利乐UHT操作方法
- 格式:doc
- 大小:100.00 KB
- 文档页数:4

利乐超高温-工作手册型号:TA FLEX目录第一章 概述 (3)第一节 安全注意事项 (3)第二节服务介质 (6)第三节 符号说明 (7)第二章设备总体说明 (8)第一节设备控制 (8)第二节设备管线连接 (19)第三章主要辅助设备 (29)第一节脱气罐 (29)第二节均质机 (33)第三节换热器 (38)第四章工艺说明 (39)第一节设备灭菌原理 (39)第二节设备工艺原理说明 (40)第三节设备工艺过程说明 (44)第一章 概述第一节 安全注意事项为保证操作者的最大安全,在对设备进行任何操作前,一定要仔细阅读本部分说明。
危险信息的使用本文件中危险信息定义如下:危险!不注意这一信息立刻导致生命危险不注意这一信息可能导致重大的人身伤害或丧失生命。
警告!小心!不注意这一信息可能导致轻度的人身伤害或设备的损坏。
一般注意事项只允许经过训练的人操作本机,本机仅可根据随机提供的手册中给出的要求进行操作。
如不遵守安全注意事项,将发生人身伤害的危险。
在操作过程中,泵、平衡罐、热交换器和均质机的盖子及罩子必须始终在正确的位置上。
应保持控制室的门处于关闭状态。
这是一部自动化的机器,由程序控制器控制机器自动改变操作方式,不需操作者干预。
并且设备有噪音大、热管多、外置电线多、管路连接多。
因此所有人员必须:· 注意所有带电设备· 注意所有发热管道· 使用听力保护装置· 注意泄漏小心!由于热介质和酸碱有造成的烧伤危险应避免不必要地暴露于下面的区域中:· 平衡罐· 蒸汽阀门· 均质机· 热管线在进行设备维护和修理之前:一定要阅读技术手册中的安全注意事项,并且按照给出的说明操作。
清洗液清洗液的使用清洗液一般都含有苛性钠(NaOH)或硝酸(NHO3),这些化学品对皮肤及眼睛均可造成损伤。
要根据供货商提供的操作说明进行操作。
在直接接触这些化学品的危险情况下,一定要:· 戴安全眼镜· 戴防护手套· 穿用聚氯乙烯或聚乙烯或橡胶制成的鞋· 戴围裙在发生有关清洗液的事故时,基本原则是迅速用尽可能多的水冲洗清洗液所溅到的部位。

利乐砖纯牛奶系列产品金典纯牛奶生产工艺规程编号: DZYL-JS/1-42 [1.0]一、适用范围适用于利乐砖包装纯牛奶系列产品金典纯牛奶的生产。
二、工艺流程原奶检验→收奶→净乳→冷却→巴氏杀菌→标准化→贮存→配料→冷却→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂三、技术要求1.收奶:收奶温度1℃~8℃。
2.净乳:除去原奶中的机械杂质。
3.标准化:采用浓缩或分离的技术对原奶进行标准化。
4.巴氏杀菌(1)巴氏杀菌:要求85℃±5℃/15s。
(2)冷却:将巴氏杀菌后的牛乳冷却至1℃~6℃。
5.配料(1)将占配料量20%的标准化牛奶间接加热至57℃-60℃后泵入混料一化料罐中。
(2)均匀缓慢加入B小料,温度保持在57℃—60℃,采用具有混合、分散、剪切效果的化料设备,使料液成为均匀混合物。
浓料检测杂质度合格,并检测化料罐中无漂浮物后进入下一步骤。
(3)均质:将化好的物料进行均质。
要求均质压力为200bar(先调二级使压力表指示为50bar,再调一级使压力表指示为200bar)。
(4)冷却:将均质后的物料冷却至1℃~6℃。
(5)将冷却后的物料与其余的标准化奶混合均匀。
(6)检验合格后的配料可进入下一工序。
6.UHT工段要求(1)真空脱气。
(2)均质:均质温度70℃—75℃。
均质压力为250bar(先调二级使压力表指示为50bar;再调一级使压力表指示为250bar)。
(3)UHT:137℃-142℃/4S。
(4)冷却:冷却至≤25℃。
