板式家具工序质量标准及检验规范
- 格式:doc
- 大小:689.00 KB
- 文档页数:32
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:。
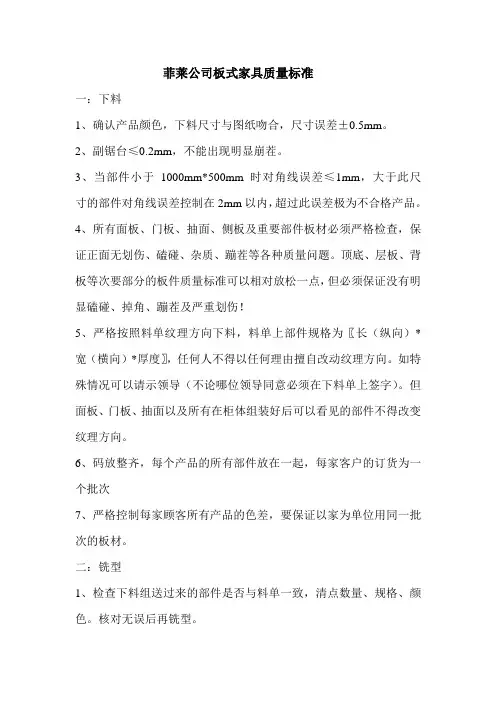
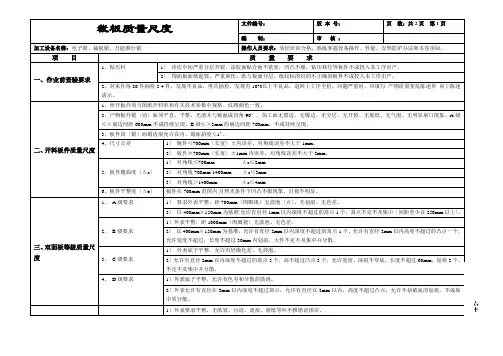
菲莱公司板式家具质量标准一:下料1、确认产品颜色,下料尺寸与图纸吻合,尺寸误差±0.5mm。
2、副锯台≤0.2mm,不能出现明显崩茬。
3、当部件小于1000mm*500mm时对角线误差≤1mm,大于此尺寸的部件对角线误差控制在2mm以内,超过此误差极为不合格产品。
4、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!5、严格按照料单纹理方向下料,料单上部件规格为〖长(纵向)*宽(横向)*厚度〗,任何人不得以任何理由擅自改动纹理方向。
如特殊情况可以请示领导(不论哪位领导同意必须在下料单上签字)。
但面板、门板、抽面以及所有在柜体组装好后可以看见的部件不得改变纹理方向。
6、码放整齐,每个产品的所有部件放在一起,每家客户的订货为一个批次7、严格控制每家顾客所有产品的色差,要保证以家为单位用同一批次的板材。
二:铣型1、检查下料组送过来的部件是否与料单一致,清点数量、规格、颜色。
核对无误后再铣型。
2、所有需铣型产品图样必须保证与图纸一致。
3、,根据料单提供的轨道样式确定开槽位置。
4、所有模板的制作要保证与图纸一致,线条流畅、圆滑无明显弯曲现象,开槽宽度与深度必须与轨道吻合。
5、选用合适刀头,保持刀头锋利,不得出现蹦边现象。
铣型时用力要均匀,完全按照模板形状。
6、所有铣型部件完成后需用砂纸磨平,防止封边不严,如因铣型不平造成的封边脱落现象由铣型组负全责。
三:封边1、先看料单,与料单核对颜色与部件数量、尺寸。
看下料组是否有多下、漏下、错下现象,尺寸是否与料单吻合。
2、所有面板、门板、抽面、侧板及重要部件板材必须严格检查,保证正面无划伤、磕碰、杂质、蹦茬等各种质量问题。
顶底、层板、背板等次要部分的板件质量标准可以相对放松一点,但必须保证没有明显磕碰、掉角、蹦茬及严重划伤!3、粘贴要牢固,胶量要适中。
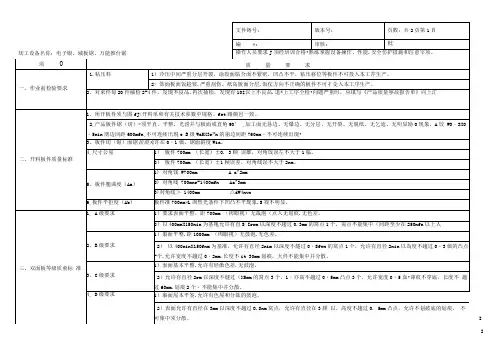
