我国制造业工艺水平,推动了我国在冷挤压这门工艺技术领域里发展,通过吸取国外的先进工艺使我国冷挤压生产工艺技术不断提高,逐渐成为中小锻件精化生产的发展方向。
二、充分发挥冷挤压工艺优势内花键加工难题得到解决
丰立公司是一家具备技术研究、生产、销售服务于一体的国家高新技术企业,是我国小模数锥齿轮行业的领军者;是国际知名厂商的优秀供应商;公司所生产的气动工具系列产品的机械传动结构是以齿轮传动。
公司在发展过程积极的学习国内外的先进工艺技术与世界并举,研造客户需求的产品。
对产品工艺设计积极采用冷挤压成型,发挥冷挤压节约原材料、提高劳动生产率、通过冷挤压的产品毛坯在少切削向不切削为目的来降低制造成本,更使产品的表面粗糙度Ra1.6~Ra0.8。
公司近年快速的扩大采用冷挤压工艺赢得同行业、世界知名厂商的认可。
通过这几年来,我们公司采用冷挤压工艺从筒状冷挤压扩张到齿轮坯挤压,对形状较复杂、切削加工较困难的产品,运用冷挤压工艺很容易加工成型。
现已有三十余种产品采用冷挤压成形工艺,为公司生产率的提高起到很大作用。
内花键是机械传动中的重要零部件,主要起连接和传动作用,广泛应用在机械制造领域,传统内花键形成方法主要有拉齿和插齿加工,起生产效率底,材料利用率底不能满足大批量生产需求。
尤其是不串通盲孔内花键,无论是效率,质量都达不到用户满意。
为保证内花键精度的同时提高花键的力学性能,公司采取冷挤压工艺解决
了这一难题,改变了传统拉齿、插齿的工艺,效率提高几倍到十几倍,材料利用率可达到70%~80%。
是公司采取冷挤压工艺典型的工艺改进案例,本文以内花键采用冷挤压成形的实践,对冷挤压成形工艺进行研究浅析和总结。
三、冷挤压成形模具制造难点
丰立公司齿轮是公司产业主导产品,前面已经介绍。
冷挤压工艺优势很合适我公司产品结构的应用。
但是冷挤压成形也存在一定的难点,
1)冷挤压模具制造要求高,寿命低:同盟都知晓,冷挤压模具在工作时要承受三向压应力而使变形抗力显著增大,这使得模具所受的应力远比普通冲压模大,为此冷挤压的模具的寿命在实际生产中低于其它冷冲模具。
2) 冷挤压模具工作状态温度高:由于金属材料在模腔内挤压过程会产生强烈的
塑性变形,导致金属在流动产生摩擦引起升温高达400℃左右,无论采取挤锻复合挤压法、复动挤压法、闭塞挤压以及分流挤压和流动挤压法等都存在同样的模具温升高度。
3) 冷挤压模必须具备很高的强度、硬度:冷挤压模成形凸、凹模具在
2450~2940MPa高压下工作.,以防止自身的塑性变形、磨损乃至损坏。
我们在采用冷挤压工艺成形时,在模具设计中必须考虑模具具有足够的冲击韧性和耐磨性。
示图一
四、冷挤压模具制造分析研究
(一)针对冷挤压模具在高强压,冷、热交变压力重复作用情况下工作,工件在挤压模具中受挤压力的作用产生塑性形变,工件内部塑性发生转移,以达到设计要求。
同时,工件又以反作用力其于挤压模具以反抗形变如果挤压模具的承受力大于被挤压工件的
反作用力.则可将工件挤压成形。
反之模具损坏。
采用冷挤压加工中在挤压凸模产生的挤压力高达2300MPa才能够达到产品成形要求。
要在承受挤压力高达2300MPa,对凸、凹模材料的选择应满足一下要求:
(1)凸、凹模在理论上具在2450~2940MPa高压下工作.必须具备很高的强度、硬度,以防止自身的塑性变形、磨损乃至损坏。
(2)凸模、凹模是在冲击条件下工作的,应当具有良好的冲击和韧性。
(3)凸模材料应具有较高的抗弯强度,以防工作时损坏。
(4)模具是在冷、热交变压力反复作用情况下工作的,必须能承受交变应力的反复作用而保持原型。
(5)模具的材料必须易加工。
钢制工件凸模以通常选用6W6Mo5Cr4V1、W6Mo5Cr4Vg以及W18Cr4V材料为好,凹模以选用Crl2MoV、CrWMn、GCr 材料为好。
铝件产品凸模宜选用CrlgMo、9CrSi、Crl2、wl8cr4V.而凹模宜选用Crl2MoV、T10A、W18Cr4V以及YG20。
