焊接技术-1讲义
- 格式:ppt
- 大小:8.98 MB
- 文档页数:51
电焊工艺之焊接基础知识培训讲义〝刘伟〞创新任务室外部讲义电焊工培训授课人:刘伟日期:2021.2.6目录1 焊接工艺基础知识 (1)1.1 焊接接头的种类及接头型式 (1)1.1.1对接接头 (1)1.1.2角接接头 (2)1.1.3 T形接头 (2)1.1.4搭接接头 (3)1.2焊缝坡口的基本方式与尺寸 (3)1.2.1坡口方式 (3)1.2.2坡口的几何尺寸 (4)1.3焊接位置种类 (5)1.4焊缝方式及外形尺寸 (7)1.4.1焊缝方式 (7)1.4.2焊缝的外形尺寸 (9)1.5焊缝符号表示法 (15)1.5.1符号 (15)1.5.2符号在图纸上的位置 (19)1.5.3焊缝尺寸符号及其标注位置 (22)1.6焊接方法在图样上的表示 (24)1.7焊接工艺参数及其对焊缝外形的影响 (25)1.7.1焊接电流 (25)1.7.2电弧电压 (26)1.7.3焊接速度 (26)1.7.4其它工艺参数及要素对焊缝外形的影响 (27)2 焊接工程图的表达方法 (32)2.1焊缝表示法 (32)2.1.1焊缝画法 (32)2.1.2焊缝的标注 (32)2.2符号说明 (35)2.3焊接装配图 (35)1 焊接工艺基础知识1.1 焊接接头的种类及接头型式用焊接方法衔接的接头称为焊接接头〔简称为接头〕。
它由焊缝、熔合区、热影响区及其临近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是衔接作用,即把两焊件衔接成一个全体;第二是传力作用,即传递焊件所接受的载荷。
依据GB/T3375—94«焊接名词术语»中的规则,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。
其中以对接接头和T形接头运用最为普遍。
1.1.1对接接头两件外表构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
焊接安全技术-1机械设备检查篇一、一般规定1、现场使用的电焊机,应设有防雨、防潮、防哂、防砸的机棚,并应装设相应的消防器材。
2、焊接区域及焊渣飞溅范围内不得有易燃易爆物品。
3、电焊机导线应具有良好的绝缘,绝缘电阻不得小于0.5MQ,接地线接地电阻不得大于4Q;接线部分不得有腐蚀和受潮。
4、电焊钳应有良好的绝缘和隔热性能;电焊钳握柄绝缘应良好,握柄和导线连接应牢靠,接触应良好。
【这两条规定是为了防止触电。
电焊机如绕组受潮、绝缘损坏,电焊机外壳将会漏电;在外壳缺乏良好的保护接零时,人体碰及将会发生触电事故;因此,应检查其绝缘性能。
】5、电焊机的二次线应采用防水橡皮护套铜芯软电缆,电缆长度不宜大于30m,一次线长度不宜大于5m,电焊机必须设单独的电源开关和自动断电装置,应配装二次侧空载降压器。
两侧接线应压接牢固,必须安装可靠防护罩。
6、在载荷运行中,电焊机的温升值应在60°C~80°C范围内。
7、安全防护装置应齐全有效;漏电保护器参数应匹配,安装应正确,动作应灵敏可靠;接零应良好。
【交流电焊机除在开关箱内装设一次侧漏电保护器以外,还应在二次侧装设漏电保护器,是为了防止电焊机二次空载电压可能对人体构成的触电伤害;当前施工现场普遍使用JZ型弧焊机漏电保护器,它可以兼作一次和二次侧的漏电保护。
】8、各气体瓶压力表应在有效检定期内。
9、各类电焊机的整机应符合下列规定:①焊机内外应整洁,不应有明显锈蚀;②各部件连接螺栓应紧固牢靠,不应有缺损;③机架、机壳、盖罩不应有变形、开焊和开裂;④行走轮及牵引件应完整,行走轮润滑应良好;⑤焊接机械的零部件应完整,不应有缺损。
二、交流电焊机【BX一】1、接线装置应符合下列规定:①一次线和二次接线保护板应完好,接线柱表面应平整,不应有烧蚀和破裂;②接线柱的螺母、铜垫圈和母线应紧固,螺母不应有破损烧蚀和松动,接线柱防护罩应无破损;③接线保护应完好。
2、调节器及防振装置应符合下列规定:①调节丝杆及螺母应转动灵活,不应有弯曲和卡阻,紧固件不应松动;②防振弹簧弹力应良好有效;③手摇把不应松旷和丢失。
第一部分焊接基础1.焊接接头用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