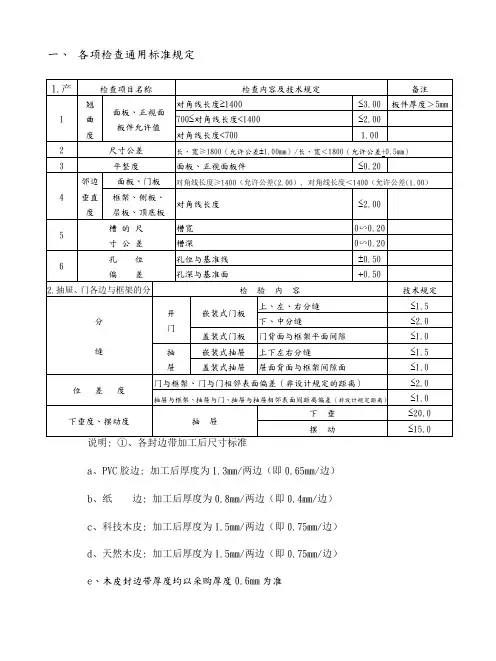
一、各项检查通用标准规定a、PVC胶边: 加工后厚度为1.3mm/两边(即0.65mm/边)b、纸边: 加工后厚度为0.8mm/两边(即0.4mm/边)c、科技木皮: 加工后厚度为1.5mm/两边(即0.75mm/边)d、天然木皮: 加工后厚度为1.5mm/两边(即0.75mm/边)e、木皮封边带厚度均以采购厚度0.6mm为准②、所有零部件图规格尺寸均不含封边带厚度尺寸。
二、产品外观等级规定A级规定1、表面平整, 表面缺陷点规定每0.5平方米不超过一处, 缺陷点直径≤0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约3%。
3、表面不能有划痕、碰伤、爆裂。
4、封边胶合紧密平直, 不能有松脱、缺损现象。
5、站在0.5-0.8米远处, 不可见修补痕。
正常规定视力≥1.0。
表面颜色均匀, 无明显色差。
修补后, 单个的瑕疵规定直径小于0.5mm。
B级规定1、表面平整, 表面缺陷点规定每0.5平方米不超过三处, 缺陷点直径≤0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约5%。
3、表面不能有划痕、碰伤、爆裂。
4、封边胶合紧密平直, 不能有松脱、缺损现象。
5、站在0.5-0.8米远处, 不可见修补痕。
正常规定视力≥1.0。
表面颜色均匀, 无明显色差。
修补后, 单个的瑕疵规定直径小于0.5mm。
C级规定1、表面平整, 表面缺陷点规定每0.5平方米不超过四处, 缺陷点直径≤0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约10%。
3.表面允许有轻微划痕、但不允许有碰伤、爆裂现象。
4、封边胶合紧密平直, 不能有松脱、缺损现象。
D级规定表面平整, 不允许有碰伤、爆裂现象。
边沿平齐, 不能有崩裂现象。
三、产品检查区域(通常分为A.B.C三区)A区:通常指产品使用时常处在视野范围内前方, 面对视野, 容易看到的区域;1、如: 面板、门板、抽面板、高屏背板前面、低屏背板前面、各类脚类及层板、侧板、底板等部件的前面部位。
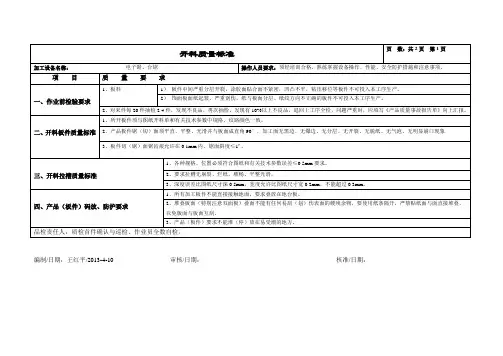
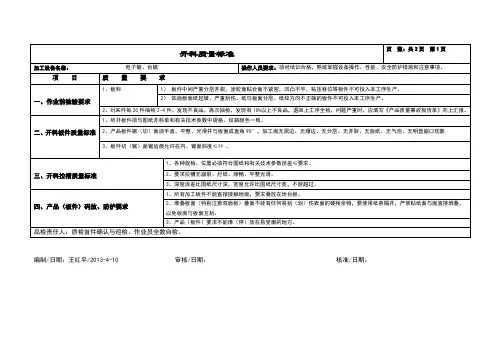