五、挤压件材料研究和分析
要尽量设法降低挤压力,才有可能提高模具寿命:因此,在对挤压件必须对以下技术问题作各方面因素考虑和解决。
(1)选择好产品材料。
在使被挤压件塑性形变过程中,工件其本身的完整性并不因为挤压而给工件受到破坏,而是处于三向压应力状态,挤压件组织致密具有连续组织纤维流向能提高材料的疲劳强度,经挤压后的冷作硬化,又会使得工件强度、硬度提高。
挤压工件材料多为铝、铝合金、铜等有色金属、纯铁、碳素结构钢、合金结构钢、不锈钢等黑色金属。
(2)模具材料选择。
在实践中常采用W18Cr4V(高速钢)来制造工件冷挤压凸模,根据不同工件的材料挤压凸模寿命可达2~5万次;采用硬质合金YG20材料来制造凹模,可提高钢挤压工件可达20万次以上。
有色金属,铝制工件可达300万次以上。
(3)为了提高冷挤压模具的耐磨性。
对挤压模具采用气体软氮化工艺以提高模具表面硬度,这样模具耐磨寿命可提高2倍以上。
采用GCrl5材料作凹模通过渗钒工艺,也可使模具寿命从3万次提高到20万次。
近几年来,金属工件少、无切削冷挤压工艺是当前
生产中应用较为广泛的一种。
充分发挥了它具有节约原材料、提高劳动生产率及提高产品的机械性能和外观质量。
六、冷挤压工艺流程的研究和分析
选择一个符合工件材料的工艺合理性、最佳性,使冷挤压件在三向压应力状态迫使组织纤维顺利移位以缓解挤压力和抗挤压力避免挤压件和模具损坏。
(1)工件毛坯采用软化热处理工艺。
以提高工件塑性使工件容易成型和降低工件自身硬度及变形抗力。
钢件材料坯料进行球化退火。
(2)为了降低工件与模具间的摩擦系数。
使工件在高温下仍能正常工作,使每道工序的挤压力小于模具的最大承受力。
采用工件表面处理润滑剂,黑色金属工件表面多采用磷化处理;铝件可用硬脂酸锌、硬脂酸润滑;不锈钢件可用草酸盐表面处理后加氯化石
蜡及二硫化铝润滑。
钢件毛坯通过球化退火---磷化处理---初次挤压流程;因工件经过挤压改变了工件的组织硬化,塑性降低不利于复杂工件成形。
为此,进行二次退火软化毛坯塑性恢复组织纤维顺利移位,再次进行磷化处理为二次挤压成形提供可靠的工艺要求。
(3) 根据工件形状特点选择模具结,以减小对模具的挤压力,针对不同类型的工件,可分别采用正挤压、反挤压及复合等挤压多种方法并且各有特点。
七.总结
1)节约原材料。
冷挤压是利用金属的塑性变形来制成所需形状的零件,因而能大量减少切削加工,提高材料利用率。
冷挤压的材料利用率一般可达到80%以上。
2)提高劳动生产率。
用冷挤压工艺代替切削加工制造零件,能使生产率提高几倍、几十倍、甚至上百倍。
3)制件可以获得理想的表面粗糙度和尺寸精度。
零件的精度可达IT7~IT8级,表面粗糙度可达R0.2~R0.6。
因此,用冷挤压加工的零件一般很少再切削加工,只需在要求特别高之处进行精加工。
4)提高零件的力学性能。
冷挤压后金属的冷加工硬化,以及在零件内部形成合理的纤维流线分布,使零件的强度远高于原材料的强度。
此外,合理的冷挤压工艺可使零件表面形成压应力而提高疲劳强度。
因此,某些原需热处理强化的零件用冷挤压工艺后可省去热处理工艺,有些零件原需要用强度高的钢材制造,用冷挤压工艺后就可用强度较低的钢材替用。
5)可加工形状复杂的,难以切削加工的零件。
如异形截面、复杂内腔、内齿及表面看不见的内槽等。
6)降低零件成本。
由于冷挤压工艺具有节约原材料、提高生产率、减少零件的切削加工量、可用较差的材料代用优质材料等优点,从而使零件成本大大降低。
参考文献:
1、钱荣芳、胡国军、联合起齿轮冷挤压工艺及模具设计[J],模具工业2002(9):39-41;
2、钱荣芳、胡国军、精密圆柱齿轮的冷挤压闭式成形与模具设计[J],模具技术(9):39-41;
3、中国冷挤压市场现状分析与前景预测报告(摘录百度文库)
4、高汉华-花键轴冷挤压成形工艺及模具设计(文选)
5、冷挤压成形技术(摘录百度文库)。