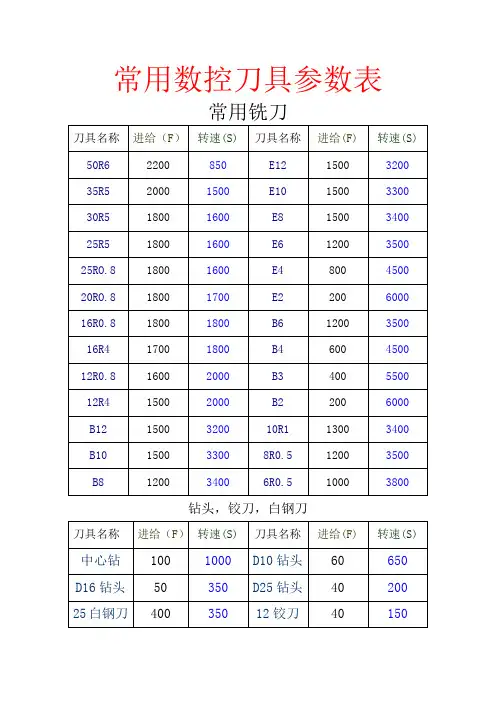
刀具使用参数表
- 格式:doc
- 大小:173.50 KB
- 文档页数:6
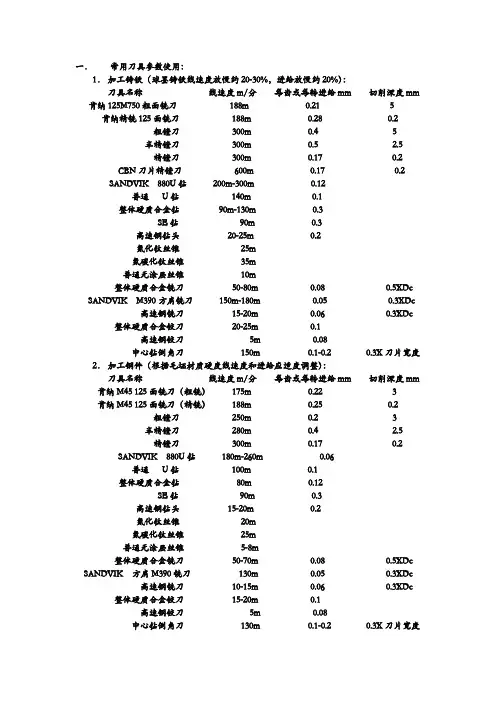
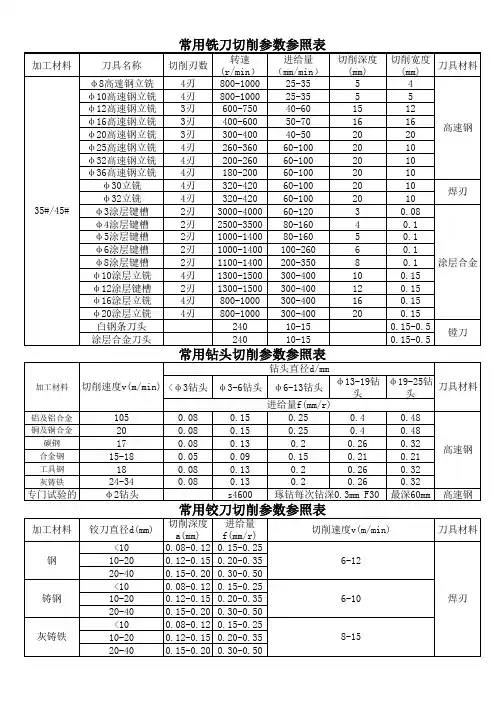
一.常用刀具参数使用:1.加工铸铁(球墨铸铁线速度放慢约20-30%,进给放慢约20%):刀具名称线速度m/分每齿或每转进给mm 切削深度mm 肯纳125M750粗面铣刀188m 0.21 5 肯纳精铣125面铣刀188m 0.28 0.2粗镗刀300m 0.4 5半精镗刀300m 0.5 2.5精镗刀300m 0.17 0.2 CBN刀片精镗刀600m 0.17 0.2SANDVIK 880U钻200m-300m 0.12普通U钻140m 0.1整体硬质合金钻90m-130m 0.3SE钻90m 0.3高速钢钻头20-25m 0.2氮化钛丝锥25m氮碳化钛丝锥35m普通无涂层丝锥10m整体硬质合金铣刀50-80m 0.08 0.5XDc SANDVIK M390方肩铣刀150m-180m 0.05 0.3XDc 高速钢铣刀15-20m 0.06 0.3XDc 整体硬质合金铰刀20-25m 0.1高速钢铰刀5m 0.08中心钻倒角刀150m 0.1-0.2 0.3X刀片宽度2.加工钢件(根据毛坯材质硬度线速度和进给应适度调整):刀具名称线速度m/分每齿或每转进给mm 切削深度mm 肯纳M45 125面铣刀(粗铣)175m 0.22 3肯纳M45 125面铣刀(精铣)188m 0.25 0.2粗镗刀250m 0.2 3半精镗刀280m 0.4 2.5精镗刀300m 0.17 0.2 SANDVIK 880U钻180m-260m 0.06普通U钻100m 0.1整体硬质合金钻80m 0.12SE钻90m 0.3高速钢钻头15-20m 0.2氮化钛丝锥20m氮碳化钛丝锥25m普通无涂层丝锥5-8m整体硬质合金铣刀50-70m 0.08 0.5XDc SANDVIK 方肩M390铣刀130m 0.05 0.3XDc 高速钢铣刀10-15m 0.06 0.3XDc 整体硬质合金铰刀15-20m 0.1高速钢铰刀5m 0.08中心钻倒角刀130m 0.1-0.2 0.3X刀片宽度。
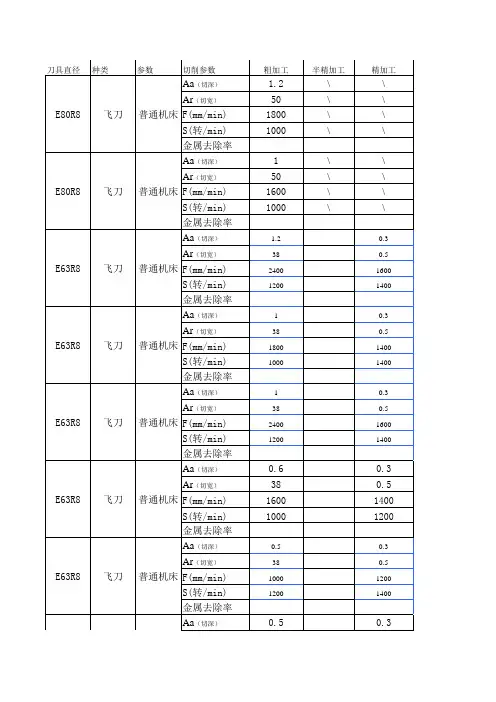
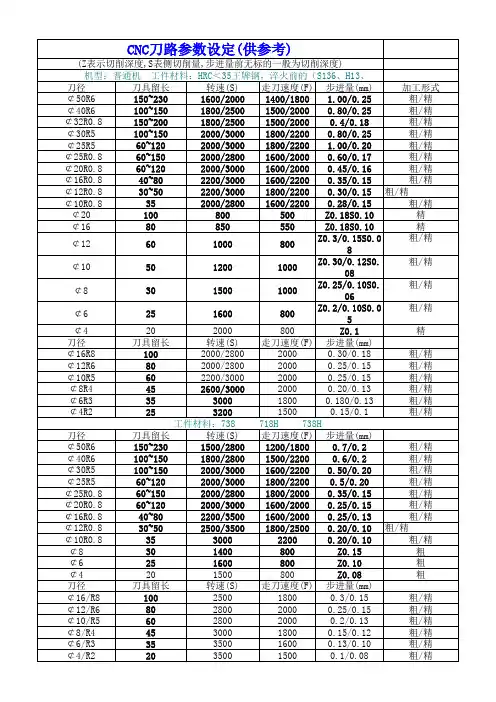
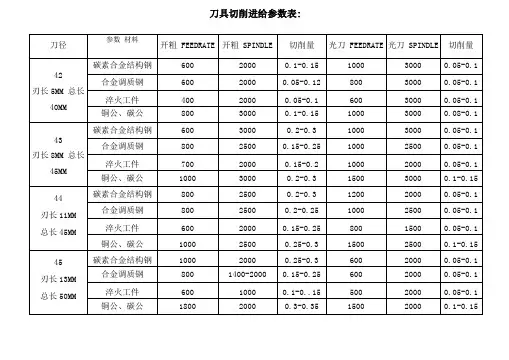
