锡线的熔点
- 格式:ppt
- 大小:83.50 KB
- 文档页数:6
有铅焊锡丝:1)63/37焊锡丝的熔点为183℃2)60/40焊锡丝的熔点为185℃-190℃3)55/45焊锡丝的熔点为187℃-202℃4)50/50焊锡丝的熔点为190℃-216℃5)45/55焊锡丝的熔点为192℃-227℃5)40/60焊锡丝的熔点为194℃-238℃6)35/65焊锡丝的熔点为198℃-247℃6)30/70焊锡丝的熔点为202℃-256℃无铅焊锡丝:1)Sn-Cu-Ni焊锡丝的熔点为225℃-227℃2)Sn-Cu-Ag焊锡丝的熔点为211℃-219℃3)Sn-Bi-Ag焊锡丝的熔点为205℃-208℃4) Sn-Zn焊锡丝的熔点为117℃-119℃5)Sn-Cu焊锡丝的熔点为220℃-222℃6)Sn-Ag 焊锡丝的熔点为221℃焊锡焊接后常见问题如何解决(2011-12-15 21:02:31)转载▼标签:焊锡丝焊锡焊锡条助焊剂杂谈电子线路板焊接后经常会发现焊锡后锡点出现问题如(焊点灰暗无光泽、焊点表面呈粗糙、焊点颜色呈黄色、电路板短路)等。
这是什么原因造成的呢?同创力焊锡网技术人员今天就这些问题给大家谈一下。
电路板短路:当电路板焊接后接过老化的程中会发现一些电路板短路,排出电路板设计及电子原器件的问题之外,可以从以下几个方面来查找电路板焊锡时吃锡时间太短,造成焊接不良。
助焊剂本身活性不强,减弱了焊锡的润湿性及它的扩展性。
线路板进锡的方向与锡波的方向逆向,焊锡的液面氧化物过多影响焊接。
焊锡后锡点灰暗无光泽:焊锡后发现锡点灰暗无泽,从两个方面来讲一是焊锡的度数过低。
焊锡达到含锡50%以上焊点都会有光泽。
另外一方面就是助焊剂的残留物停留在锡点的表面上没有清洗而它的酸类物质腐蚀了焊点也会造成锡点的灰暗无光泽焊锡后锡点表面呈粗糙:锡点表面的粗糙首先要从焊锡的质量来讲,焊锡里面本身含有各种少量的金属元素,当这些金属元素的含量超过它的极限时会影响锡点的表面。
焊锡时要求锡液的表面无杂质,当锡液的表面氧化过多时要及时清理否则会影响锡点的表须。
无铅焊锡熔点
【实用版】
目录
一、无铅焊锡的熔点概述
二、无铅焊锡与有铅焊锡熔点的比较
三、无铅焊锡的优点和应用
四、无铅焊锡的环保意义
正文
一、无铅焊锡的熔点概述
无铅焊锡是一种不含有铅的焊接材料,主要以锡、银、铜等元素组成。
目前,最常用的无铅焊锡为锡 -3.0 银 -0.5 铜,其熔点在 217-219 摄氏度之间。
在再流焊过程中,可操作的最低工艺温度应为液相温度加 10 摄氏度,这就比锡铅共晶焊料的熔点高出 40 摄氏度。
二、无铅焊锡与有铅焊锡熔点的比较
有铅焊锡的熔点在 183-245 摄氏度之间,具体熔点随含锡量的减少
而逐步增加。
常见的有铅锡成分为 63% 锡和 37% 铅,其熔点为 183-185 摄氏度。
而无铅焊锡的熔点为 217-227 摄氏度,低温锡线的熔点为 138 摄氏度。
可以看出,无铅焊锡的熔点普遍高于有铅焊锡。
三、无铅焊锡的优点和应用
1.优点
无铅焊锡的熔点更高,使得焊接过程中的温度控制更加严格,降低了焊接不良的风险。
同时,无铅焊锡不含有铅这种持久性污染物,更加环保。
2.应用
无铅焊锡广泛应用于电子产品的焊接,尤其是对环保要求较高的领域,
如医疗设备、食品加工设备等。
此外,无铅焊锡还应用于航空航天、汽车制造等高强度、高温度环境下的产品制造。
四、无铅焊锡的环保意义
铅是一种持久性污染物,在自然环境中不能为生物代谢所分解。
无铅焊锡的使用有助于减少铅对环境的污染,保护生态环境和人类健康。
焊锡焊接原理
焊锡焊接原理是一种通过加热至熔化状态并利用焊锡作为填充材料在金属表面形成焊点的方法。
焊接是通过热量的传递来熔化感应部分金属,然后将填料–焊锡涂覆在接头处,让焊锡填充接头间的间隙并形成金属连接。
焊接时要掌握以下原理:
1. 焊锡熔点原理:焊锡的熔点一般较低,通常为183°C至215°C之间。
在焊接过程中,应根据不同的工作温度选择合适的焊锡。
