滚切式双边剪切机
- 格式:pdf
- 大小:117.50 KB
- 文档页数:2

滚切式双边剪钢板跑偏原因及对策魏德刚发布时间:2021-10-28T06:35:29.617Z 来源:《基层建设》2021年第22期作者:魏德刚[导读] 本文主要通过流体力学理论分析和轧钢厂中厚板分厂生产现场设备运维实践相互结合宝钢集团新疆八一钢铁有限公司新疆乌鲁木齐 830022摘要:本文主要通过流体力学理论分析和轧钢厂中厚板分厂生产现场设备运维实践相互结合,分析影响钢板跑偏的受力因素,系统阐述了可能导致滚切式双边剪跑偏的原因、相应技术对策及有效处理措施。
关键词:滚切式;双边剪钢板;跑偏一、造成钢板跑偏原因及其对策夹送辊调整不当造成钢板跑偏,夹送机双边输辊自动导向进给作为滚切式双边轧辊轧机双边剪削轧机的切剪的重要内部动力系统组成的一部分,不仅仅特别需要轧机能够直接实现剪切切割钢板在轧机双边轧辊剪切轧机切削过程运行中的高速导向循环自动导向进给,而且还特别需要能够实现轧机用于切削剪切钢板切割所用钢板的精确度和剪切夹辊导向;它直接地讲就会严重影响剪切切割钢板的精确度和剪切时的导向自动指令,正因为如此它对夹辊导向输送机轧辊的剪切导向自动调整也就因此从而显得至关重要。
如果产品采用高速夹具自动输送和轧辊的高速自动调整方式传动则其精度不能完全达到或满足不到它的设计性能要求,将导致钢板剪切时出现错口,台阶等缺陷,这些缺陷有些通过修磨能够进行处理,严重的将导致钢板直接判为可利用品。
经过对设计资料的分析研究与现场跟踪,提出以下对策解决夹送辊调整不当造成钢板跑偏:夹送机对辊剪切调整后的精度对达到双边钢板剪切的调整质量能否起到一个关键作用,能否完全保证钢板夹送机对辊剪切调整后的精度,直接严重影响整块钢板的双边剪切调整质量,夹送机对辊的剪切调整精度可以划分为平行度基准调整、挠度基准调整和钢板标高角度调整3个部分,这三个部分相辅相成,每一部分的剪切调整精度都会对其他部分剪切调整质量产生直接影响。
调整辊的送轴方法一般情况是夹辊螺栓下部先用手动齿轮水准仪对辊进行高度测量并经计算后得出所有夹辊切边用切削刀刃和剪刃上在夹辊上部的物体轴向表面的相对标高,然后螺栓上部利用电动齿轮千斤顶将手动齿轮下部在所有夹辊的物体送辊面和螺栓上部顶起,旋转下部的相对偏差标高后再转动上部调整辊的送轴螺栓,根据多年夹辊实践经验,螺栓每正反两个方向反复旋转一周,夹送在所有轮辊上的物体辊面相对标高就可能会发生变化2mm,调整后送辊螺栓自动使所有夹送在轮辊标高高度恢复水平放在轮辊原位,再用手动齿轮水准校和仪调整辊回复侧,确保所有下部的送辊面和夹送辊在轮胎的物体辊面相对标高相同,并且高度应不得高于所有夹辊切边用切削刀切柄剪刃和剪刃上夹辊物体相对表面5mm,相对偏差标高最低要求高度应不得小于0.5mm。


滚切式双边剪与圆盘式双边剪对比分析大连重工·起重集团有限公司设计研究院郝金川侯晓伟谢献恩摘要:中厚板生产线新上或技改项目都存在剪切设备的选型问题。
本文就两种常用切边剪设备的剪切机理、主要特点、剪切能力、结构性能及投资分析等方面进行分析比较。
关键词:滚切式双边剪;圆盘剪;技术分析1概述中厚板车间主要由炉区、轧机区及精整区等部分组成。
剪切机是精整区必不可少的设备,剪切机分别用于剪切定尺、切头、切尾、切边及切试样等不同缺陷部位。
在中厚板生产线中剪切机的种类很多,根据剪刃形状与配置方式等特点来分,切边剪可分为斜刃式即铡刀剪、圆盘式即圆盘剪和滚切式即滚切剪三种型式。
本文将对国内常用的滚切式双边剪和圆盘式双边剪两种剪切设备进行技术分析。
2 剪切机组工作原理剪切机组主要由一台双边剪本体、前后运输辊道、激光划线装置、磁力对中装置和切边收集等辅助设备组成。
双边剪本体由固定剪、移动剪、剪刃更换装置及废料溜槽等部分组成。
双边剪前设有激光划线装置,用于标示钢板的剪切范围,移动侧光束的位置可根据剪切钢板宽度进行调整。
当钢板位置需要进行调整时,位于辊道之间的磁力对中装置可调整钢板在辊道上的横向位置。
移动剪与固定剪相对布置,当剪切不同宽度钢板时可调整移动剪的位置以满足钢板切边的需要。
双边剪机架前后设有夹送辊,在剪切时输送钢板,移动侧的夹送辊随移动剪一起进行位置调整。
2.1 滚切式双边剪滚切式双边剪采用三轴三偏心滚切式,每侧剪切机有三个偏心轴,其中两个用于切边剪,实现滚动剪切,一个用于碎边剪。
滚切式双边剪采用大圆弧剪刃在滚动中对钢板进行剪切。
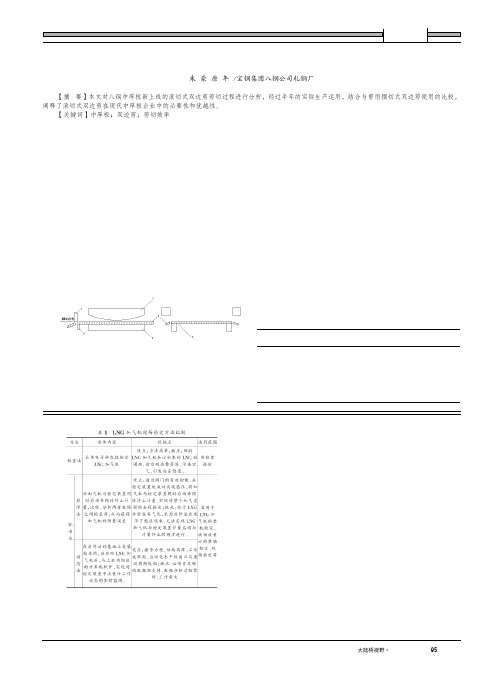
滚切式双边剪的剪切过程由图1所示。
具有弧形剪刃的上刀座用两个曲轴带动,两根曲轴的转速及转向相同,但相位不同。
因此,弧形剪刃的左端首先下降,直到与下剪刃左端相切,再沿下剪刃滚动,当滚到与下剪刃右端相切时,剪切完成,然后升起,恢复到原位。
图1 滚切式双边剪的剪切过程1.起始位置2.剪切开始3.左端相切4.中部相切5.右端相切6.回到起始位置2.2 圆盘式双边剪圆盘式双边剪由切边剪和碎边剪两部分组成。

