选粉机效率与细度及循环负荷的关系
- 格式:doc
- 大小:59.50 KB
- 文档页数:7
循环负荷与选粉效率的测定和计算基本概念循环负荷的涵义是:在闭路粉磨系统中,经过粉磨以后的物料进入分级设备分离,再次返回粉磨设备被粉磨的粗料量为循环负荷量,它与从该粉磨系统中排出的物料量之比称为循环负荷率,以百分数表示。
选粉效率的涵义是:在选粉过程中,被分级设备选出的成品中通过某一规定标准筛的细粉量,与喂入该分级设备的物料中通过同一规定标准筛的细粉量之比,也就是成品中的精粉量与喂料中的精粉量之比,以百分数表示。
创造精粉量的涵义是:在单位时间内,物料经过粉磨以后而增加的通过某一标准筛的细粉量,以t /h表示;也可理解为在单位时间内,物料经过粉磨而增加的新生表面积,以cm2/h或m2/h表示。
粉磨过程中粗物料量的测定方法(1)直接测量法直接用粉状物料(或细颗粒)流量计测量粗粉量。
方法有如下几种:①粗料流量计:在选粉机的粗料管路中,设置粉状物料流量计。
这种流量计一般为叶轮流量计,输出信号的指示值反映实际的粗料通过量;②粗料皮带秤:用皮带计量秤直接进行计量;③冲板流量计:粗料通过冲板流量计时,冲板偏转把扭矩转换为电信号,其指示值反映物料通过量。
由于粉状物料流量计的工作部件容易磨损,会影响计量精度,在选用时注意使用条件。
(2)间接测量法①通过测量提升机的负荷,计算物料的流量。
较为简单的一种办法是测量提升机的每个斗子中的装料量以及与此相应的提升机电流值,然后称量出斗子在不同装满程度下的物料输送量,列表找出提升机输送量与电流值的关系。
反之,则可通过记录提升机电流值来大致确定物料流量。
②通过对系统中各点取样作筛分析,根据同一规格标准筛的筛下量%或筛余%来计算物料流量。
循环负荷的计算(1)测出物料流量直接计算循环负荷率以一级闭路系统(如图1)为例,T 为磨机喂料量,T 2为磨内物料通过量,T 3为选粉机的粗料量即返回磨机的粗料量,T 4为选粉机选出的成品量。
根据磨机循环负荷率的涵义,则系统中磨机循环负荷率L 为 L=43T T ×100%=442T T T -×100%∵ T=T 4∴ L=T T T -2×100% T 2=(1+L )T(2)根据物料平衡,按系统中各点物料的筛析结果计算循环负荷率其方法如下:在图中,T 为磨机喂料量,T 2为出磨物料量,T 3为出选粉机的粗料量,T 4为选粉机选出产品量;C 2、C 3、C 4为与T 2、T 3、T 4相应的物料中通过80μm 筛的筛下量%。

循环负荷率与粉磨效率的关系循环负荷率是选粉机粗粉与细分之比。
选粉效率是指出口中某一粒级的细分量与选粉机喂料量中该一粒级含量之比。
它们之间有着密切的关系。
循环负荷过大,磨内物料量过多影响着粉磨效率,循环负荷率反映出磨机和选粉机的配合情况。
循环负荷率的高低也代表着物料在球磨机内的停留时间的长短。
循环负荷率过高,说明物料在磨内停留时间短、其被粉磨的程度可能不足,出磨物料中细粉含量偏低,粉磨系统的台时产量提高受到限制;若循环负荷率过低,物料在磨内停留时间过长,合格的细粉不能及时出磨,容易发生过粉磨现象,也会造成粉磨效率降低、影响磨机产量。
因此,必须在适当的循环负荷率下操作,才能提高磨机的产质量。
循环负荷和级配、磨内通风、设备性能,都有着很大的关系。
1.影响磨机产质量的因素影响磨机产质量的因素很多,其中包括三个大的方面:一是物料性质方面,有入磨粒度、易磨性、成品粒度、物料温度、水分、助磨剂等。