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:审核/日期:核准/日期:编制/日期:王红平/2013-4-10编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。
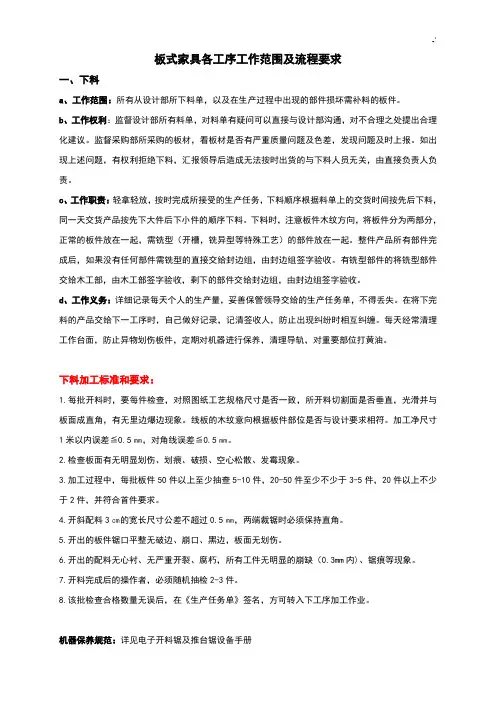
板式家具各工序工作范围及流程要求一、下料a、工作范围:所有从设计部所下料单,以及在生产过程中出现的部件损坏需补料的板件。
b、工作权利:监督设计部所有料单,对料单有疑问可以直接与设计部沟通,对不合理之处提出合理化建议。
监督采购部所采购的板材,看板材是否有严重质量问题及色差,发现问题及时上报。
如出现上述问题,有权利拒绝下料,汇报领导后造成无法按时出货的与下料人员无关,由直接负责人负责。
c、工作职责:轻拿轻放,按时完成所接受的生产任务,下料顺序根据料单上的交货时间按先后下料,同一天交货产品按先下大件后下小件的顺序下料。
下料时,注意板件木纹方向,将板件分为两部分,正常的板件放在一起,需铣型(开槽,铣异型等特殊工艺)的部件放在一起。
整件产品所有部件完成后,如果没有任何部件需铣型的直接交给封边组,由封边组签字验收。
有铣型部件的将铣型部件交给木工部,由木工部签字验收,剩下的部件交给封边组,由封边组签字验收。
d、工作义务:详细记录每天个人的生产量,妥善保管领导交给的生产任务单,不得丢失。
在将下完料的产品交给下一工序时,自己做好记录,记清签收人,防止出现纠纷时相互纠缠。
每天经常清理工作台面,防止异物划伤板件,定期对机器进行保养,清理导轨,对重要部位打黄油。
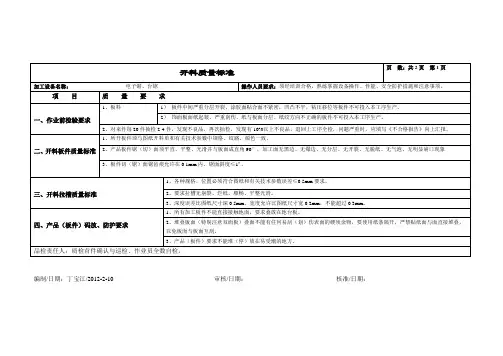
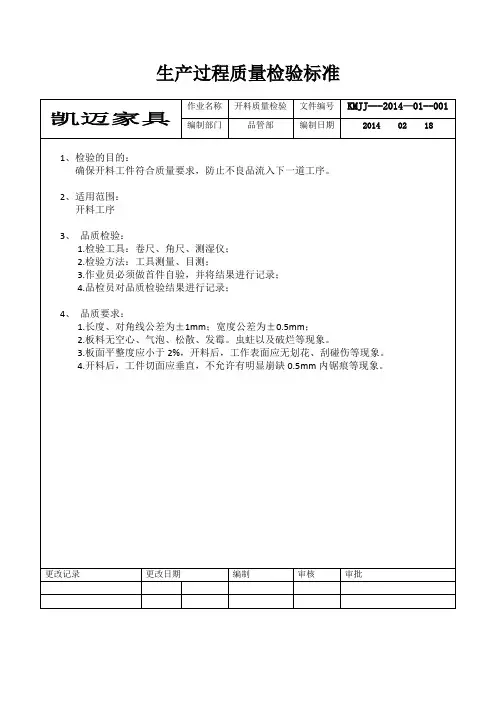
下料加工标准和要求:1.每批开料时,要每件检查,对照图纸工艺规格尺寸是否一致,所开料切割面是否垂直,光滑并与板面成直角,有无里边爆边现象。
线板的木纹意向根据板件部位是否与设计要求相符。
加工净尺寸1米以内误差≦0.5㎜,对角线误差≦0.5㎜。
2.检查板面有无明显划伤、划痕、破损、空心松散、发霉现象。
3.加工过程中,每批板件50件以上至少抽查5-10件,20-50件至少不少于3-5件,20件以上不少于2件,并符合首件要求。
4.开斜配料3㎝的宽长尺寸公差不超过0.5㎜,两端裁锯时必须保持直角。