各种刀的参数飞刀参数刀具类型加工深度普通长度转速S切削速度F吃刀量ZD100R1.62002505001000 0.2-0.5 D80R1.6 200250500 1000 0.2-0.5 D63R8 180100500-700 1500-1800 0.5-1.5D63R6 140140500-700 1500-1800 0.5-1.5D63R2 300300500-700 1200-1800 0.5-1.5D50R880100500-7001200-1500 0.5-1.5D32R5 1202501200-1500 1000-1500 0.5-1.5D32R2 1002001200-1500 1200-1500 0.5-1D40R0.8 1502501200-1500 1200-1500 0.2-0.5D35R0.8 3003501200-1500 1200-1500 0.2-.5D32R0.8 100-150 2301200-1500 1200-15000.2-0.5D25R4802001000-1500 1000-2000 0.3-0.5D20R0.4 80-120 1501300 15000.3-0.5D16R0.4 60-100 1501200-1500 1000-2000 0.2-0.5D30R15100-160 2301200-1500 1000-1500 0.3-0.6D20R10 80-120 1601000-1200 1000-1500D16R880-120 1601200-1500 1000-1500 0.3-0.5D12R6601001000-15000.-0.5D10R560100>1500100-15000.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S切削速度F 吃刀量125025/7526/100 1800500-1500 0.05-0.5 105022/7025/100 2000 500-1500 0.05-0.5 84519/6015/100 2500 500-1500 0.05-0.5 63013/5015/100 3000500-1500 0.05-0.4 43011/503500 500-1500 0.05-0.3 2258/504000 500-1500 0.05-0.3 1206/50500-1500 0.05-0.15 R67522/7522/100 2000 1000-2000 0.2-17518/7018/00 2000 1000-2000 0.2-1R47514/6014/1002000 1000-2000 0.2-1R37512/5012/100 