滚切式双边剪故障分析与研究苗岩(日钢营口中板有限公司,辽宁营口)摘要:介绍某中厚板厂滚切式双边剪在生产维护过程中出现的常见故障,分别从每种故障的产生原因进行分析,并提出有针对性的改善措施及改进方案。
同时,也对双边剪在剪切过程中易造成产品质量的重点部位提出预防措施及改进意见。
关键词:滚切式双边剪;夹送辊;剪刃间隙;退刀Fault Analysis and Research on Rolling CutDouble Side ShearMiao Yan(Nissan Yingkou Medium Plate Co.,Ltd.,Yingkou115005,China)Abstract:This paper introduces the common faults that occur during the production and mainten-ance process of the rolling cut double sided shear in a certain medium and thick plate factory,anal-yzes the causes of each fault,and proposes targeted improvement measures and plans.Preventive measures and improvement suggestions are also proposed for key areas where double-sided shear can easily cause product quality during the cutting process.Keywords:Rolling cut double sided shear;Pinch roller;Blade gap;Retract the knife0引言滚切式双边剪是中厚板精整线的关键设备之一,主要作用是对钢板宽度的定尺剪切。
滚切式双边剪简介1.机器的用途滚切式双边剪安装在中厚板轧钢厂的精整剪切线上,用来剪切经轧制、矫直、冷却、修磨后的单张钢板的两个纵向边部的同时,把切下来的边条横向剪切成一定长度的碎边小块并以收集。
碎边小块不经再次处理,可供装炉炼钢。
2.规格与性能2.1 钢板规格厚度6~50mm宽度成品1500~3300 mm 来料1550~3350 mm长度6000~42000 mm重量来料max 16t2.2 钢板强度极限厚度=50mm时σb≤800Mpa厚度≤40mm时σb≤1200Mpa2.3纵向剪切弯曲度≤1.0mm/10m2.4宽度公差0~2mm2.5两刀切口错位≤0.4mm2.6 剪切次数14~28次/min2.7 剪切步长max 1300mm2.8碎边宽度(单边)max 150mm min 20mm2.9 钢板剪切温度≤200℃以下2.10主刀片长度2200mm2.11主刀片开口度≈150 mm2.12主刀剪切角α1≈4.5°α2≈6°2.13碎边刀剪切角α≈3°2.14主刀后退量 2 mm2.15主刀重叠量 5 mm2.16碎边刀重叠量max 60 mm2.17主刀片左右侧同步方式机械同步2.18剪切力2X6500KN2.19换刀时间≤30 min2.20刀片侧隙调整范围0.4~4 mm2.21移动剪横移距离max 2000 mm2.22移动剪横移速度0~100 mm/s 2.23夹送辊送板速度max 2 m/s2.24夹送辊加速度max 2.5 m/s2 2.25夹送辊直径φ650mm2.26夹送辊开口度150mm2.27夹送辊左右侧同步方式机械同步2.28压料装置开口度150mm2.29主传动电机Z355-6 4台2.30换刀小车移动速度~0.25m/s 电动2.31换刀旋转台转角180°手动2.32压板压力2×16t2.33剪刃材料H132.34夹送辊液压缸压力 4.5~12mm时 4.5Mpa13~40mm时7Mpa41~50mm时9Mpa2.35对板形的要求为了确保剪机运转时不出故障,板材的不平度不得大于下值:板厚8mm时最大45mm板厚40mm时最大30mm板厚50mm时最大20mm板材头部和尾部舌形或燕尾形结构不得大于250mm3.工作原理与结构特点3. 1 工作原理3. 1 .1工作原理见图1(1)切边已经开始,碎边则刚刚开始;(2)碎边结束, 切边在继续;(3)剪切结束后, 切边剪与碎边剪松开板材,板材向前进给。