5.开出的板件锯口平整无破边、崩口、黑边,板面无划伤。
6.开出的配料无心衬、无严重开裂、腐朽,所有工件无明显的崩缺(0.3mm内)、锯痕等现象。
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:。
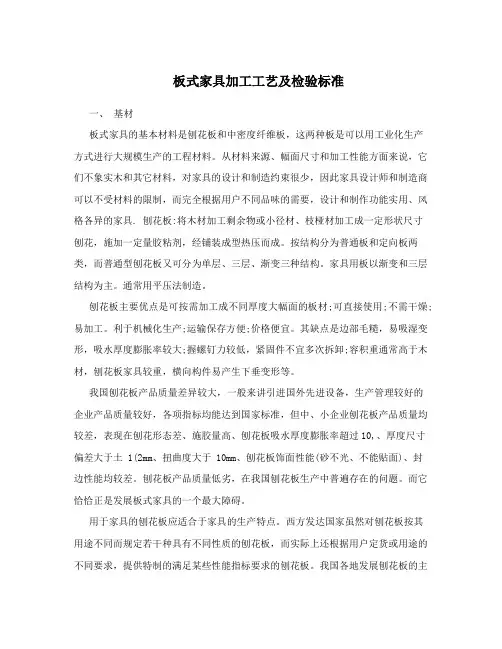
板式家具加工工艺及检验标准一、基材板式家具的基本材料是刨花板和中密度纤维板,这两种板是可以用工业化生产方式进行大规模生产的工程材料。
从材料来源、幅面尺寸和加工性能方面来说,它们不象实木和其它材料,对家具的设计和制造约束很少,因此家具设计师和制造商可以不受材料的限制,而完全根据用户不同品味的需要,设计和制作功能实用、风格各异的家具. 刨花板:将木材加工剩余物或小径材、枝桠材加工成一定形状尺寸刨花,施加一定量胶粘剂,经铺装成型热压而成。
按结构分为普通板和定向板两类,而普通型刨花板又可分为单层、三层、渐变三种结构。
家具用板以渐变和三层结构为主。
通常用平压法制造。
刨花板主要优点是可按需加工成不同厚度大幅面的板材;可直接使用;不需干燥;易加工。
利于机械化生产;运输保存方便;价格便宜。
其缺点是边部毛糙,易吸湿变形,吸水厚度膨胀率较大;握螺钉力较低,紧固件不宜多次拆卸;容积重通常高于木材,刨花板家具较重,横向构件易产生下垂变形等。
我国刨花板产品质量差异较大,一般来讲引进国外先进设备,生产管理较好的企业产品质量较好,各项指标均能达到国家标准,但中、小企业刨花板产品质量均较差,表现在刨花形态差、施胶量高、刨花板吸水厚度膨胀率超过10,、厚度尺寸偏差大于土 1(2mm、扭曲度大于 10mm、刨花板饰面性能(砂不光、不能贴面)、封边性能均较差。
刨花板产品质量低劣,在我国刨花板生产中普遍存在的问题。
而它恰恰正是发展板式家具的一个最大障碍。
用于家具的刨花板应适合于家具的生产特点。
西方发达国家虽然对刨花板按其用途不同而规定若干种具有不同性质的刨花板,而实际上还根据用户定货或用途的不同要求,提供特制的满足某些性能指标要求的刨花板。
我国各地发展刨花板的主要目标之一是为了做家具,而且力求经过表面装饰加工后使用(作为刨花板用户的家具业当然无法直接干预刨花板制造厂家的生产,但是我们应对这种材料在制作家具中应具备的质量要求有一透彻的了解,从而从用户角度对刨花板的性能提出要求。
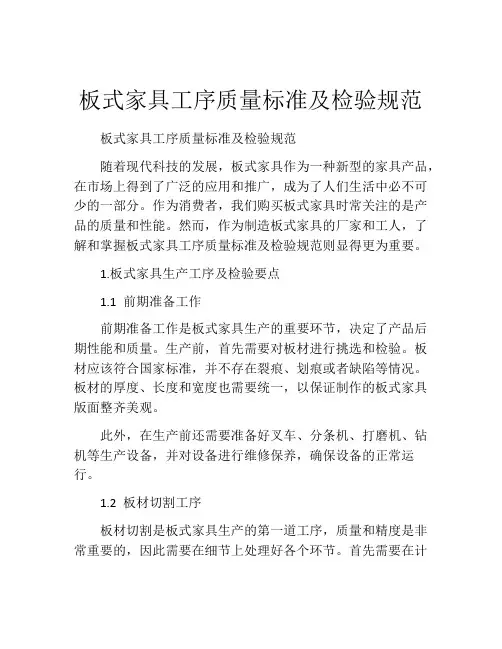