(5)其他技术参数参照设备供应商提供的技术参数。
7、无菌灌装参照设备供应商提供的技术参数。
制定依据:《利乐砖康美包纯牛奶系列金典纯牛奶最佳工艺指导》编号:YLYT—YF—ZDS—174[1.0]执行时间:自下发之日起开始执行本文件执行、考核部门:生产一部、技术部本文件监督、验证部门:技术部起草:徐世峰审核:刘云俊审批:温红亮日期:2008.10.30。

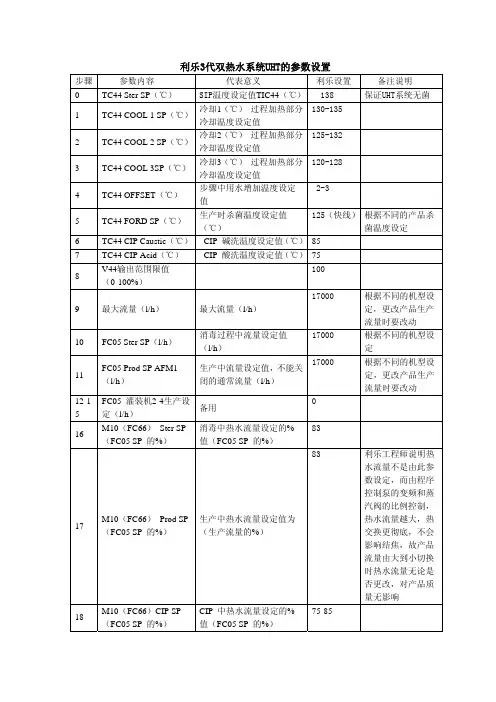
利乐UHT操作方法一、升温升温前拆开均质机缓冲管、UHT保温管检查管内壁是否干净;关闭V26/V27(冰水阀),设备正常情况下升温时自动关闭;可以不用调节。
手动关闭V63(消冷阀);手动调V62(热水流量调节阀)流量6800升/小时(6000—8000);走水时检查管接是否漏;放蒸汽冷凝水(自动)。
在主页面按(IO键),在选择(升温键)在选择(确认键),程序自动进入预杀菌流程(1步—17步为自动程序)。
升温时按键,把界面切换可以看到TI01(均质温度)、TC44(杀菌温度)、TSL42(持热管温度)、TI06(灌装温度)、TSL71(回流温度)温度读数。
消毒(升温)目的:是使产品流程中的无菌部分在加工生产前消毒,流程中无菌部分包括保持管和冷却器以及其后直到包装机器或无菌罐间的管子和设备.消毒(升温)原理:用循环热水在一定压力作用下流经产品流程30分钟进行消毒。
由控制阀V74维持所需的压力。
消毒期间,流程中无菌部分的温度保持在预先设定的消毒温度,消毒之后,装置按流程图经几步冷却至加工生产温度,而保持管的温度仍然为消毒温度。
具体步骤为:第1步开阀:(5秒倒计时)产品平衡缸和产品管线通过V14及V13.2灌满水;第2步开泵:(10秒倒计时)M2运转给产品管线充水,M9运转给水循环系统;第3步填充:(90秒倒计时);第4步开蒸汽:(25秒倒计时);第5步加热:(10秒倒计时),当TC44、TSL42温度达到133℃TI06、TSL71达到130℃开始倒计时,升到消毒温度大约需要15分钟,然后有10秒倒计时;第6步消毒:(1800秒倒计时);杀菌时TI01在80℃—85℃,可以手动调节V63阀控制(目的:调节V63阀以控制回平衡缸的温度,避免沸腾。
)。
当TI01低于70℃可能会掉程序,高于85℃设备报警,超过100℃平衡缸热水沸腾(开锅);当TI06、TSL71低于130℃设备掉程序回到第5步(消毒期间无菌部分温度保持在消毒温度上,如果保持管后面的TSL42及回流管路中TSL71低于设定值130℃,程序自动回到前一步,定时器自动复位,当重达到设定值时,定时器自动启动)冷却的目的:在加工生产前,使保持管后面的产品管线和回流管冷却至加工生产温度。

利乐操作手册The Standardization Office was revised on the afternoon of December 13, 2020TBA/19灌装机操作规程(1)(2)(3)(4)(5)(6)(7)(8)(9)(10)(11)(12)TBA/19灌装机操作规程一、TBA/19灌装机技术数据如下:(要求操作TBA/19灌装工熟记以下数据,遵循操作手册DM2000)1、压力(1)压缩空气压力:—(2)冷却水压力(软水) Mpa(3)热水压力:— Mpa(4)蒸汽压力:170—200Kpa、温度125--140℃(5)产品压力:—在生产中允许偏差±1bar(一般—)(6)无菌空气压力:25--35 Kpa(7)挤压滚筒压力: Mpa(8)纵封压力: Kpa(9)短停纵封压力 Kpa(生产中)(10)光电池保护气压力:10 Kpa(11)喷注杯空气压力: Mpa(12)扣勾横封液压压力:— Mpa(13)切割压力:— Mpa(14)周密校正气缸压力:— Mpa(15)折叠密封压力150--200 Kpa(16)水压积蓄器压力:≥ bar(启动时冷却机器,提高水流沸煮,防止结垢)。
