聚氨酯软泡生产中的一些常见问题及解决方法
- 格式:docx
- 大小:18.33 KB
- 文档页数:3
聚氨酯发泡质量问题聚氨酯喷涂发泡过程中,出现泡沫收缩、酥脆、太软、烧心、开裂、冒烟、脱落、塌泡、泡沫孔粗大、一捏成细粉末、反应初期发泡慢、启发慢等一系列问题。
聚氨酯发泡受施工过程中条件、设备、工艺以及环境温度的影响,聚氨酯反应过程中会出现各种不正常的现象,最终影响泡沫质量问题。
现将所有可能出现的情况录如下:以下A料代表聚氨酯白料,即组合聚醚;B料代表聚氨酯黑料,即聚合MDI(多异氰酸酯)。
1、A、B料混合后不发泡:①料温低;②两组分配比不准③A料漏加催化剂;④B料质量低劣;⑤A料漏加发泡剂。
2、聚氨酯硬泡收缩:①A料组分多,使聚氨酯硬泡强度下降引起收缩;②喷枪中料液混合不均,喷雾空气太小,或物料粘度太大;③固化太快,形成较多闭孔;④气体热胀冷缩变形。
3、聚氨酯硬泡酥脆:①B料组分太多;②水分过多;③工作面温度过低;④B料酸值大,含杂质多;⑤A料阻燃剂加入量过多。
4、聚氨酯硬泡太软,熟化过慢:①B料组分量小;②A料中锡类催化剂太少;③气温、料温、落料工作面温度低。
5、聚氨酯硬泡塌泡:①发泡气体产生过速,应降低A料中胺催化剂用量;②A料中匀泡剂失效或有碱性;③催化剂失效或漏加,应补加A料中锡催化剂;④原料中酸值大。
6、聚氨酯硬泡泡孔粗大:①A料中匀泡剂失效或漏加;②水分多(发泡剂或聚醚中水分);③A、B料搅拌混合不均匀;④B 料纯度低,含总氯或酸值高;⑤气体发生速度比凝胶快。
7、聚氨酯硬泡开裂,或烧心:①物料温度高;②A料催化剂过量;③一次浇注量过大,泡沫过厚;④用水做发泡剂时加入量过多;⑤物料中有金属盐类杂质。
8、聚氨酯硬泡脱落:①喷涂工作面湿度大,使反应不完全充分,底层泡沫发酥、发脆、呈粉沫状;②被喷工作面不洁,有油污,灰尘太多9、聚氨酯硬泡逸出烟:①A料中催化剂用量太高;②A料中聚醚羟值过高;③料温太高等。
从以上出现的问题分析得知,除客观因素外,A料组分涉及因素较多。
在现实生产中,调整粘度、乳白时间、发泡时间、固化时间等主要是调整A料。
聚氨酯软泡海绵的黄变原因及解决方案聚氨酯软泡海绵的黄变,一直是一个长期困扰海绵生产厂家,和多元醇生产厂家的问题。
不少海绵生产厂家,特别是一些高档海绵生产厂家,都试图通过添加抗氧剂,光稳定剂来改善海绵的抗黄变性能,但收效并不显著。
汽巴精化,作为世界上知名的抗老化添加剂供应商,研发了IRGASTAB®系列抗氧剂,特别是其革命性产品IRGASTAB®PUR68,从根本上为海绵黄变提供了一套解决方案,本文将结合多元醇与海绵生产上下游的特点,系统的分析海绵黄变的原因,并阐述相应的解决方案。
通常,从添加剂的角度分析,海绵的黄变包括以下四种:-海绵发泡/加工过程中,由于高温引起的热氧老化黄变-接触空气中的氮氧化物(NOx)引起的气熏变黄-海绵引起的织物污染-海绵接触紫外线而引起的黄变而这些黄变,往往和抗氧剂存在着直接的关系。
换句话说,抗氧剂的存在,既有可能对以上某些黄变有着正面抑制作用,例如:海绵发泡/加工过程中高温引起的热氧老化黄变正是通过添加抗氧剂加以抑制的;但是,也可能起负面作用,而促进其他种类黄变的发生,例如:胺类抗氧剂在接触空气中的氮氧化物(NOx,主要来自汽车尾气),或紫外线,会促进海绵黄变;而抗氧剂BHT,则是织物污染的主要诱因。
通常,多元醇生产厂家会在多元醇中添加一定量的抗氧剂,其目的是为了保证下游发泡厂家,在使用多元醇发泡过程中的安全生产。