二是工艺参数方面,有球锻级配、装载量、磨内物料流速、冷却、通风等。
三是机械结构方面,有长径比、仓位、衬板形式、篦板形式、篦孔大小、选粉机的性能、收尘效率等。
2.入磨粒度入磨粒度并不是越小越好。
在实际生产中,当把入磨平均粒径降低到10mm以下时,对于磨机产量的增加并不明显。
以前都认为粉磨1吨物料所需的能量是破碎1吨物料所需的能量20倍以上,现在看来这个理论不完全正确。
一台磨机有两个功能,一是破碎,二是研磨,原因是当入磨物料小于一定粒径后,即使再减小入磨粒径,增产的效果也不会明显。
特别是对于闭路系统,管磨机至少设为两仓,前面所说的20倍,是指的研磨仓,大球仓是破碎而不是研磨。
当物料小于一定粒径后,只要一仓的级配合理、仓长到位,物料进入二仓完全能够达到所需粒径要求。
3.钢球级配如何确定一仓最大球径呢:磨机的直径不同,带球高度不同,所产生的势能也完全不同。
从试验看出,当把一个Φ70mm的球从40cm的高度自由落下,其所具有的势能完全可以将一个直径为25mm的熟料颗粒击碎。
粉磨工艺试题(含答案)一、填空题(共10分,每题1分)1.水泥粉磨越细,比表面积越大,水化速度越快,凝结时间越迅速。
2、水泥磨机的传动方式可分为边缴的,中心传动和无齿轮传动。
3、磨内研磨体对物料的作用有冲击作用和研磨作用。
4、水泥磨一仓为阶梯衬板,主要作用是提升钢球;二仓为分级衬板,主要作用为先级。
5、单层隔仓板的篦孔小端为鞋睡,大端为出料端。
6、隔仓板的主要作用为分隔研磨体,防止颗粒物料窜出各出料端,控制物料流动速度,支撑磨机筒体等作用。
7、判断磨机级配是否合理,主要可以根据磨音、磨机产量及细度、磨内检查情况、筛余曲线来判断调整。
8、袋收尘器按清灰装置的工作原理及结构特点可分为机诞打和气体反吹式两类。
9、水泥的比表面积是指一千克水泥所含颗粒的表面积。
10、熟料矿物28d的水化速度大小顺序为C3A>C3S>C4AF>C2S.二、判断题(共10分,每题1分)1、磨机产量较高,但产品细度较低,有可能是由于磨内风速太快,研磨体冲击能力强,研磨能力弱的原因。
(Y)2、选粉机的选粉效率越高越好。
(N)3、比表面积不高,水泥强度一定不高。
(N)4、增加选粉机的转子转速可以降低产品的比表面积。
(N)5、磨机的填充率控制在25∙35%最佳。
(Y)6、影响水泥安定性的主要因素是游离氧化钙和方镁石结晶。
(Y)7、硅酸盐水泥熟料主要是由硅酸三钙、硅酸二钙、铝酸三钙、铁铝酸四钙。
(N)8、当水泥中三氧化硫含量较低时,应减少石膏掺量。
(N)9、开路磨的平均球径比闭路磨应大一些。
(N)10、磨机产量较高,但产品细度较粗,有可能是由于磨内风速太快,研磨体冲击能力强,而研磨能力不足造成的。
(Y)三、选择题(共20分,每题2分)1、闭路粉磨系统的水泥细度是通过(A)来调节。
A、选粉机B、提升机C、喂料量D、隔仓板2、O-sepa高效选粉机的三次风是指(D)。
A、磨内的含尘气体B、提升机等含尘气体C、从上部蜗壳切向出入的风D、从下部锥体进入的清洁空气3、下列混合材中属于活性混合材的是(C)。
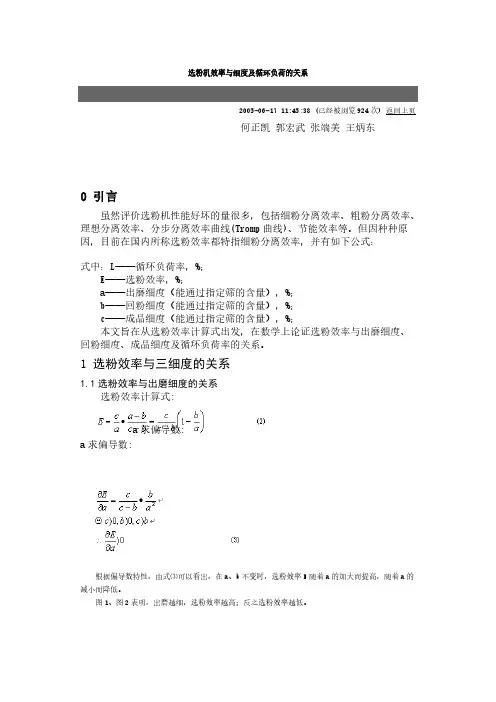
选粉机效率与细度及循环负荷的关系2005-06-17 11:45:38 (已经被浏览924次) 返回上页何正凯郭宏武张端美王炳东0 引言 虽然评价选粉机性能好坏的量很多,包括细粉分离效率、粗粉分离效率、理想分离效率、分步分离效率曲线(Tromp曲线)、节能效率等。