(17)调节阀I/P传感器压力:预热 bar,消毒 bar,清洗 bar,生产 bar。
(18)生产中测定无菌室及H2O2槽正负压分别是:20—35mm H2O2,-5--0 mmH 2O2。
1MPA=1000KPA=10BAR2、温度(1)热水:60℃--75℃(外部清洗)(2)消毒槽水预热:85℃(3)消毒槽水浴:80℃(4)消毒槽H2O2:74℃--76℃(5)空气加热器:360℃(6)空气加热器预热:400℃(7)管封(基本设定)280℃(8)纵封(基本设定)320℃,通常320℃左右。
(9)气刀温度:125℃--130℃(10)预消毒:生产前270℃,生产中124℃--135℃(11)输入蒸汽温度:125℃--135℃(12)内封条拼接温度(基本设定)190℃(13)空间基本要求:28℃--35℃(14)包材拼接温度:190℃--220℃3、流量(1)左右夹爪冷却水流量大于等于min(2)恒流阀:min(3)产品回流量10%(4)清洗流量:≥8000L/h(— bar)4、其它:(1)H2O2浓度:35—50%(2)清洗剂用量:—1L(外部清洗)(3)H2O2耗量:— L/h(4)产品温度:5--50℃(5)环境温度:15--30℃(6)润滑油量: L/h(7)冷却水耗量(无循环):10 L/min (8)产品最大颗粒:600微米(横封)(9)蒸汽耗量:h(10) H2O2耗量:2--4 kg/h“没有细心的观察和控制,没有责任心地去检查解决,将会给你的开机造成不必要的麻烦和损失,对产品、设备形成隐患。
OM操作手册利乐UHT无菌饮料设备警告:在这个设备上或附近工作前阅读和依据所有安全防范措施。
通过阅读这个手册和设备上标明安全标示中的所有安全措施。
未遵守所有安全措施可能导致死亡或者严重受伤。
目录1.简介2.安全措施3.总的描述4.工艺说明5.控制面板6.报警7.开机准备8操作9.停机10.维护和清洗1.简介设备已订购的利乐设备服务制造商统一认证文件操作手册(OM)设计修改更多的复印件设备这个利乐设备有规划的利用这个单元是有规划的利用,根据技术数据中这一特别说明(参考技术手册)和相关文件。
如果设备作为其他任何用途,利乐公司将不承担任何受伤和损伤的责任。
服务在操作这一单元时如果遇到问题,和最近的利乐服务站联系。
制造商这一利乐设备由利乐乳品和饮料公司制造Ruben rausings gata(利乐公司的地址)SE-221 86LUND瑞典统一认证所有单元拥有铭牌说明:—统一认证—数据唯一对应的设备关于这一特别单元联系利乐前有这一信息获得1 机器型号;2 绘图规格;3 机器系列号;4 设计者;5 制造商;6 设计温度(℃);7 注册实体;8 制造年份;9 流体类别;10 设计压力(bar)文件操作手册(OM)操作手册的用途是提供操作者如何操作这一机器的信息。
利乐提醒你,仔细研读,和所有上面,确信那些将操作这一单元的人获得它的可用性。
因此,重要的是你:—在设备使用期间妥善保护手册—传递这一手册给任何接下来的拥有者或者设备使用者。
利乐将不承担由拥有者错误的按照这一手册指导使用导致的设备任何损害的责任。
设计修改这一文件给出的这一信息根据设备设计和制造确定此时它由利乐机器制造商分发。
更多复印件附加的复印件可以从最近的利乐服务站定制。
当定制技术发行件时,总是引用文件号,复印在相关文件的最前封面上。
2.安全措施阅读安全措施所有人操作,服务,调整或者这一机器或者设备上或者附近工作必须仔细研读和依据这一手册内所有安全指导和机器或者设备本身警告标示。