2. 流动性原理:焊锡具有良好的流动性,可以通过正确的加热控制从一侧流入接头的间隙中,并在冷凝后形成牢固连接的焊点。
3. 清洁原理:焊锡焊接的表面必须充分清洁,以确保焊接接触表面的干净和金属杂质的去除,从而提高焊点质量和强度。
4. 熔化和冷凝硬化原理:焊锡在加热后熔化,并在焊接部位冷却时重新凝固和硬化,形成一个稳定和牢固的焊接点。
5. 熔化温度控制原理:焊锡熔化温度应控制在合适的范围内,过高的温度会导致焊接点烧结或烧毁,而过低的温度会导致焊接点不牢固。
通过掌握以上焊锡焊接原理,能够有效实现金属件的连接和修复。
在实际操作中,还应注意焊接设备和工具的选择与使用,
以及焊接的硬度、焊缝形状、焊接时间和热量的控制,来提高焊点的质量和强度。
无铅焊锡丝有铅焊锡丝和无铅焊锡丝的区别熔点也不同:当然根据焊丝中铅锡比例不同。
因为有铅焊丝的熔点约在180度左右区别在于它们的熔点不同,同样也是根据金属成份比例不同.而无铅焊丝的熔点一般在230度左右。
无铅和有铅焊锡的使用也要从环保方面考虑,铅是属于有毒金属。
锡铅的比例在63%/,较高纯锡会有锡晶须生长,有一个固定的熔点(176℃)而不是一个温度范围,比如锡跟锑的合金.9℃。
szhchx,它所用的工具和元器件一定是无铅的。
无铅焊锡则是基本不含铅的(欧盟ROHS标准是含铅量小于1000PPM:有铅的会在手上留有黑色痕迹,因为无铅一般含有铜金属有铅焊锡与无铅焊锡的区别如下:Sn63Pb37,日本标准是小于500PPM)。
从用途上来分,它所用的工具和元器件均为有铅的,无铅焊锡一般含有锡。
【无铅焊锡丝的产品优点】:润湿性好,上锡速度快、焊锡时不会溅弹松香,线内松香分布均匀、不断芯,烟雾小、无恶臭气味、不含危害身体健康之挥发性气体,熔铁头浮渣少,自动焊锡机焊接走线时锡丝不会缠结,不阻塞导管,松香透明,不变色,绝缘电阻高,低残留,免清洗。
【无铅焊锡丝的产品种类】:松香芯锡丝、水溶性锡丝、镀镍锡丝、低温锡丝、高温锡丝、含银锡丝、消光锡丝、实心锡丝、水洗锡丝、焊铝锡丝、不锈钢锡线、机器自动焊专用锡丝,喇叭专用锡丝,马达专用锡丝。
有铅焊锡丝和无铅焊锡丝的区别?使用上:有铅的好用(指含量在50至63的,太低也次),无铅的不好用价格上:有铅的便宜,无铅的不便宜法规上:有铅的只有豁免的产品可以使用,无铅的是法规要求技术上:有铅的温度低,sn63Pb的属于共晶温度,可靠性高,润湿性好。
无铅普遍熔点较高。
成份上:有铅的就是指锡和铅之间的不同含量,无铅的成份很多,现在市面上主流的是锡铜、银银铜、锡银、锡铜镍、锡铋低温、锡锑高温,不同的合金之间又有不同的含量比。
有铅焊锡丝和无铅焊锡丝之间的区别是什么?熔点也不同:当然根据焊丝中铅锡比例不同。
0.6mm锡线熔点锡线是一种常用的金属线材,广泛应用于电子、电器等领域。
而锡线的熔点是指其在何种温度下会发生熔化的现象。
本文将深入探讨0.6mm锡线的熔点特性,并对其相关应用进行介绍和解析。
一、什么是锡线的熔点锡线是由纯锡制成的金属线材,常见的规格之一是0.6mm。
熔点是指物质在加热过程中由固态转变为液态的温度。
对于0.6mm锡线来说,其熔点与纯锡的熔点非常接近。
纯锡的熔点为231.93摄氏度,约为232摄氏度。
因此,我们可以推断出0.6mm锡线的熔点在230-235摄氏度之间。
当温度升高达到锡线的熔点时,锡线会迅速融化成液体状态。
二、0.6mm锡线的熔点对应用的影响熔点是一个物质性质的重要指标,对于锡线的应用也有着重要的影响。
以下将分别从电子和电器领域两个方面来探讨0.6mm锡线的熔点对应用的影响。
2.1 电子领域在电子领域,0.6mm锡线常用于电路连接和焊接过程中。
锡线的熔点决定了焊接的条件和效果。
当锡线熔点适中时,可以在低温下完成焊接,减少对电子元器件的损伤。
同时,熔点合适的锡线能够在焊接过程中提供稳定的焊接区域,确保焊接质量和可靠性。
2.2 电器领域在电器领域,0.6mm锡线常用于电线连接。
其熔点的选择要考虑到电线与外部环境的工作温度,确保在正常使用时电线连接处不会发生脱焊或断裂的情况。