目前,国内聚醚生产商主要使用的抗氧剂类型为BHT和胺类抗氧剂或酚噻氰的复配抗氧剂体系;而国际一席知名的聚醚生产商主要是选用一些大分子量的受阻酚类抗氧剂,与胺类抗氧剂,如汽巴的IRGANOX®1135(大分子量阻酚类抗氧剂),与IRGANOX®5057(胺类抗氧剂)就属于这种体系。
而作为海绵市场厂家,在拿到一种多元醇时,除了考虑安全,成本与发泡性能外,很少去评价多元醇中的抗氧剂体系对海绵黄变的影响。

聚氨酯发泡料常见问题及解决方案聚氨酯发泡料是气雾技术和聚氨酯泡沫技术交叉结合的产物。
分管式和枪式两种出现海棉状态。
发泡胶用作微孔泡沫塑料生产的发泡剂,一般可分成物理型和化学型两类,这是按气体的产生是物理过程(即挥发或升华),还是化学过程(即化学结构的破坏或其它化学反应)来划分的。
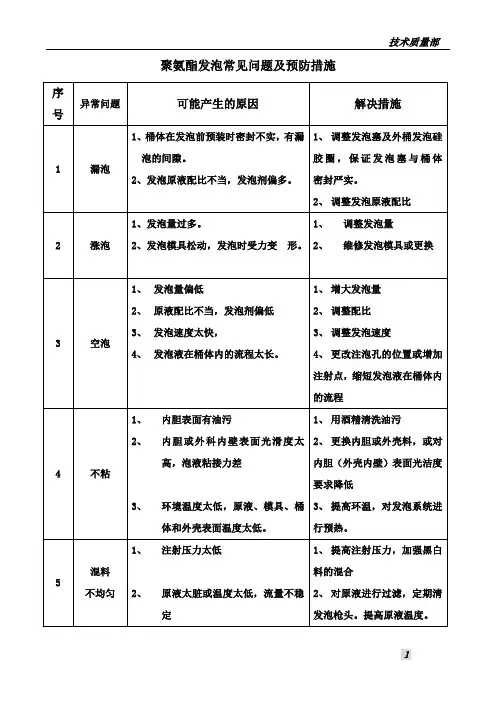
在日常生产生活中聚氨酯发泡料容易出现个别情况,面对这些情况天江小编给您支几招:1、泡沫脱落在冬天或者雨天,由于被喷涂表面(车身骨架及外蒙皮内表面等)温度过低,或者空气中湿度过大致使工件表面有水分,使形成的泡沫底层与工件附着力下降,容易整快脱落。
另外,当被涂表面、骨架有油污、灰尘,或者配料比例失调(A料过多),也会使泡沫层附着力降低。
解决措施是:在喷涂发泡前,做好骨架、蒙皮的表面处理,在湿度大的雨天施工,要想办法弄干喷涂工件表面的湿气;在冬季施工要加热原料,如有可能亦要给被涂表面、骨架进行预热;必要时提高B组份的比例(或降低A组份的比例),使其反应加快,提高粘接性。
2、泡沫收缩泡沫收缩是指泡沫体成形后出现泡沫体四周收缩,使其与车身骨架间有较大间隙,影响粘接强度与密封,并容易脱落的现象。
其原因是由于冬天施工时,物料的粘度增大,流动性变差,泡沫在成形过程中产生体积收缩所致。
解决方法是给原料、空气加热,并适当提高空气流量(速),使物料混合均匀,加快反应速度。
3、死泡死泡是指所形成的泡沫密度太大,或者不发泡。
这是因为原料中发泡剂不足,或者气温过低所致。
解决方法是在冬季施工时,要给原料加热,加大风量,调节配方,增加催化剂、发泡剂量,以缩短反应时间。
如果是在正常温度下施工出现死泡,则可能是因为A料存放时间过长,发泡剂已挥发掉的原因,这时要给A 料中加入部分发泡剂。
4、泡沫太脆这主要是因为原料配比不当,B组份用料过多所致。
解决方法是适当调低B料流量,以减少异氰酸酯的用量。
5、泡沫太软与泡沫太脆相反,这主要是B组份用料配比低有关,适当增加B组份用量(或者减少A组份的用料)即可。
聚氨酯软泡常见问题和解决方案篇一:聚氨酯软泡常见问题和解决方案一在实际发泡生产中遇到的额事故与问题是多样的,每个事故的生产都是由多方面因素造成的。
在复杂因素造成的事故分析中,一般很难列出所有影响因素及真正起作用的主要因素。
下面汇总了经常遇到的一些事故及原因。
1、焦心(反应中心温度超过原料抗氧化温度)(1)聚醚多元醇质量有问题:生产储运过程中使产品中水份超标,过氧化物、低沸点杂质含量过高,金属离子浓度过高,配用抗氧剂种类和浓度不当;(2)配方:低密度配方中,TDI指数过高,发泡剂中水与物理发泡剂比例不当,物理发泡剂量偏少,水过量;(3)气候影响:夏季气温高,散热慢,料温高,空气湿度大,反应中心温度超过抗氧化温度;(4)存放不当:当TDI指数升高时,后熟化时堆积的热能增大致使内部温度升高而焦心。
2、压缩变形大(1)聚醚多元醇:官能度小于,环氧乙烷比例大于8%,小分子组分多,不饱和度大于/kg;(2)工艺条件:反应中心温度过低或过高,后熟化不好,没能完全反应或有部分焦心;(3)工艺配方:TDI指数过低,硅油辛酸亚锡过量,泡沫通气量低,闭孔率高。
