塑胶件拔模角 ppt课件
- 格式:ppt
- 大小:4.41 MB
- 文档页数:29

第三章拔模斜度基本设计守则塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。
若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。
要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。
因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。
不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
1度的出模角。
3.1(7)具备以下条件的型芯,可采用较小的拔模斜度:(1)顶出时制品刚度足够。
(2)制品与模具钢材表面的摩擦系数较低。
(3)型芯表面的粗糙度值小,抛光方向又与制品的拔模方向—致。
(4)制品收缩量小,滑动摩擦力小。
不同材料的设计要点ABS???一般应用边0.5°至1°就足够。
有时因为抛光纹路与出模方向相同,出模角可接近至零。
有纹路的侧面需每深0.025mm(0.001 in)增加1°出模角。
正确的出模角可向蚀纹供应商取得。
LCP???因为液晶共聚物有高的模数和低的延展性,倒扣的设计应要避免。
在所有的筋、壁边、支柱等凸出胶位以上的地方均要有最小0.2-0.5°的出模角。
若壁边比较深或没有磨光表面和有蚀纹等则有需要加额外的0.5-1.5°以上。
PBT???若部件表面光洁度好,需要1/2°最小的脱模角。
经蚀纹处理过的表面,每增加0.03mm (0.001in )深度就需要加大1°脱模角。
PC???脱模角是在部件的任何一边或凸起的地方要有的,包括上模和下模的地方。
脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来说,对模塑产品的任何一个侧面,都需有一定量的脱模斜度,以便产品从模具中顺利脱出。
塑件设计之拔模角度确定脱模斜度的大小一般以0.5°~1°居多。
具体选择脱模斜度注意以下几点:⑴、塑件表面是光面的,尺寸精度要求高的,收缩率小的,应选用较小的脱模斜度,如0.5°。
⑵、较高、较大的尺寸,根据实际计算取较小的脱模斜度。
⑶、塑件的收缩率大的,应选用较大的斜度值。
⑷、塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采用较大的数值。
⑸、透明件脱模斜度应加大,以免引起划伤。
一般情况下,PS料脱模斜度应不少于2.5°~3°,ABS及PC料脱模斜度应不小于1.5°~2°。
⑹、带皮纹、喷砂等外观处理的塑件侧壁应根据具体情况取2°~5°的脱模斜度,视具体的皮纹深度而定。
皮纹深度越深,脱模斜度应越大。
⑺、结构设计成对插时,插穿面斜度一般为1°~3°。
⑻、取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜度由缩小方向取得。
⑼、一般情况下,脱模斜度不包括在塑件公差范围内。
⑽、外壳面脱模斜度大于等于3°。
除外壳面外,壳体其余特征的脱模斜度以1°为标准脱模斜度。
特别的也可以按照下面的原则来取:低于3mm高的加强筋的脱模斜度取0.5°,3~5mm取1°,其余取1.5°;低于3mm高的腔体的脱模斜度取0.5°,3~5mm取1°,其余取1.5°。

塑胶拔模斜度塑胶拔模斜度是一个非常重要的概念,在塑料注塑加工过程中起着至关重要的作用。
塑胶拔模斜度是指模具中的零件在脱模时从模具中顺利脱出所需要的倾斜角度。
正确的塑胶拔模斜度可以保证零件的质量,提高生产效率,减少模具的磨损。
塑胶拔模斜度对于塑料零件的质量有着直接的影响。
如果没有适当的拔模斜度,塑料零件在脱模时可能会受到损坏,甚至出现变形。
这是因为在注塑过程中,塑料材料会受到一定的压力和温度,如果没有足够的拔模斜度,零件在脱模时会受到拉伸和扭曲的力,导致零件的形状不符合设计要求。
而正确的拔模斜度可以使零件顺利地从模具中脱出,保证零件的尺寸和形状的准确性。
塑胶拔模斜度还可以提高生产效率。
在注塑生产中,零件从模具中脱出是一个非常重要的环节。
如果没有适当的拔模斜度,零件很容易粘在模具上,需要用力去拆卸,这样会增加生产时间和人力成本。
而正确的拔模斜度可以使零件轻松地从模具中脱出,减少了拆卸的工作量,提高了生产效率。
塑胶拔模斜度还可以减少模具的磨损。
在注塑过程中,模具会受到一定的压力和摩擦力,如果没有适当的拔模斜度,模具表面会受到额外的刮擦和磨损。
而正确的拔模斜度可以减少零件和模具的接触面积,减少了刮擦和磨损,延长了模具的使用寿命。
那么,如何确定适当的塑胶拔模斜度呢?首先,需要考虑零件的材料和形状。
不同的材料和形状对于拔模斜度的要求是不同的。
通常情况下,较软的材料和较复杂的形状需要更大的拔模斜度。