根据锡线的熔点特性,可以合理选择材质和焊接工艺,以保障电器设备的正常运行。
三、针对0.6mm锡线熔点的性能优化为了满足不同领域对锡线熔点的要求,可以通过材料和工艺的优化来实现。
3.1 材料选择锡线材料通常是由纯锡经特殊处理制成的。
通过添加其他元素,如铅和银,可以改变锡线的熔点。
这样就可以根据需要选用熔点更高或更低的锡线。
3.2 工艺控制在生产过程中,通过合理控制加热温度和时间,可以调整锡线的熔点。
增加加热时间或温度可以提高锡线的熔点,而减少加热时间或温度则可以降低锡线的熔点。
同时,锡线的纯度和细度也会对熔点产生影响。
低温焊锡丝熔点在电子制造和维修领域,焊接是一项非常重要的工艺。
而焊接中最常用的工具之一就是焊锡丝。
焊锡丝通常是由焊剂和金属锡组成,它的作用是在焊接过程中将金属件粘合在一起。
不同种类的焊锡丝具有不同的特性,其中低温焊锡丝的熔点相对较低,本文将就低温焊锡丝的熔点进行详细介绍。
低温焊锡丝的熔点通常在150°C至200°C之间,相对于其他种类的焊锡丝来说,它的熔点较低。
这使得低温焊锡丝在焊接温度敏感的器件和电子元件上具有很大的优势。
在一些对温度要求较高的电子制造工艺中,低温焊锡丝可以有效地避免因高温焊接而造成的元器件损坏或失效。
低温焊锡丝的熔点低主要是由其成分决定的。
一般来说,低温焊锡丝中的焊剂成分具有较高的活性,可以在较低的温度下与金属表面发生反应,从而实现焊接。
而金属锡的熔点本身就相对较低,因此低温焊锡丝在熔化过程中所需的温度相对较低。
低温焊锡丝的使用具有很多优点。
首先,由于其熔点较低,焊接过程中对被焊接物的热影响较小,可以避免因高温造成的元器件损坏。
其次,低温焊锡丝的焊接温度较低,可以减少焊接过程中的能源消耗,提高焊接效率。
此外,低温焊锡丝的焊接过程相对简单,操作方便,适用于各种细小、精密的电子元器件。
然而,低温焊锡丝也有一些局限性。
首先,由于其熔点较低,焊接强度相对较低,不适用于对焊接强度要求较高的场合。
其次,低温焊锡丝的焊接过程对操作者的技术要求较高,需要熟练掌握焊接技巧,避免因焊接不当而导致焊接质量下降。
总的来说,低温焊锡丝的熔点较低,适用于焊接温度敏感的电子元器件。
它具有操作简单、焊接效率高等优点,但同时也存在焊接强度较低、操作技术要求较高等局限性。
在实际应用中,需要根据具体的焊接要求来选择合适的焊锡丝。
为了提高低温焊锡丝的使用效果,我们可以在焊接过程中采取一些措施。
首先,要保证焊接表面的清洁,去除焊接表面的油污和氧化物,以提高焊接的可靠性。
其次,要控制好焊接温度和焊接时间,避免过高的温度和过长的时间对被焊接物造成损伤。
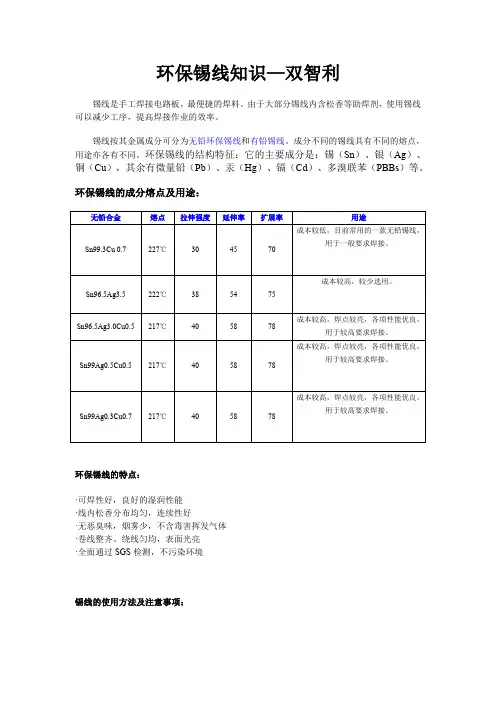
环保锡线知识—双智利锡线是手工焊接电路板,最便捷的焊料。
由于大部分锡线内含松香等助焊剂,使用锡线可以减少工序,提高焊接作业的效率。
锡线按其金属成分可分为无铅环保锡线和有铅锡线。
成分不同的锡线具有不同的熔点,用途亦各有不同。
环保锡线的结构特征:它的主要成分是:锡(Sn)、银(Ag)、铜(Cu),其余有微量铅(Pb)、汞(Hg)、镉(Cd)、多溴联苯(PBBs)等。
环保锡线的成分熔点及用途:无铅合金熔点拉伸强度延伸率扩展率用途Sn99.3Cu0.7227℃304570成本较低,目前常用的一款无铅锡线,用于一般要求焊接。
Sn96.5Ag3.5222℃385475成本较高,较少选用。
Sn96.5Ag3.0Cu0.5217℃405878成本较高,焊点较亮,各项性能优良,用于较高要求焊接。
Sn99Ag0.5Cu0.5217℃405878成本较高,焊点较亮,各项性能优良,用于较高要求焊接。
Sn99Ag0.3Cu0.7217℃405878成本较高,焊点较亮,各项性能优良,用于较高要求焊接。
环保锡线的特点:·可焊性好,良好的湿润性能·线内松香分布均匀,连续性好·无恶臭味,烟雾少,不含毒害挥发气体·卷线整齐、绕线匀均,表面光亮·全面通过SGS检测,不污染环境锡线的使用方法及注意事项:烙铁头的温度管理非常重要,有温度调节的电烙铁,根据了解使用的焊锡,选择最合适的烙铁头温度设定非常重要。