2500800-1500 0.2-0.8R2.53010/503000 800-1500 0.15-0.6 R2258/50300800-1500 0.15-0.6 R1.5258/503500 800-1500 0.15-0.6R1255/504000 500-800 0.1-0.2 R0.5 252.5/505000500-8000.025白钢刀刀具类型加工深度普通长度普通加长转速S切削速度F3280-120 60/125 106/186 300-400 500-1000 0.1-12580-12090/166 300-400 500-1000 0.1-12012050/110 75/141 500-700 500-10000.1-11612040/9565/123 500-800 500-1000 0.1-11210030/8053/110 500-1000 500-1000 0.1-1108023/7545/95 800-1000500-1000 0.1-0.8 85020/6528/82 800-1200 500-1000 0.1-0.5 65015/60800-1200 500-1000 0.1-0.5 R88032/9235/140 800-1000500-1000 0.2-0.4 R68026/8326/120 800-1000 500-1000 0.2-0.4 R56020/7220/110 800-1000 500-1100 0.2-0.4 R45019/6320/1001000-1500 500-1000 0.2-0.4R33013/5715/90 1000-1500 500-1000 0.2-0.4注:以P20钢材为中间参考值,切削速度取中间值,硬度于P20调低,硬度低于P20调高。
加工59铜(高频模、烫金模)的刀具使用参数表附表一、使用200-2mm锥刀进行高频模开粗加工时的工艺参数附表三、20°系列刀具加工紫铜材料的工艺参数表附表四、20°系列刀具加工铬钢材料的工艺参数表附表五、30°系列刀具加工59铜材料的工艺参数表附表六、30°系列刀具加工紫铜材料的工艺参数表刀具“双边切”吃刀度(mm)“双边切”进给速度(m/min)“单边切”吃刀深度(mm)“单边切”进给速度(m/min)附表八、20°系列刀具精修加工紫铜材料的工艺参数表附表九、20°系列刀具精修加工铬钢材料的工艺参数表附表十、30°系列刀具精修加工59铜材料的工艺参数表附表十一、30°系列刀具精修加工紫铜材料的工艺参数表附表十二、30°系列刀具精修加工铬钢材料的工艺参数表附表十三、10°系列刀具精修加工59铜材料的工艺参数表附表十四、30°系列刀具加工铬钢材料的工艺参数表附表十五、10°系列刀具开粗加工59铜材料的工艺参数表加工滴塑模刀具使用参数表表9-1 锥度为10度的刀具雕刻隔色壁时L1的宽度值表L2代表隔色壁下表面宽度,H代表隔色壁高度。