但因种种原因,目前在国内所称选粉效率都特指细粉分离效率,并有如下公式:式中:L——循环负荷率,%; E——选粉效率,%; a——出磨细度(能通过指定筛的含量),%; b——回粉细度(能通过指定筛的含量),%; c——成品细度(能通过指定筛的含量),%; 本文旨在从选粉效率计算式出发,在数学上论证选粉效率与出磨细度、回粉细度、成品细度及循环负荷率的关系。
1 选粉效率与三细度的关系1.1选粉效率与出磨细度的关系 选粉效率计算式:a求偏导数:a求偏导数: 根据偏导数特性,由式⑶可以看出,在a、b不变时,选粉效率E随着a的加大而提高,随着a的减小而降低。
图1、图2表明,出磨越细,选粉效率越高;反之选粉效率越低。
1.2选粉效率与回粉细度的关系 同理,由选粉效率计算式⑵对b求偏导数得: ⑷ 根据偏导数特性,由式⑷可以看出,在a、c不变时选粉效率E随着b的减小而提高,随着b的增加而降低。
1.3选粉效率与成品细度的关系 同理,由选粉效率计算式⑵对c求偏导数得: ⑸ 根据偏导数特性,由式⑸可以看出,在a、b不变时,选粉效率E随着c 的减小而提高,随着c的增加而降低。
图5、图6表明,成品越粗,选粉效率越高;反之,选粉效率越低。
2 选粉效率与循环负荷率的关系2.1受回粉细度的影响 当回粉细度变化而引起循环负荷率变化时,由循环负荷率计算式⑴: 由式⑹可以看出,当a、c不变时,选粉效率E随着循环负荷率L的减小而提高,随着循环负荷率的增加而降低。
图7还有一个现象,c大(成品细)的曲线在c小的曲线之上方,似乎表明成品越细,同样循环负荷率之下选粉效率越高,这与前文论述的结论正好相反。

循环负荷率、选粉效率与粉磨效率之间的关系循环负荷率、选粉效率和粉磨效率是粉磨过程中的三个重要指标,它们之间存在一定的关系。
循环负荷率是指粉磨过程中单位时间内粉磨系统所消耗的电能
与粉磨容量之比,它是衡量粉磨系统效率的重要指标之一。
循环负荷率越高,说明粉磨系统的负载越大,粉磨效率越低。
选粉效率是指粉磨过程中固体颗粒被选捕效率,它取决于粉磨设备的工作原理和机制,如高速旋转的磨盘和磨头对物料的撞击和摩擦作用,以及不同种类的选粉设备的结构和参数等。
选粉效率越高,意味着固体颗粒被选捕的百分比越高,粉磨效率也越高。
粉磨效率是指粉磨过程中粉磨设备的加工能力,它取决于粉磨设备的设计和工作原理,如磨盘和磨头的尺寸、粉磨设备的旋转速度、进料粒度等。
粉磨效率越高,意味着粉磨设备的加工能力越强,能够加工的物料质量也越好。
因此,循环负荷率、选粉效率和粉磨效率之间是相辅相成的关系。
在粉磨过程中,应根据实际情况合理选择循环负荷率、选粉效率和粉磨效率,以达到最佳的生产效率和产品质量。

水泥粉磨工艺知识一、粉磨基础知识粉磨的基本概念:用外力克服固体物料分子之间的内聚力,使之分裂,并使物料颗粒的粒径减小的过程,称之为粉碎或磨碎,简称粉磨。
粉磨的分类:物料的粉碎一般是在破碎机和粉磨机内分别进行的,所以按其粉碎物料的粗细程度又分为破碎和粉磨两个机械操作过程。
粉磨的目的:在于使物料获得必要的分散度,成为一定组成的产品,以满足各工艺过程的要求。