其次,还需要考虑模具的结构和设计。
不同的模具结构和设计也会对拔模斜度的要求产生影响。
最后,还需要考虑注塑机的参数和工艺。
注塑机的参数和工艺对于注塑过程的控制和调整也会对拔模斜度产生影响。
总结起来,塑胶拔模斜度在塑料注塑加工过程中起着至关重要的作用。
正确的拔模斜度可以保证零件的质量,提高生产效率,减少模具的磨损。
确定适当的拔模斜度需要考虑零件的材料和形状、模具的结构和设计以及注塑机的参数和工艺。
只有在各个方面的考虑和调整下,才能得到最佳的拔模斜度,实现高质量的塑料注塑加工。
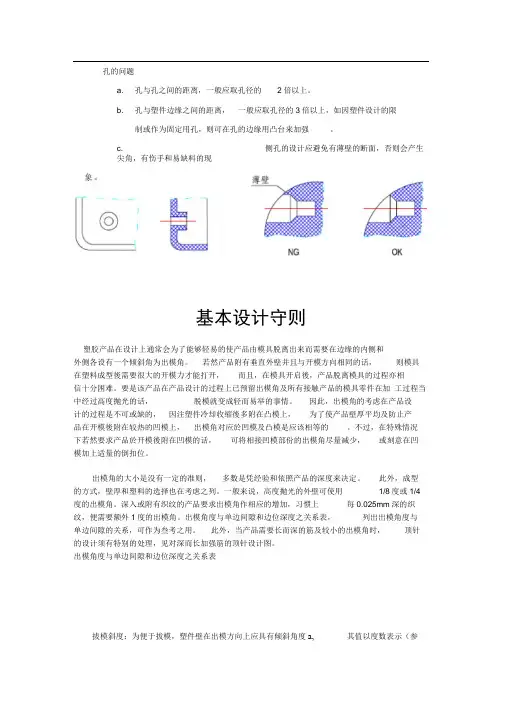
孔的问题a. 孔与孔之间的距离,一般应取孔径的2倍以上。
b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和易缺料的现基本设计守则塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。
若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。
要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。
因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。
不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来说,高度抛光的外壁可使用1/8度或1/4度的出模角。
深入或附有织纹的产品要求出模角作相应的增加,习惯上每0.025mm深的织纹,便需要额外1度的出模角。
出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。
此外,当产品需要长而深的筋及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。
出模角度与单边间隙和边位深度之关系表拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度a, 其值以度数表示(参见表2-4)。
3.1拔模斜度确定要点(1) 制品精度要求越高,拔模斜度应越小。
(2) 尺寸大的制品,应采用较小的拔模斜度。
(3) 制品形状复杂不易拔模的,应选用较大的斜度。
塑胶件的结构设计:拔模斜度篇(下)05拔模斜度设计的原则•保证出模要求•保证结构功能•保证外观要求二、保证结构功能一个完整的产品本质上是不同的零件有序的构成,不同零件之间通过连接关系连接成一个整体,一个零件的拔模不仅仅对自身的结构产生影响,同时也会影响到与之配合的另一零件。
1、零件拔模后,对螺丝支承面的影响。
对支撑面进行拔模,可以方便出模,但是拔模后,螺丝的支承面与螺柱中心线不垂直,强行锁紧后,被固定件可能会被压歪。
2、零件拔模后,对过盈配合的影响。
塑胶件之间可以互相配对拔模,过盈配合精度不影响,但是对于无拔模斜度的标准件(如轴承、转轴等)与塑件件过盈配合就需要注意,比如以下这种小轴与柱子内孔的过盈配合,内孔如果拔模,过盈效果容易失效,内孔通过司筒针出模可以实现内孔无拔模。
对于轴承的过盈配合,稍大的轴承孔无法通过司筒针出模达到无拔模斜度,采用常规出模方式需要设计拔模斜度,如下面轴承孔,内孔大面拔模,筋位面积小,可以不拔模,强脱出模。
3、零件拔模后,分型面的确定会影响结构精度。
在拔模时,当对零件中的d1、d2、d3、d4有同心度要求时,分型面必须在A~A处且d1与d2设计在同一型芯上才能使模具保证其要求。
4、零件拔模后,分型线(夹线)出模、外观、结构的影响。
一般的通孔是通过前后模的碰穿成型,只是碰穿位置的不同,导致夹线的位置也不同,通孔拔模后,一般有以下3种碰穿方式,夹线(批锋)就产生在前后模的相碰处。
1)前模碰后模,即孔的内壁面拔模后留在前模,常应用于外观的一些特征孔,如散热孔、出音孔、外接口孔等,这些孔一般在外观面上不允许看到孔的夹线或批锋,并且一般都需要导角,所以一般选择此方式,但是,值得注意的是,这种方式有粘前模的风险,特别是孔的个数较多时,如一些散热孔、出音孔,所以,如果后模没有足够的结构保证模具前后模分开时留在后模,应考虑使用前后模对碰,且前模碰的深度小于后模碰的深度。
2)后模碰前模,即孔的内壁面拔模后留在后模,这方式处理的孔一般不单独呈现,因为夹线(批锋)呈现在外观处,通常是跟其他零件一起配合使用,比如孔的中间装配一个装饰件,由于此方式成型的孔批锋在外观面上,如果装饰件与外壳平齐,由于可能存在误差(模具精度不高或结构不牢靠的情况下),实际上不平齐,会有段差,这时就容易刮手;如果在外观处两件分别导R角,虽然不会刮手,但从外观上看缝隙会变大;如果只装饰件导R角,且装饰件外观面比外壳面高0.2左右,这样就不会刮手,且外观上看缝隙也不会变大。