工作以前,用烙铁头测温计先测定烙铁头的温度很重要。
使用与厂家配套的正宗烙铁头。
假冒烙铁头,孔径(放入发热芯)有大有小,套管的厚度也各有差异这些都造成电烙铁的性能不能发挥,有时会造成电烙铁故障的原因。
使用热回复性等热性能好的电烙铁,在使用无铅焊锡进行焊接作业时,由于对零件的耐热性,安全作业的考虑,烙铁头的设定温度一般希望在350度-370度以下。
有必要选定最合适的烙铁头,根据了解电烙铁的不同焊接作业的不同,选择最合适的烙铁头是很重要的。
锡线的熔点
锡线是一种常见的金属材料,在工业和日常生活中都有广泛的应用。
它的熔点是多少呢?锡线的熔点是231.93摄氏度(449.47华氏度)。
锡线具有许多优良的性能,例如良好的导电性、导热性和可塑性。
它可以用于电子产品的焊接、电路连接和电缆制造等领域。
此外,锡线还常用于制作金属工艺品、手工艺品和装饰品。
锡线的熔点决定了它在加热过程中的行为。
当温度达到锡线的熔点时,它会从固态转变为液态。
这使得焊接过程更加便捷,因为锡线可以在合适的温度下熔化,并且能够与焊接表面充分接触,形成稳定的焊接点。
锡线的熔点还决定了它在高温环境下的稳定性。
在一些特殊应用中,锡线需要承受高温环境的作用,例如航空航天领域或高温工艺实验。
因此,锡线的熔点越高,其在高温环境下的稳定性就越好。
锡线的熔点也与其纯度有关。
纯度越高的锡线,其熔点通常也会相应提高。
因此,在一些对焊接质量要求较高的应用中,会选择高纯度的锡线,以确保焊接点的稳定性和可靠性。
锡线的熔点是锡线在加热过程中的一个重要参数。
了解锡线的熔点有助于我们正确选择和使用锡线,并在各种应用中取得良好的效果。
无论是在工业生产中还是在日常维修中,对锡线熔点的了解都是非常有用的。
锡线的熔点是231.93摄氏度(449.47华氏度),它决定了锡线在加热过程中的行为和稳定性。
了解锡线的熔点有助于我们正确选择和使用锡线,提高焊接质量和工作效率。
锡线作为一种常见的金属材料,在各个领域都有广泛的应用,它的熔点是我们了解锡线性能的重要参数之一。
【知识】焊锡丝知识集锦:不同种类焊锡丝的作用、用途及熔点!焊锡丝按助剂的化学成份来分类可分为松香芯焊锡丝,免清洗焊锡丝,实芯焊锡丝,权脂型焊锡丝,单芯焊锡丝,三芯焊锡丝,水溶性焊锡丝,铝焊焊锡丝,不锈钢焊锡丝,不同焊锡丝的作用不同。
下面小编就介绍焊锡丝用在什么地方。
焊锡丝作用手工电子原器件焊接使用的焊锡丝,是由锡合金和助剂两部分组成,在电子焊接时,焊锡丝与电烙铁配合,优质的电烙铁提供稳定持续的熔化热量,焊锡丝以作为填充物的金属加到电子原器件的表面和缝隙中,固定电子原器件成为焊接的主要成分,焊锡丝的组成与焊锡丝的质量密不可分,将影响到焊锡丝的化学性质和机械性能和物理性质。
没有助剂的焊锡丝是不能够进行电子原件的焊接,这是因为它不具备润湿性,扩展性。
而进行的焊接会产生飞溅,焊点形成不好,长时间研制得出助剂的性能影响到焊锡丝焊接的性能。
下面是不同种类的焊锡丝的用途1、松香型适用于电子类及相关组件的电子补焊,焊接后残留物阻抗高,不漏电,能通过高压测试,是电子行业最常用的锡丝。
2、免洗型适用于要求残留物少、绝缘阻抗高、板面干净等PCB 板补焊。
3、镀镍型适用于镍材、表层镀镍的元器件、线材、端子、插座、灯头等硬质材料的焊接。
4、烧焊型适用于高中档手表、手环表、套链、胸花、鞋花、发夹等锌合金饰品的烧焊缝填加工。
5、特种锡丝适用于不锈钢、锌合金、铝灯头等的焊接,此类焊剂为非松香型,焊接后残留物可用水清洗。
6、实芯型锡丝实芯焊锡丝,不含焊剂,适用于于保险丝、金属管件等特殊用用途。
行业举例(1)重有色金属冶炼业:锡矿炉前配料、锡矿烟化;锡熔炼、锡精炼、锡矿烟化、锡电解;(2)电气机械及器材制造业:电线电缆镀锡;(3)电子及通讯设备制造业:电路基片烧结、元器件波峰焊、元器件手工焊。
焊锡丝熔点焊锡丝的熔点是183度。
当锡的含量高于63%,溶化温度上升,强度下降。