粉磨加工的分类普通粉磨:粒度<80μm,比表面积250~350m2/Kg高细粉磨:粒度<50μm,比表面积350~600m2/Kg超细粉磨:粒度<10μm,比表面积600~800m2/Kg水泥粉磨的意义:水泥熟料的粉磨主要任务是提供一定颗粒组成的成品,水泥的分散度可以用细度和比表面积来表示,在相同的矿物组成条件下,分散度越高,水泥磨的越细,水泥的水化速度越快强度越高,特别是早期强度高,但是当比表面积超过一定限度,强度增长不明显,电耗反而会急剧增加。
粉磨方式不同,即使比表面积相同,强度也会有所差别。
球磨机分类:1、按长度与直径之比分类:短磨机:长径比在2以下时为短磨机,或称球磨机。
中长磨机:长径比在3左右时为中长磨机。
长磨机:长径比在4以上时为长磨机或称管磨机。
球磨机的规格:用筒体直径乘以长度表示,如:Φ4.2×11m球磨机。
2、按生产方式分:干法粉磨机:喂入磨机的物料为干燥状态。
烘干粉磨机:喂入磨机的物料是潮湿的。
湿法粉磨机:物料喂入时加入适量的水。
3、按卸料方式分:①尾卸式磨机:入磨物料由磨机的一端喂入,由另一端卸出,称为尾卸式磨机。
②中卸式磨机:入磨物料由磨机的两端喂入由磨机筒体中部卸出,称为中卸式磨机。
该类磨机相当于两台球磨机并联使用,这样设备紧凑,简化流程。
4、按传动方式分:①中心传动:磨机的传动中心线与磨机的筒体中心线一致。
②边缘传动:磨机的传动轴中心线与磨机筒体中心线平行,传动轴上的小齿轮带动安装在磨机的端盖上的大齿轮,使磨筒体回转。
水泥磨操作—、水泥磨操作原则从思想上说操作员必须要有强烈的责任心和严谨的工作态度。
在保证水泥成品质量的前提下,尽可能的保证系统均衡,稳定,在此基础上稳定磨机产量,逐步提高台时产量。
最后要树立良好的大局观,统一操作思想。
二、开机前准备工作1.检查操作画面、报警表,确认所有设备都备妥,有无影响开机的报警存在。
2.通知现场人员检查设备、电器是满足开机条件。
3.与质量控制部门联系,确认水泥入库号以及生产水泥品种和水泥配比。
4.联系现场人员检查配料站各仓储量,决定是否提前进料。
5.确认各排风机的入口阀门已关闭。
6.得到上级领导和当班调度的开机许可,并通知总降。
三、开机操作1.根据化验室的配比单修改配比。
2.选择水泥库号,启动所入库的收尘器,并打开或关闭相应的气动执行阀、斜槽风机,把三通打到相应位置。
(在开库顶设备的时候必须得到现场人员的认可,以免造成严重的安全事故)3.启动入库收尘组。
4.开启辊压机油站、磨机油站,检查油压,供油油温是否正常。
5.开启排风机,风机入口调节阀可以不开。
开启所有高压设备的冷却风机。
6.开启收尘组及相应的斜槽风机。
7.开循环组,包括出磨提升机,高效选粉机。
(选粉机转速需慢慢调大)8.开循环风机,将排风机的入口阀门逐步开到50%,将循环风机的入口阀门逐步开到80%,将排风机的入口阀门开到80-90%。
9.开启磨机,在开磨机前必须先开启高压油泵。
并需得到电气人员的确认。
10.开入仓输送组,包括皮带、除铁器、收尘器风机,提升机11.根据小仓仓重情况,选择先开棍压机还是喂料组,如果仓位少,先开配料站等仓重达到一定程度后,再开棍压机,先开定辊,再开动辊。
(开预加压后根据辊压机间隙的变化分别进行左右加压,直至间隙与压力稳定在所需要的值)。
12.将循环风机的入口阀门慢慢拉开,随着物料入磨,出磨提升机,高效选粉机负荷的增加,逐步将排风机的入口阀门开到90%,磨排风机的入口阀门根据水泥品种进行调接。
旋风式选粉机的性能及应用主要参数〔1〕生产能力粉磨水泥Q=5.35D2粉磨水泥Q=4.00D2式中Q——生产能力,t/h;D――分级室的直径,m。