⑴在焊接结构中焊接接头起两方面的作用第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
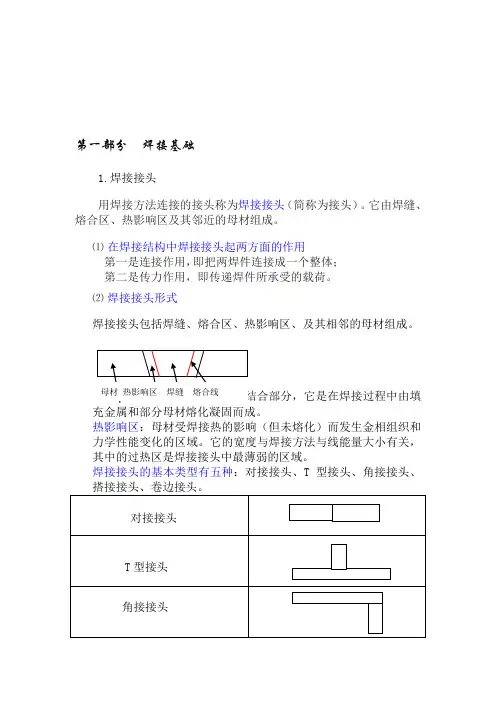
⑵焊接接头形式焊接接头包括焊缝、熔合区、热影响区、及其相邻的母材组成。
母材热影响区焊缝熔合线焊缝:焊接后焊件中所形成的结合部分,它是在焊接过程中由填充金属和部分母材熔化凝固而成。
热影响区:母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
它的宽度与焊接方法与线能量大小有关,其中的过热区是焊接接头中最薄弱的区域。
焊接接头的基本类型有五种:对接接头、T型接头、角接接头、搭接接头、卷边接头。
对接接头T型接头角接接头2.什么是坡口?常用坡口有哪些形式?根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。
开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。
坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:常用的坡口形式有I 形坡口、Y 型坡口、带钝边U 形坡口、双Y 形坡口、带钝边单边V 形坡口等,见图2。
3. 表示坡口几何尺寸的参数有哪些?它们各起什么作用?⑴坡口面 焊件上所开坡口的表面称为坡口面,见图3。
卷边接头搭接接头1⑵坡口面角度和坡口角度焊件表面的垂直面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度,见图4。
2开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。
坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。
⑶根部间隙焊前,在接头根部之间预留的空隙称为根部间隙。
亦称装配间隙。
根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。
焊接技术知识点讲义绪论1)材料连接:材料通过机械、物理、化学和冶⾦⽅式,由简单型材或零件连接成复杂零件和机械部件的⼯艺过程。
2)冶⾦连接成型是:通过加热或加压(两者并⽤)使两个分离表⾯的原⼦达到晶格距离,并形成⾦属键⽽获得不可拆接头的⼯艺过程。
主要⽤于:⾦属材料及⾦属结构的连接,通常称为焊接。
为了克服阻碍材料表⾯紧密接触的各种因素,在连接⼯艺上主要采取以下两种措施:A对被连接的材质施加压⼒B对被连接的材质加热(局部或整体)3)焊接⽅法分类:熔化焊、压⼒焊、钎焊;冶⾦⾓度分为:液相连接、固相连接、液-固相连接熔化焊属液相连接、压⼒焊属固相连接、钎焊属液-固相连接第⼀章熔化焊的本质是⼩熔池熔炼和铸造。
1)焊接过程所采⽤的能源主要是热能和机械能。
对于熔化焊来说,主要采⽤热能2)焊接热源:①电弧热(⼿⼯电弧焊、埋弧焊、⽓体保护焊②电阻热(电阻焊、电渣焊③⾼频热源(钎焊)④摩擦热(摩擦焊)⑤等离⼦弧(等离⼦弧焊接⑥电⼦束(电⼦束焊⑦激光束(激光焊⑧化学热(⽓焊、热剂焊)3)理想的焊接热源:应具有加热⾯积⼩、功率密度⾼和加热温度⾼等特点4)真正的热效率:⽤于熔化⾦属形成焊缝的热量所占的⽐例。
(热效率:加热焊件所吸收的热量所占的⽐例)5)温度场:某瞬时焊件上各点温度的分布称为温度场。
6)焊接热循环:在焊接热源的作⽤下,焊件上某点的温度随时间的变化过程称为焊接热循环决定焊接热循环特征的基本参数:加热速度wH、最⾼加热温度Tm、在相变温度以上停留的时间tH、冷却速度wc 焊接热循环的影响因素:材质的影响、接头形状尺⼨的影响、焊道长度的影响、预热温度的影响、线能量的影响7)多层焊:前⼀层焊道对后⼀层焊道起预热作⽤;后⼀层焊道对前⼀层焊道起后热作⽤。
8)焊条熔化:①焊条⾦属的平均熔化速度gM:在单位时间内熔化的焊芯质量或长度,与焊接电流成正⽐;②损失系数ψ:在焊接过程中由于飞溅,氧化和蒸发⽽损失的⾦属质量与熔化的焊芯质量之⽐③焊条⾦属平均熔敷系数gH:单位时间内真正进⼊焊接熔池的那部分⾦属质量gH=(1-ψ)gM9)熔池:母材上由熔化的焊条⾦属与局部熔化的母材共同组成的具有⼀定⼏何形状的液体⾦属区域称为熔池熔滴:焊条端部熔化形成的滴状液态⾦属称为熔滴。