当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差。
0.6mm锡线熔点0.6mm锡线是一种常见的焊接材料,广泛应用于电子制造、电器维修等领域。
本文将对0.6mm 锡线的基本特性、熔点及其影响因素进行综述,以期为相关领域的从业者提供参考和指导。
一、0.6mm锡线的基本特性直径规格:0.6mm锡线是一种细小直径的焊接线,适用于对焊接精度要求较高的场合。
材质:锡线的主要成分是锡,通常添加一定比例的铅和其他合金元素,以提高其焊接性能。
外观特征:外观呈细长的线状,表面光滑,通常以卷装或线轴形式供应。
二、0.6mm锡线的熔点熔点概述:0.6mm锡线的熔点主要取决于其成分,一般在183°C到240°C之间。
熔点的影响因素:成分比例:锡线中不同元素的比例会直接影响其熔点。
加工工艺:锡线的制备工艺也会对熔点产生影响。
外部条件:环境温度和压力等外部条件也可能对锡线的熔点造成一定影响。
三、0.6mm锡线在焊接中的应用电子制造:0.6mm锡线常用于电子元器件的焊接,如电路板的连接和修复。
电器维修:在家电、电器维修领域,0.6mm锡线是一种常见的焊接材料,用于焊接电子元件和连接导线。
手工制作:在手工制作和模型制作中,0.6mm锡线也常被用于连接小型零部件。
四、使用注意事项通风环境:使用0.6mm锡线时,应在通风良好的环境中操作,以防止焊接产生的烟雾对健康造成不良影响。
安全防护:使用锡线时,应佩戴适当的防护设备,包括手套和护目镜,以防止熔融的锡溅到皮肤或眼睛。
操作技巧:熟练的焊接技巧有助于确保焊接质量,避免因技术不当导致的问题。
五、未来发展趋势环保要求:随着环保意识的提高,未来可能会出现更环保的锡线替代品,减少对环境的影响。
自动化技术:随着自动化技术的不断发展,焊接过程可能更多地依赖于自动化设备,提高生产效率和质量。
六、结论0.6mm锡线作为一种常见的焊接材料,在电子制造、电器维修和手工制作等领域具有重要应用。
了解其基本特性、熔点以及使用注意事项,有助于合理选择和安全使用锡线,提高焊接效果和工作效率。
焊锡线在使用过程中常见问题分析及解决办法凡是问题,都不会是单单一个原因造成的。
锡线的焊接也如此,一个问题的产生,总会有几种原因造成,下面来分析下在焊按过程中常遇到的问题,及造成的原因、解决办法。
一、锡线焊出来的焊点光亮度有偏差时,是否含锡量不稳定?答:这个问题要从影响焊点光亮度的几个因素入手分析:1.锡线含锡量有偏差时,光亮度有影响,但在一般情况下,5℃以内的含锡量可以分出来的,含锡量越低,焊点的光亮度越暗淡,当杂质的含量偏差较大时,焊点的光亮度也有比较明显的影响,如铜、银、铋等等。
2.温度对焊点的光亮度也有影响的,要使焊点表现出最佳的光泽,一定要使温度达到。
温度不足会使表面的光泽度下降且不光滑。
实验证明,用一支20w的烙铁和60w的烙铁焊同一种锡线其光亮度不同。
3.同样度数的锡线所用的助焊剂类型不同时其光亮度也有所不同,因活性剂中的某种物质对焊点的光亮度有影响。
如本厂用的活性剂有光亮和哑光两种,针对客户的要求生产。
结合以上几点,当出现焊点光亮度有变化时,应从多方面出发、去考虑仔细观察,找出原因。
二、锡线焊接时,上锡速度慢,锡珠沾在烙铁上,焊接时烟大、味嗅,此问题该如何处理?答: 大家必须明白锡线上锡是靠中间的助焊剂起作用的,再进一步仔细一点的说就是助焊剂中的活性剂起作用,松香只不过是活性剂的载体,松香与活性剂两种混合叫“助焊剂”,在焊接过程中起到三个作用: 1.清除焊接位的氧化物。
2.使焊料铺展开来,增强流动性。
3.焊料牢固的与焊接位粘合在一起。
(一) 如果遇到上锡速度慢,锡珠沾在烙铁上时,必须从以下几种方法入手:1.看焊接位的材料是什么?选择合适类型的助焊剂是焊接成功的一大因素。
2.同一类型的助焊剂,起火性也有强弱之分,这样会影响起上锡的速度和能否上锡。
3.最重要的一点,影响上锡的效果主要同助焊剂的含量有关系。
同一度数、同一直径的锡线,助焊剂含量越大上锡越容易,速度越快,但同样会带来烟雾越大。