〔2〕主轴转速n=(300〜550)0式中n主轴转速,r/min。
〔3〕风量根据实际生产经验,当产品细度为方孔筛筛余6%〜8%,分级室中气流上升的速度取〜/s,再考虑10%左右的漏风量,即可确定风机的风量。
〔4〕旋风筒直径按照进人旋风筒的风量与流经分级室的风量相等的原那么即可算出旋风筒的直径和个数。
Au1=—1Au22式中A】一旋风别离器截面积,m2;TC44 (T+T)C342X100%A2—选分室截面积,m2;u1—旋风别离器截面积风速,m/s;u2一选分室截面积风速,m/s。
旋风别离器的截面风速取S,选粉室内截面风速取〜s来计算,那么A1/A1=〜。
根据这个关系,那么可确定旋风别离器的直径。
旋风别离器直径亦可按下式估算:d二0.438D式中d一旋风别离器直径,D一选粉机直径〔5〕选择粉效率与循环负荷率①选粉效率选粉效率是指选粉后成品中所含细粉量〔一般为通过方孔筛的细粉量〕与选粉机喂料中的细粉量之比,即:TCX100%=TC22如图1所示,由于式上的T2、T3、T4不易测出,故用筛分的方法来计算比拟方便。
根据物料平衡得:T2=T3T4,T2C2=T3C3T4C4,和上式联立,可得:C4(C2—C3)X100%C(C-C)243X 100%图1闭路粉粉磨流程式中T 2、T 3、T 4——选粉机的喂料量、成品量和回磨粗粉量,t/h ;c 2、c 3、C 4――选粉机的喂料、成品和粗粉中小于某粒级的含量,%。
假设用某粒级的筛余=ioo-c 、c‘=ioo -c 、c‘=ioo -c223344关系代入上式,最后得:(100-C C )(C '—C C ) 432—(100-C C (C C-C C )234闭路磨机系统的选粉效率对磨机产量影响很大。
《粉体工程》总复习一、基本概念粉碎过程:固体物料在外力作用下克服其内聚力使之破碎的过程粉碎比:定量描述固体物料经某一粉碎机械粉碎后,颗粒尺寸大小变化的参数多级粉碎比:原料粒度与最终粉碎产品的粒度之比粉体的休止角:粉体堆积层的自由斜面在静止的平衡状态下,与水平面所形成的夹角选粉效率:选粉设备出口中某一粒级的细粉量与选粉机喂料量中该粒级的含量之比,选粉设备分选出合格的物料质量 /进入选粉设备的全部合格物料的总质量=E=m / M循环负荷率:选粉机粗粉(G)与细粉(Q)之比,粗颗粒回料的质量 / 该级粉碎(磨)产品的质量=K=G / Q 粉碎平衡:粉碎过程中粗颗粒细微化过程与微细粉体凝聚过程的平衡开放屈服强度:与自由表面相垂直的表面上只有正应力而无切应力流动函数:表示松散颗粒粉体的流动性能:开放屈服强度:预密实应力ccffFFσσ=流动函数FF<2 2<FF<4 4<FF<10 FF>10粉体的流动性强粘附性流不动有粘附性不易流出易流动自由流动粉体的团聚性强团聚性团聚性轻微团聚性不团聚粒度分布:表征多分散体系中颗粒大小不均一的程度 (或表示粉体中不同粒径区间颗粒的含量)累积分布:大于或小于某一粒径的颗粒在全部颗粒中所占的比例偏析:粉体颗粒在运动、成堆或从料仓中排料时,由于粒径、颗粒密度、颗粒形状、表面性状等差异,粉体层的组成呈不均质的现象钳角:颚式破碎机动颚和定颚间的夹角α称为钳角,钳角a指两锥面间的夹角(圆锥破碎机)。
物料与两辊接触点的切线的夹角α称为辊式破碎机的钳角。
摩擦角:由于颗粒间的摩擦力和内聚力而形成的角统称为摩擦角。