3、泡沫过软(同密度下硬度下降)(1)聚醚多元醇:官能度低,羟值低,相对分子质量大;(2)工艺配方:辛酸亚锡量少,凝胶反应速度慢,在锡用量相同情况下,水量少,物理发泡剂多,硅油活性高用量大,TDI指数低。
4、泡孔粗大(1)混料不好;混料不匀,乳白期短;(2)工艺配方:硅油用量低于下限,辛酸亚锡用量少和活性差,凝胶速度慢。
5、高于设定密度(1)聚醚多元醇:活性低,相对分子质量大;(2)工艺配方:硅油用量低于下限值,TDI指数低,发泡指数低;(3)气候条件:气温低,气压高。
6、塌泡孔洞(发气速度大于凝胶速度)(1)聚醚多元醇:酸值严重超标,杂质多,活性低,相对分子量大;(2)工艺配方:胺用量多锡用量少,TDI指数低,在同样锡用量时TDI指数过高,发气速度大于凝胶速度,骨架强度小而塌泡或出现局部孔洞。
聚氨酯软泡发泡时收缩的原因聚氨酯软泡发泡时出现收缩的原因可以从多个角度来分析。
首先,发泡过程中的化学反应是导致收缩的一个重要原因。
聚
氨酯泡沫通常是通过异氰酸酯与多元醇的反应来制备的。
在这个反
应过程中,异氰酸酯与多元醇发生聚合反应,生成气体并形成泡沫
结构。
然而,由于反应速率的不均匀性,可能会导致泡沫内部和外
部的温度和压力不一致,从而引起收缩现象。
其次,发泡时的温度控制也是可能导致收缩的原因之一。
发泡
过程中需要控制材料的温度,以确保反应能够均匀进行并且泡沫结
构能够得到良好的形成。
如果温度控制不当,可能会导致泡沫结构
的不稳定性,从而引起收缩。
此外,发泡时的气体释放和扩散也可能对泡沫的收缩产生影响。
气体的释放速率和扩散能力会影响泡沫结构的形成和稳定性,如果
释放不均匀或者扩散受阻,都可能导致泡沫的收缩现象。
最后,发泡材料的选择和配比也是影响收缩的重要因素。
不同
的聚氨酯泡沫材料具有不同的物理性质和化学反应特性,选择合适
的材料并控制好配比对于减少收缩现象至关重要。
综上所述,聚氨酯软泡发泡时可能出现收缩的原因包括化学反应不均匀、温度控制不当、气体释放和扩散问题以及材料选择和配比等多个方面。
要解决这一问题,需要综合考虑这些因素并进行合理的控制和调整。
聚氨酯软泡孔大的原因
聚氨酯软泡的孔大主要有以下几个原因:
1. 混合不均匀,在制备聚氨酯软泡时,如果原料混合不均匀,会导致反应不均匀,从而形成孔洞。
这可能是由于原料添加量不准确或者混合时间不足引起的。
2. 气泡逸出不完全,在聚氨酯软泡的制备过程中,如果气泡逸出不完全,会在软泡中留下孔洞。
这可能是由于搅拌不充分或者真空处理不到位引起的。
3. 反应速率过快,如果聚氨酯反应速率过快,会导致气体生成过多,从而形成大孔洞。
这可能是由于反应温度过高或者催化剂使用过量引起的。
4. 发泡剂选择不当,选择不适合的发泡剂也会导致聚氨酯软泡孔大,因为发泡剂的选择会直接影响气体的生成和释放,从而影响泡孔大小。
5. 模具设计不当,如果模具设计不当或者使用过程中受到外力
影响,也会导致聚氨酯软泡孔大。
模具的设计应该考虑气体逸出和反应均匀性。
综上所述,聚氨酯软泡孔大的原因可能涉及原料混合、气泡逸出、反应速率、发泡剂选择和模具设计等多个方面。
在生产过程中需要严格控制这些因素,以确保聚氨酯软泡的质量。
聚氨酯软泡生产中的一些常见问题及解决
方法4
聚氨酯软泡生产中的一些常见问题及解决方法软质聚氨酯泡沫塑料(简称聚氨酯软泡)是指具有一定弹性的一类柔软性聚氨酯泡沫塑料,它是用量最大的一种聚氨酯产品。