一,63/37锡条特性,63/37锡线特性1,锡、铅元素的基本数据TIN 锡(Sn)熔点:231。
9℃比重7。
298LEAD 铅(Pb)熔点:327.5℃比重11。
36经换算后Sn63/Pb37 熔点:267。
2℃比重8.80094Sn60/Pb37 熔点:270℃比重:8.9228实际结果Sn63/Pb37 熔点:183。
3℃比重:8。
4Sn60/Pb37 熔点:183。
3℃比重:8。
5Sn60/Pb37 熔点:183.3℃比重:8。
52,图表分析上图是锡铅合金的成份、温度改变及相的变化,C点称为共晶点,亦为Sn63/Pb37锡铅合金之熔融点。
因其无需经过半熔融状态,可直接由固态变成液态,而能以最快之速度完成焊接工作,其余比例之锡铅合金,因其必须在不同之温度情况下,经过半熔融之过程,故其用途,亦因此而有所不同。
二种以上的金属在液态状况下混合时会有:(1)固熔体的产生(2)金属化合物的产生(3)维持原来的成分,锡铅合金中Sn含量自19.5%起至97.5%有一条不变的固相线即BCE线(183。
3℃),ABC及CDE皆为半熔融状态区,而ACD曲线则表示液相区。
固相线与液相线会合在共晶点,换言之,当锡铅含量为锡63%、铅37%时,可自液体状态直接变为固体状或自固体状直接转成液体状态,而不经半熔融状。
其他成份之锡铅合金,则均在183。
3℃至ACD液相线中间行程半熔融态。
液相线熔点(183。
3℃),并非适当的焊锡温度,通常适用的温度约高于液相线温度55℃-80℃。
3,共晶点焊锡特性(亦即为什么要用63/37或60/40,而不用70/30或50/50)电子工业希望于最低的温度之下完成焊锡工作,那就得利用熔点最低的焊锡合金。
63/37或60/40之共晶点焊锡可符合此项要求,其原因有以下三点:•因其不经过半熔融状态而迅速的固化或液化,因此可以最快速完成焊锡工作。
•能在较低温度下开始焊接作业,乃锡铅合金中焊接性能最佳的一种。
几种金属的熔点沸点理化性质金熔点:1064℃沸点:2807℃银熔点:961.78℃沸点:2213℃铁熔点为1535℃沸点2750℃铝熔点:660.37℃沸点:2467.0℃铜熔点1083.4±0.2℃,沸点2567℃锡熔点231.89°C,沸点2260°C钼熔点2610℃。
沸点5560℃铬熔点1857±20℃,沸点2672℃锌熔点为419.5℃,沸点906℃锶熔点769℃。
沸点1384℃镁熔点648.9℃。
沸点1090℃铅熔点327.502℃,沸点1740°钨熔点3410±20℃沸点5927℃金属锡的特点说明锡,原子序数50,原子量118.71,元素名来源于拉丁文。
锡在地壳中的含量为0.004%,几乎都以锡石(氧化锡)的形式存在,此外还有极少量的锡的硫化物矿。
锡有24种同位素其中10种是稳定同位素,分别是:锡112、114、115、116、117、118、119、120、122、124。
回收锡渣,金属锡柔软,易弯曲,熔点231.89度,沸点2260度、、密度:5.77(灰锡aSn) 7.29(白锡bSn) 、变相点:13.2度、电阻:11.5、导电度:15% IACS 、强度:14 MPA 、硬度:Brinell 、硬度10kg ,20度有三种同素异形体:白锡为四方晶系,密度7.28克/厘米3,硬度2,延展性好;灰锡为金刚石形立方晶系,密度5.75克/厘米3;脆锡为正交晶系,密度6.54克/厘米3。
常温时锡与空气几乎不起作用,性质比较稳定,但能被硝酸氧化成偏锡酸。
干燥氯气能把锡氧化成四氯化锡。
此外,锡还能同碱发生反应。
锡本身无毒,但其有机化合物有剧毒。
在空气中锡的表面生成二氧化锡保护膜而稳定,加热下氧化反应加快;锡与卤素加热下反应生成四卤化锡;也能与硫反应;锡对水稳定,能缓慢溶于稀酸,较快溶于浓酸中;锡能溶于强碱性溶液;在氯化铁、氯化锌等盐类的酸性溶液中会被腐蚀。
焊锡焊锡是在焊接线路中连接电子元器件的重要工业原材料,广泛应用于电子工业、家电制造业、汽车制造业、维修业和日常生活中。
简介SOLDER熔点较低的焊料。