表9-2 锥度为15度的刀具雕刻隔色壁时L1的宽度值表- 精雕机加工以钢为材料的冲头、冲模和压花刀模等小型模具有较大的优势,但在加工开粗量相对较大的注塑模时精雕机有一定的难度,主要原因是精雕机使用的主轴电机的转速较高,这样造成刀具的磨损较大!但是,现在确实有些客户在使用精雕机加工钢模具,事实上按照精雕科技的工艺精雕机也是可以干得较为顺手的!下面给出总公司技术支持部在使用精雕机加工45#钢(不调质)的加工方案、加工效率和刀具使用的情况说明。
(注:可编辑下载,若有不当之处,请指正,谢谢!)。
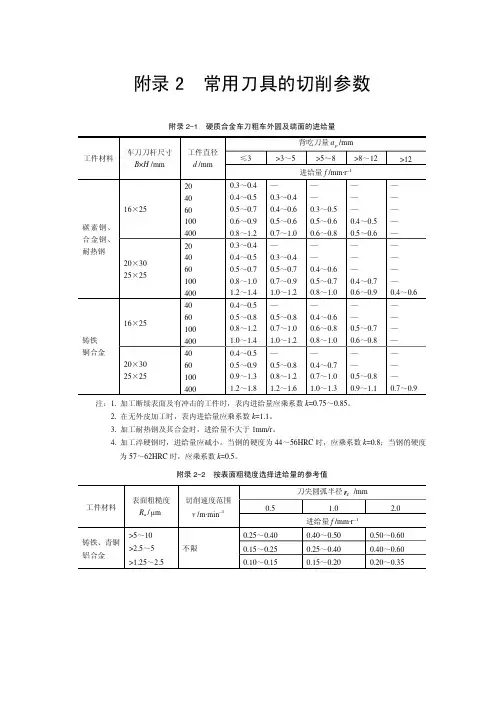
附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
切削参数表(螺纹刀)
刀具类型:螺纹刀
注意事项:
- 切削速度:根据加工材料选择合适的切削速度,通常在合金
钢为30-60 m/min,不锈钢为20-40 m/min,铸铁为50-100 m/min。
- 主轴转速:根据刀具直径选择合适的主轴转速,主轴转速=切削速度×1000÷(π×刀具直径)。
- 切削深度:根据加工要求和刀具的强度选择合适的切削深度。
- 进给速率:根据加工要求和切削深度选择合适的进给速率。
- 刀具半径:根据要加工的螺纹尺寸选择刀具半径。
- 加工材料:根据加工要求选择合适的材料。
- 切削方向:根据螺纹走向选择合适的切削方向。
- 切槽方向:根据切槽要求选择合适的切槽方向。
- 表面质量要求:根据加工要求选择合适的表面质量要求。
请根据实际情况填写以上参数,并确保操作安全。
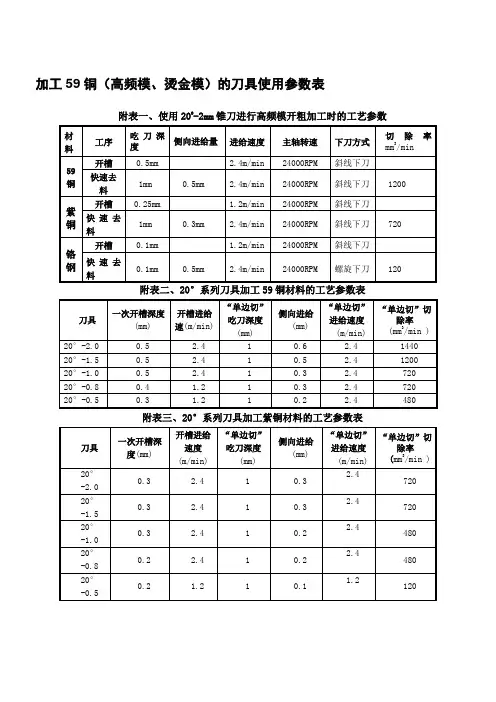
加工59铜(高频模、烫金模)的刀具使用参数表
附表一、使用200-2mm锥刀进行高频模开粗加工时的工艺参数
附表三、20°系列刀具加工紫铜材料的工艺参数表
附表四、20°系列刀具加工铬钢材料的工艺参数表
附表五、30°系列刀具加工59铜材料的工艺参数表
附表六、30°系列刀具加工紫铜材料的工艺参数表
附表八、20°系列刀具精修加工紫铜材料的工艺参数表
附表九、20°系列刀具精修加工铬钢材料的工艺参数表
附表十、30°系列刀具精修加工59铜材料的工艺参数表
附表十一、30°系列刀具精修加工紫铜材料的工艺参数表
附表十二、30°系列刀具精修加工铬钢材料的工艺参数表
附表十三、10°系列刀具精修加工59铜材料的工艺参数表。