粗糙度系数:R = Ar / Ag 式中Ag为几何表面,Ar为实际表面,R值影响粒子间的摩擦、粘附、吸水性等物化性能易磨性系数:表示粉磨的难易程度量标准物料单位功率的产物料单位功率的产量标物==qqKm标准偏差:表示数据波动幅度tdS:数据的数量xi:每个数据的数值整体流:仓内整个粉体层能够大致上均匀流出漏斗流:只有料仓中央部分产生流动,流动区域呈漏斗状,使料流顺序紊乱,甚至有部分粉体停滞不动空隙率:是粉体中空隙所占有的比率粒子内空隙率:e内=(Vg-Vt)/ Vg =1-rg / rt粒子间空隙率:e间=(V-Vg)/ V = 1- rb/rg 总空隙率:e总=(V -Vt)/ V =1- rb/rt。
五、钢球级配:1、戴维斯法:钢球磨损后的重量G 与原有重量G 0之间有下列关系:10K tG G e-= (486)对每隔一钢球,其直径按侠士规律变化:10K td de '-= (487)钢球的磨损量与其表面积A 的关系:2dG K Adt -= (488) 积分后可得钢球直径变化为:02d d K t =- (489) 2、波纳塔特提出一种综合理论,他认为钢球的磨损速度与钢球原来的重量和表面积均有关系,即:12()dG K G K A dt -=+ (490) 变换得:12dGdt K G K A-=+ (491)积分后:1212dG ddt K G K A K d K -==+''+⎰⎰ (492)钢球磨损方程式:11201(1)K tK t K d d e e K ''--'=--'(493) 3、钢球磨损量可用下式表达:0ndG Kd dt -= (494)式中的指数n ≥2 4、王仁东法:0.07K = (495) 式中:K —钢球磨损率,㎏/t ; C —粉磨系数,与物料有关:K d —入磨物料粒度,以物料80%通过筛子的筛孔尺寸表示,mm s d —出磨物料粒度,以物料80%通过筛子的筛孔尺寸表示,mm5、表面积假说补球:钢球直径的减小量是一个常数:(常数)ddK dt=-(496) 在稳定操作平衡状态下,磨内各种大小钢球所占的百分数为:31006i d Z Gtπυ⋅⋅⋅(497) 平衡状态下补充的钢球占磨内总秋粮的百分数就等于直径小于d 的钢球在总球量中所减少百分数,于是:31006i d Z Gtπυ⋅⋅⋅(498) 上两式中:i d —球径;i Z —该直径的钢球数目;υ—钢球的重度; Gt —磨内总钢球量;D —小于直径为d 的钢球累计重量百分数(负累计) t —运转时间,即补充钢球的时间间隔; d —补充的球径;z —保护冲的钢球数目(个数); 如果令1006Z Gtπυε=,则有: 3dDd dtε-= (499)时间间隔很小时: 3dD d dd Kε-= (500)积分后得: 3dD d dd Kε=⎰⎰ (501)44D d K Kε'=+令4K Kε''=,则上式:4D K d K '''=+ (502) 双边取对数,则有:log log 4log D K d ''=+ (503) 6、当管磨机在工作时温度会升高,引起衬板的膨胀。
轮回负荷率的界说及盘算
轮回负荷率(K)是指选粉机的回粉量(即粗粉)(T)与成品量(Q)之比,它是一项直接关系到闭路粉磨体系产.质量的主要工艺参数.
轮回负荷率由下式盘算:
式中:K——轮回负荷率(%)
a ——出磨物料(即入选粉机物料)经由过程指定筛孔筛的物料量的百分数.
b ——回料(指选粉机粗粉)经由过程指定筛孔筛的物料量的百分数.
c ——产品(指选粉机细粉)经由过程指定筛孔筛的物料量的百分数.