超高温(UHT)灭菌操作规程1目的为规范前处理工段超高温 (UHT)灭菌操作,向操作者提供有关在生产之前、生产中,如何规范操作,使新员工进行专业岗位的培训学习。
为产品的下一道工序提供有力的质量保证。
2 范围适用于前处理工段UHT(超高温)灭菌。
3 工作程序3.1开机前的准备3.1.1CIP清洗前的准备3.1.1.1检查水(软水、自来水)、电、蒸汽压力、压缩空气3.1.1.2检查阀门15.1、15.2和阀门V26为关闭状态以及酸碱管线连接是否正确。
3.1.1.3询问中控酸碱是否够用。
3.1.1.4检查均质机的电源开关为开启装置。
3.1.2升温生产前的准备3.1.2.1检查水、电、蒸汽压力和压缩空气。
3.1.2.2检查管线呈生产状态连接,手动阀门15.1、15.2、阀门V26、阀门V63、阀门62的开启情况.3.1.2.3检查均质机的电源开关为开启装置。
3.2CIP清洗程序3.2.1打开压缩空气开关,设备电源,配电柜电源确认按纽.3.2.2点击控制页面,选择CIP清洗符号.CIP清洗符号呈白色,表示程序开始执行.3.2.3程序自行运行,水冲程序执行,时间约为10分钟.3.2.4水冲步骤结束,程序自动进入加入碱液程序.使碱液注满平衡缸.循环加热清洗.3.2.4.1关闭酸管球阀, 打开碱管球阀.3.2.4.2浓碱样一份,以送往化验室.3.2.4.3开15.1阀门,通知中控室可以清洗303线.3.2.4.4查均质机油温和压力,以及管线上各压力表的压力.3.2.4.5看控制面板上TI01、TI06、TC44、TSL42、TI09的温度以及V62的开张度和流量表.3.2.5碱液循环清洗程序完毕,进入碱排水冲程序.3.2.5.1取消报警,调节V63阀.3.2.5.2取碱排样一份,以送往化验室检验.3.2.6水冲程序结束,开始进入酸洗程序.温度达到设定值时记时器开始记时.3.2.6.1关闭碱管球阀, 打开酸管球阀.3.2.6.2取浓酸样一份,以送往化验室.3.2.6.3注意观察控制面板上TI01、TI06、TC44、TSL42、TI09的温度以及V62的开张度和流量表.3.2.7酸洗时间结束,开始酸排水冲程序.3.2.7.1取酸排样一份,以送往化验室.3.2.7.2估算结束时间,通知动力作好停气,停水准备.3.2.8水冲时间结束,设备自行停机.3.2.9酸碱管线从平衡缸上拆下,安装在酸碱管支撑管上,关上酸碱管的球阀.3.2.10关闭压缩空气,设备电源,和电柜总电源.3.3升温生产程序3.3.1打开水,设备电源,电柜电源确认按纽.3.3.2点击控制页面,选择无菌水升温符号.符号变成绿色,表示程序开始执行.3.3.2.1检查阀,泵的开启和运转情况.3.3.2.2注意观察控制面板上TI01、TI06、TC44、TSL42、TI09、TSL71 的温度以及V62的开张度和流量表.3.3.2.3注意TI01的温度,随时调节V63阀门控制TI01在85℃以下. 3.3.2.4报警,点击页面消警符号,按下闪烁三角符号,在按对号符号即可消除.3.3.3通知灌装间开始升温.3.3.4第5步程序结束,待TI06、TSL71升温到130℃时,记时器开始记时,第6步开始执行,循环杀菌30分钟.3.3.4.1观察无菌水消毒温度曲线.3.3.4.2检查均质机冷却水运行情况.3.3.5.循环杀菌程序结束,程序进入冷却阶段.(7-12步)3.3.5.1通知动力车间送冷却水.3.3.5.2询问中控牛奶品质是否可以过UHT.3.3.5.3点击控制页面,查看灌装机升温信号和开机数量.3.3.6冷却结束,程序进入17步,准备生产.3.3.7打开V26阀门,使冷却水形成回路.3.3.8第17步程序结束,20步程序开始执行.3.3.8.1关闭V63阀门.3.3.8.2点击控制页面,选择奶泵符号,按“I”符号确认.奶泵(C10041PU)启动.3.3.8.3打开15.2阀,奶顶水排出.主要为303线的奶水。