主要指用锡基合金做的焊料。
熔融法制锭,压力加工成材。
定义标准焊接作业时使用的线状焊锡被称为松香焊锡或线状焊锡。
在焊锡中加入了助焊剂。
这种助焊剂是由松香和少量的活性剂组成。
焊接作业时温度的设定非常重要。
焊接作业最适合的温度是在使用的焊接的熔点+50度。
烙铁头的设定温度,由于焊接部分的大小,电烙铁的功率和性能,焊锡的种类和线型的不同,在上述温度的基础上还要增加100度为宜。
焊锡的种类1.有铅焊锡:由锡(融点232度)和铅(熔点327度)组成的合金。
其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。
2.无铅焊锡:为适应欧盟环保要求提出的ROHS标准。
焊锡由锡铜合金做成。
其中铅含量为1000PPM 以下!按焊锡使用方式不同可分为:1.锡线:标准焊接作业时使用的线状焊锡被称为松香入焊锡或线状焊锡。
如图⊙所示,在焊锡中加入了助焊剂。
这种助焊剂是由松香和少量的活性剂组成。
2.锡条:焊锡经过熔解-模具-成品;形成一公斤左右长方体形状。
无铅焊锡熔点温度范围SN-CU系列 SN-0.75CU 227℃SN-AG系列 SN-3.5AG 221℃SN-AG-CU系列 SN-3.5AG-0.75CU SN-3.0AG-0.7CU SN-3.0AG-0.5CU 217℃~219℃无铅焊锡及其问题①上锡能力差无铅焊锡的焊锡扩散性差,扩散面积差不多是共晶焊锡的1/3。
②熔点高用途线径每卷重量熔点最低,抗拉强度各剪切强度高,润湿性好,适用于高档电子产品或高要求的电子、电气工业使0.3MM至3.0MM0.5KG1.0KG3.0KG11B21B。
焊锡熔点一、引言焊锡是电子行业中常用的一种材料。
它具有良好的导电性和可塑性,可以用于连接电子元器件和电路板。
在使用焊锡时,熔点是一个非常重要的参数。
本文将介绍焊锡的熔点以及与之相关的内容。
二、什么是焊锡焊锡是由铅和锡组成的合金,通常称为“Solder”。
它具有低熔点、良好的流动性和可塑性等特点,因此被广泛应用于电子行业中。
焊锡通常以线或片的形式出现,可以通过加热来使其熔化并涂抹在需要连接的部位。
三、焊锡的成分焊锡主要由铅和锡组成,其中铅和锡的比例不同会导致不同种类的焊锡。
例如,60/40型焊锡由60%的铅和40%的锡组成,50/50型则由50%的铅和50%的锡组成。
四、常见类型除了不同比例外,还有其他类型的焊锡。
例如:1. 钢芯焊丝:这种类型的焊丝内部含有钢芯,在使用时可以起到加强作用。
2. 银焊锡:这种类型的焊锡中含有银,可以提高其导电性和强度。
3. 无铅焊锡:由于铅对环境和人体健康有害,因此出现了无铅焊锡。
这种类型的焊锡通常由锡、银、铜等元素组成。
五、熔点的定义熔点是指物质从固态转变为液态时所需的温度。
对于焊锡来说,熔点是一个非常重要的参数。
如果熔点过高,会导致连接部位受到损坏;如果熔点过低,则连接不牢固。
六、不同种类的焊锡熔点不同种类的焊锡具有不同的熔点。
以下是几种常见类型的焊锡及其熔点:1. 60/40型:183℃2. 50/50型:215℃3. 钢芯焊丝:183℃-227℃4. 银焊锡:221℃-255℃5. 无铅焊锡:217℃-227℃七、影响熔点的因素除了组成外,还有其他因素会影响焊锡的熔点。
以下是几个常见因素:1. 环境温度:温度越高,焊锡的熔点就会越低。
2. 加热方式:不同的加热方式会影响焊锡的熔点。
例如,通过火焰加热的方式会使焊锡的熔点降低。
3. 焊锡形态:不同形态的焊锡具有不同的熔点。
例如,片状焊锡比线状焊锡具有更高的熔点。
八、如何选择合适的焊锡选择合适的焊锡需要考虑多个因素。
63%的锡熔点锡(Sn)是一种常见的金属元素,其熔点较低,具有许多独特的性质和广泛的应用。
下面是关于锡熔点的相关参考内容,以及与锡熔点相关的一些知识。
1. 锡的熔点:锡的熔点是非常低的,为231.93摄氏度(449.47华氏度)。
这使得锡成为了许多应用中的重要材料。
2. 锡的物理性质:除了低熔点以外,锡具有较低的密度、良好的可塑性和导电性。