A ——出磨物料(即入选粉机物料)细度筛余百分数(%)
B ——回料(指选粉机粗粉)细度筛余百分数(%)
C ——产品(选粉机细粉)细度筛余百分数(%)
选粉效力的界说及盘算
选粉机的选粉效力是指选粉后的成品中所含的经由过程划定孔径筛网的细粉量与进选粉机物估中经由过程划定孔径筛网的细粉
量之比,称为选粉效力,它也是一项直接关系到闭路粉磨体系产质量的主要工艺参数.用下式盘算:
式中:η ——选粉效力(%)
a ——出磨物料(入选粉机物料),经由过程指定筛孔筛的物料量(%)
b ——回料(选粉机粗粉),经由过程指定筛孔筛的物料量(%)
c ——产品(选粉机细粉)经由过程指定筛孔筛的物料量(%)
A ——出磨物料(即入选粉机物料)细度筛余百分数(%)
B ——回料(指选粉机粗粉)细度筛余百分数(%)
C ——产品(选粉机细粉)细度筛余百分数(%)。
选粉机效率与细度及循环负荷的关系
2005-06-17 11:45:38 (已经被浏览924次) 返回上页
何正凯郭宏武张端美王炳东
0 引言
虽然评价选粉机性能好坏的量很多,包括细粉分离效率、粗粉分离效率、理想分离效率、分步分离效率曲线(Tromp曲线)、节能效率等。
但因种种原因,目前在国内所称选粉效率都特指细粉分离效率,并有如下公式:
式中:L——循环负荷率,%;
E——选粉效率,%;
a——出磨细度(能通过指定筛的含量),%;
b——回粉细度(能通过指定筛的含量),%;
c——成品细度(能通过指定筛的含量),%;
本文旨在从选粉效率计算式出发,在数学上论证选粉效率与出磨细度、回粉细度、成品细度及循环负荷率的关系。
1 选粉效率与三细度的关系
1.1选粉效率与出磨细度的关系
选粉效率计算式:
a求偏导数:
a求偏导数:
根据偏导数特性,由式⑶可以看出,在a、b不变时,选粉效率E随着a的加大而提高,随着a的减小而降低。
图1、图2表明,出磨越细,选粉效率越高;反之选粉效率越低。
1.2选粉效率与回粉细度的关系
同理,由选粉效率计算式⑵对b求偏导数得:
⑷
根据偏导数特性,由式⑷可以看出,在a、c不变时选粉效率E随着b的减小而提高,随着b的增加而降低。
1.3选粉效率与成品细度的关系
同理,由选粉效率计算式⑵对c求偏导数得:
根据偏导数特性,由式⑸可以看出,在a、b不变时,选粉效率E随着c
的减小而提高,随着c的增加而降低。
图5、图6表明,成品越粗,选粉效率越高;反之,选粉效率越低。
2 选粉效率与循环负荷率的关系
2.1受回粉细度的影响
当回粉细度变化而引起循环负荷率变化时,由循环负荷率计算式
⑴:
由式⑹可以看出,当a、c不变时,选粉效率E随着循环负荷率L的减小而提高,随着循环负荷率
的增加而降低。
图7还有一个现象,c大(成品细)的曲线在c小的曲线之上方,似乎表明成品越细,同样循环负荷率之下选粉效率越高,这与前文论述的结论正好相反。
这其实是个假象,因为循环负荷率L又是成品细度c的函数,c的改变不可能不引起循环负荷率的改变。
这种假象在本文后续曲线图上依然存在。
2.2受出磨细度的影响同理,当出磨细度变化而引起循环负荷率变化时,由式⑴和式⑵可得:
⑺
由式⑺可以看出,当b、c不变时,E随着L的减小而提高,随着L的增加而降低。
图9、图10表明,当L的改变只起因于a时,E随L的减小而提高,随L的增加而降低。
图10回粉细度b=25%时选粉效率与循环负荷率关系
2.3受成品细度的影响
同理,当成品细度变化而引起循环负荷率变化时,由式⑴和式⑵可得:
图11、图12表明,当L的改变只起因于c时,E随着L的减小而提高,随着L的增加而降低。
综上所述,不论出磨细度a、回粉细度b、成品细度c三个量中哪个量的变化引起循环负荷率L的减小时,都将导致选粉效率E的提高,当循环负荷率L增加时,选粉效率E降低。
2 结论
以上仅从选粉效率计算式推导出选粉效率的易变化性。
实际生产中,物料的温度、水分、附着性、密度、料风比等都影响着选粉效率,因此选粉效率是一个易变的量。
有一种错误观点认为选粉效率越高越好。
我们追求的是高产量、低能耗,而一旦受挫,首先要检测的技术指标就是选粉效率,而一旦选粉效率不高就联想到选粉机分选性能不好。
实际上,生产中选粉效率高不代表选粉机分选性能好,也就不可能对应系统产量高、能耗低,有时正好相反。
基于对以上错误观点的矫枉过正,另一种错误观点认为某些情况下选粉机分选性能不能太好。
其实在任何情况下都是选粉机的分选性能越高越好,但这个分选性能不是简简单单的用选粉效率这单一参数来考察。
以上两种错误观点都来源于把选粉效率与选粉机分选性能相混淆。
其实生产中的选粉效率高低并不代表选粉机的分选性能的好坏,而只能代表选粉机工作的参数区间的高低。
只有在实验室条件下,才能创造同等对比条件,这种同等对比条件下的选粉效率的高低,才能代表选粉机的性能优劣。