利乐UHT操作方法
一、升温
升温前拆开均质机缓冲管、UHT保温管检查管内壁是否干净;关闭V26/V27(冰水阀),设备正常情况下升温时自动关闭;可以不用调节。
手动关闭V63(消冷阀);手动调V62(热水流量调节阀)流量6800升/小时(6000—8000);走水时检查管接是否漏;放蒸汽冷凝水(自动)。
在主页面按(IO键),在选择(升温键)在选择(确认键),程序自动进入预杀菌流程(1步—17步为自动程序)。
升温时按键,把界面切换可以看到TI01(均质温度)、TC44(杀菌温度)、TSL42(持热管温度)、TI06(灌装温度)、TSL71(回流温度)温度读数。
消毒(升温)目的:是使产品流程中的无菌部分在加工生产前消毒,流程中无菌部分包括保持管和冷却器以及其后直到包装机器或无菌罐间的管子和设备.
消毒(升温)原理:用循环热水在一定压力作用下流经产品流程30分钟进行消毒。
由控制阀V74维持所需的压力。
消毒期间,流程中无菌部分的温度保持在预先设定的消毒温度,消毒之后,装置按流程图经几步冷却至加工生产温度,而保持管的温度仍然为消毒温度。
具体步骤为:
第1步开阀:(5秒倒计时)产品平衡缸和产品管线通过V14及V13.2灌满水;第2步开泵:(10秒倒计时)M2运转给产品管线充水,M9运转给水循环系统;第3步填充:(90秒倒计时);
第4步开蒸汽:(25秒倒计时);
第5步加热:(10秒倒计时),当TC44、TSL42温度达到133℃ TI06、TSL71达到130℃开始倒计时,升到消毒温度大约需要15分钟,然后有10秒倒计时;
第6步消毒:(1800秒倒计时);
杀菌时TI01在80℃—85℃,可以手动调节V63阀控制(目的:调节V63阀以控制回平衡缸的温度,避免沸腾。
)。
当TI01低于70℃可能会掉程序,高于85℃设备报警,超过100℃平衡缸热水沸腾(开锅);当TI06、TSL71低于130℃设备掉程序回到第5步(消毒期间无菌部分温度保持在消毒温度上,如果保持管后面的TSL42及回流管路中TSL71低于设定值130℃,程序自动回到前一步,定
时器自动复位,当重达到设定值时,定时器自动启动)
冷却的目的:在加工生产前,使保持管后面的产品管线和回流管冷却至加工生产温度。
第7步冷却1:(90秒倒计时),减活阀门V20,流量通过回收热量装置。
第10步冷却2:(30秒倒计时)
第11步冷却3:(240秒倒计时)
第12步稳定:(360秒倒计时)
调V62 调整到8300升/小时把V75回流打到中间位置
第17步无菌水: 把V63关闭打开冰水检验水的PH值及杂质,合格后可进料生产阀门V74的压力改变,由3BAR到灌装机所需要的常压约1BAR;激活V78维持保持管的压力最低为4BAR;激活V75控制到平衡罐的流量;无菌水在产品流程中循环,装置准备接受产品。
二、进料
1、进料前问灌装机的操作工好没好,好了可以进料
2、进料前把V14(电柜内第4个)、V75(电柜内第5个)打到自动位置
3、开罐阀门,打开2#UHT泵(截止阀必须关上)
-----引料阀上方(CIP阀关闭)把料引过来,
在主页面按(IO键),在选择(生产键)在选择(确认键),,水没上来打循环(上来水后关闭)
4、第20步平衡杠排空:启动产品供给泵使产品充满产品供给管线,排空BTD 中水等待低液位。
第21步第21步生产准备:排水直到TT71达到预先设定的温度,激活V14用水冲洗设备,
第22步平衡缸排空:减活V14,减活V75、V76使水排放,再次排空平衡缸。
第23步平衡缸低液位:再次出现低液位。