这些性质使得锡在许多领域中得到广泛应用,如电子制造、焊接、合金制造等。
3. 锡合金的应用:由于锡的低熔点,它通常与其他金属进行合金化。
锡合金可以改变材料的性质,增加其强度、耐蚀性和耐用性。
锡合金常用于制造食品罐、电子元件、焊接材料等。
4. 锡的熔点与应用的关系:锡的低熔点使其在焊接过程中非常有用,因为可以在相对较低的温度下熔化,并与其他金属连接。
这使得锡成为电路板制造、电子组装和其他焊接工艺中的首选材料。
5. 锡的应用:锡在许多工业和日常生活中都有着广泛的应用。
例如,在电子行业,锡常用于制造电路板、太阳能电池和半导体器件。
在食品工业中,锡合金广泛用于制造食品罐、饮料罐等包装容器。
此外,锡也用于制造合金材料、防腐蚀涂层、化妆品和医疗设备等领域。
6. 锡的性质和用途的进一步研究:科学家们对锡的性质和应用进行了广泛的研究。
例如,他们研究了锡的晶体结构、熔点与相变规律、热力学性质等。
这些研究有助于深入了解锡的特性,进一步改进其应用。
7. 锡的熔点对环境影响的考量:除了应用之外,锡的熔点也对环境影响产生一定的影响。
锡的低熔点意味着在高温下即可熔化,这对节能和环保的研究有一定的启示。
通过降低锡的熔点,可以减少能源消耗并缩短生产周期,这有助于更加可持续的制造过程。
总结起来,锡的熔点为231.93摄氏度(449.47华氏度)。
锡的低熔点使其在许多应用中成为重要材料,如焊接、合金制造、电子制造等。
锡的熔点对焊接工艺和材料设计有重要影响。
随着科学研究的不断进行,我们可以进一步了解锡的熔点对于环境、能源和可持续发展的意义,以及从中获得的启示。
Sheet 3/8Title:Soldering wire、Soldering barspecification and inspection standard图1 共晶无铅焊料熔化温度测量的温度----热效应曲线图5.3、锡线可焊性测试:将烙铁温度设置为380±5℃,用烙铁加适量焊锡在PCB裸板的焊点上焊接,焊接时间3~6秒。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.4、锡条可焊性测试:将锡条熔在锡炉内,并保持炉温260±5℃,将刷过助焊剂的PCB放在锡炉上焊接3~5S。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.5、锡线拉伸强度测试:在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.6、锡条拉伸强度测试:将无铅焊料加工成哑铃状测试样件。
在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.7、冷热冲击:温度:置于-55℃± 3℃,30分钟,再转换至标准大气条件10~15分钟,再转换到85℃± 2℃,30分钟,再转换至标准大气条件10~15分钟,转换时间:最久5分钟,暴露次数:5次.物品应置于标准大气条件中1~2小时后再进行测量动作,判断标准:外观无不良。
5.8、恒温恒湿:温度40±2℃,湿度80% - 100%,测试96H,测试后置于室温下1~2小时后测试其它项目,判断标准:外观无不良。
5.9、振动测试:将试验样品固定在振动台上做振动测试,振动条件:1.频率: 一分钟内变换10Hz – 55Hz – 10Hz)Sheet 5/8Title:Soldering wire、Soldering barspecification and inspection standardP=F/S--------------------------(1)a=(L1-L)/L×100--------------(2)其中:P-抗拉强度N/mm2F-试样件断裂时的拉力NS-试样件基准处的横截面积mm2a-延伸率%L1-试样件断裂时两段标记之间的距离mmL-试验前试样件两端标记之间的距离mm一组(3个)试样件抗拉强度和延伸率的算术平均值即为该无铅焊料的抗拉强度和延伸率。