板式家具工序质量标准及检验规范板式家具工序质量标准及检验规范随着现代科技的发展,板式家具作为一种新型的家具产品,在市场上得到了广泛的应用和推广,成为了人们生活中必不可少的一部分。
作为消费者,我们购买板式家具时常关注的是产品的质量和性能。
然而,作为制造板式家具的厂家和工人,了解和掌握板式家具工序质量标准及检验规范则显得更为重要。
1.板式家具生产工序及检验要点1.1 前期准备工作前期准备工作是板式家具生产的重要环节,决定了产品后期性能和质量。
生产前,首先需要对板材进行挑选和检验。
板材应该符合国家标准,并不存在裂痕、划痕或者缺陷等情况。
板材的厚度、长度和宽度也需要统一,以保证制作的板式家具版面整齐美观。
此外,在生产前还需要准备好叉车、分条机、打磨机、钻机等生产设备,并对设备进行维修保养,确保设备的正常运行。
1.2 板材切割工序板材切割是板式家具生产的第一道工序,质量和精度是非常重要的,因此需要在细节上处理好各个环节。
首先需要在计算机中进行设计和确定板材的尺寸、互相搭配的位置,然后根据设计方案使用数控切割机器人对板材进行切割。
在切割过程中,需要注意安全,确保作业人员不会意外受伤。
同时,还需要在切割后进行审查,检查板材有无毛刺、切割平整度等问题,防止影响后续的生产。
1.3 端部粘合工序端部粘合工序是将多块板材粘在一起制作成大尺寸的板式家具的过程。
首先,需要将板材表面清洁干净,保证其平整无油脂或其他物质。
然后,使用多头压接机进行粘接,注意要加强压力,确保板材之间的粘接牢固,避免板材间有空隙。
在端部粘合工序中还需要注重细节,在橱柜和书柜等家具中尤其重要,如门框的内角处和侧板相接口处需用抗裂胶进行黏接,增加接头的牢固性。
同时在粘接后最好进行烘干,约为30分钟,此操作可减少水分含量杜绝板材湿气过多,导致板材变形。
1.4 表面处理工序表面处理工序是板式家具制作中最能展现产品质量和工艺的一个工序。
简单的表面处理会导致板式家具整体外观低档次,而精细的表面处理会让产品看起来高大上,有品质感。
编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:编制/日期:王红平/2013-4-10审核/日期:核准/日期:。
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期: 核准/日期:编制/日期:丁宝江/2012-2-10审核/日期: 核准/日期:。