第24步进料(奶顶水):当平衡罐的液位达到低液位时,产品给料泵自动开启,V13.1同时打开,置换水并将其排至排放点。
此时均质机延时100秒,开始加压,达到要求压力。
看一下均质机是否自动能加上压。
奶(奶顶水)上来奶后把V75回流打到中间位置,奶合格到27步。
第27步加工生产:此时V76释放,V75激活,进行生产。
在生产中,仅有一小部分产品通过V75回流至平衡缸。
这部分返回的流量,对于V74是必要的,目的是保持灌装机器所需的恒定进料压力。
三、排料
料下去时按无菌水,告诉灌装机换膜,具体步骤为
在主页面按(IO键),在选择(水冲键)在选择(确认键),
41步开水阀(水没上来时打循环)上来后打到自动位置排料,关闭待装罐阀门和UHT泵,告诉CIP冲管道(奶要去回收时,排完料在顶管道)
42步时打开CIP阀冲管道,刷料缸,
43步料排净后,告诉灌装机的操作工冲料缸。
17步关水阀打回流(测一下水的杂质)后再进料
四、AIC中间清洗
清洗前关冰水,把CIP开关(以前是感应灯关闭),
17步在主页面按(IO键),在选择(中间清洗键)在选择(确认键),(把水阀V14、回流V75打到自动位置,)
AIC目的是在完全清洗之前实现下一步加工生产循环,以延长生产时间。
AIC 只能在无菌水循环时进行选择,分为碱洗或酸碱洗,碱循环20分钟,酸只是进行冲洗,并不是循环。
它的目的是在全部清洗之前能有多一点的生产时间。
在清洗期间,保持管温度维持在消毒温度,意味着设备的无菌部分持续消毒。
具体步骤:
第51步准备碱投配:用热水冲洗。
第52步碱投配:先排空,等230秒倒计时开始时,开水阀,加碱(一盆左右)第53步碱循环:关水阀,当TI06、TSL71温度达到50℃开始,碱循环20分钟。
第54步平衡缸排空
第55步水冲:在把水阀打开,排碱750秒,剩5秒时关闭水阀
第56步准备酸投配
第57步酸投配:先排空,等230秒倒计时开始时,开水阀加酸(一盆左右),大约在管道内循环6分钟,可以直接排酸。
第60步酸循环
第61步平衡缸排空
第62步水冲,大约600秒可以将酸排净,V75回流打到中间位置
AIC结束后返回第17步无菌水循环。
第17步无菌水:检验水合格后(灌装机冲料缸,好后进料)
五、最终清洗(CIP):
关闭冰水,电控开关(以前是感应灯)
一般在生产结束后马上进行,在设备因故障而强行停车后也应尽快进行,程序约需90分钟。
CIP是在任何状态下都可选择进行,分为碱洗和酸碱洗,选择之后系统自动运行,碱循环114步。
当TSL71达到55℃时开始倒计时50分钟,酸循环125步,当TSL71达到50℃时开始倒计时30分钟,此时M11真空泵关闭(原因:真空泵是铸铁造成,酸洗时如果抽真空会对其造成损伤,碱洗时温度CIP温度为121或137℃,酸洗时为105℃。
)
17步无菌水,关冰水,回流至自动位置,
17步在主页面按(IO键),在选择(CIP清洗键)在选择(确认键),调V62(8200升/小时)具体步骤:
第113步碱投配:120秒倒计时开始,开水阀加碱大约(3盆或半桶),(先排空,开水阀,上来水后加碱)
第114步碱循环:关水阀,TI06,TSL71温度达到50℃,1200倒计时开始,碱循环开始,900秒左右测一下,碱是否合格(去工艺测)
134步低温碱循环:倒计时1200秒,流量显示6000T/H,调V62到6000
135步排空:
141步冲洗:倒计时开始排碱,把水阀V14打开,水上不来反复打循环,排碱143步加酸:把水阀、回流阀打到自动位置,150秒排空的倒计时,加酸大约三盆半左右。
144步酸循环:当TI06、TSL71温度达到50℃,倒计时1200秒酸循环
145步排空平衡缸:
146步排酸:开水阀,200秒排酸,水上不来打循环。
147步冲洗: 600秒排酸。
结束后所有步骤归”0”。