产品主要有高回弹泡沫(HRF)、块状海绵、慢回弹泡沫、自结皮泡沫(ISF)、和半硬质吸能泡沫等。
聚氨酯软泡的泡孔结构多为开孔的。
一般具有密度低、弹性回复好、吸音、透气、保温等性能,主要用作家具垫材、交通工具座椅垫材、各种软性衬垫层压复合材料。
工业和民用上也把软泡用作过滤材料、隔音材料、防震材料、装饰材料、包装材料及隔热保温材料等。
聚氨酯软泡多为开孔的,通常具有密度低、透气、吸音、保温、回弹性好等特点。
高回弹聚氨酯泡沫主要用作交通工具座椅、家具垫材、各种衬垫层压复合材料,也用作隔音材料、过滤材料、装饰材料、防震材料、包装材料和保温隔热材料等;软质聚氨酯自结皮泡沫塑料制品主要用于汽车方向盘、头枕、扶手、摩托车车座、自行车车座、安乐椅扶手和头靠、门把、阻流板以及保险杠等。
随着聚氨酯软泡日益增长的市场需求,聚氨酯软泡生产过程中一些常见的问题也开始受到生产者的重视。
在实际发泡生产中遇到的事故与问题是多样的,每个事故的产生也大多是由多方面因素造成的。
下面就跟随洛阳天江化工新材料有限公司一起来了解一下聚氨酯软泡生产过程中的一些常见问题及其相应的解决方法吧!
聚氨酯软泡生产中常见问题及解决方法(垂直发泡线)软质泡沫生产中常见问题及解决方法(平泡流水线)。
冷熟化高回弹聚氨酯泡沫制品常见缺陷及解决方法-CAL-FENGHAI.-(YICAI)-Company One1冷熟化高回弹聚氨酯泡沫制品常见缺陷及解决方法冷熟化高回弹聚氨酯泡沫塑料是一种优良的座垫材料,它具有回弹性好、阻燃性好、成本低等优点。
但在高回弹泡沫的实际生产过程中,经常遇到泡沫收缩、泡沫中空塌泡、有残余气味、表面不好有气孔、湿热老化性能差等一系列缺陷。
1?泡沫收缩在实际生产中,最常出现且较难解决的问题就是泡沫收缩。
造成收缩现象的主要有工装模具及原材料两方面的原因,徐州泡沫厂且这两者是相辅相成的。
工装模具方面在模具密封不好的情况下,容易引起漏料,使泡沫体达不到设计的密度,导致泡沫收缩。
在收缩的同时,在相应的合模线附近泡沫制品会产生硬边现象。
可以通过提高模具口的密封性,或适当提高模具锁模力来解决。
原材料方面如果发泡过程中气泡膜壁弹性较大,在气体大量发生造成体积膨胀时,泡孔也同时胀开而不破裂,则所得气泡大部分为闭孔,徐州泡沫厂即闭孔率偏高,则当泡沫体冷却时,气泡内气体压力下降,导致泡沫收缩变形。
产生这种闭孔现象,笔者认为主要有4种解决办法。
(1)可通过调节催化剂用量以控制泡沫孔径和开孔率。
通常胺催化剂主要催化异氰酸酯与水的反应(即发泡反应),三亚乙基二胺或有机锡催化剂主要用于催化异氰酸酯与多元醇的反应(即凝胶反应)。
如果促进凝胶的催化剂过量,则泡沫过早凝胶,泡孔壁膜韧性好,不易破裂,形成闭孔。
要想控制泡沫孔径和开孔率,可适当降低凝胶催化剂的用量,以降低分子链增长速度,使发气高峰时气泡膜壁弹性降低,减少闭孔率。
(2)闭孔的形成也与聚醚多元醇的聚合度及支化度有关,这是由于在NCO/OH 反应中,官能度高的聚醚形成网状结构较快,徐州泡沫厂即形成的泡孔膜壁弹性较大,增加闭孔率。
可降低聚醚的平均官能度来减少泡沫闭孔率。
(3)泡沫稳定剂的用量偏高,会导致泡孔过于稳定,不开孔,造成收缩。
因此生产中泡沫稳定剂的用量要适当。
聚氨酯软泡生产中的一些常见问题及解决方法4聚氨酯软泡生产中的一些常见问题及解决方法软质聚氨酯泡沫塑料(简称聚氨酯软泡)是指具有一定弹性的一类柔软性聚氨酯泡沫塑料,它是用量最大的一种聚氨酯产品。
产品主要有高回弹泡沫(HRF)、块状海绵、慢回弹泡沫、自结皮泡沫(ISF)、和半硬质吸能泡沫等。
聚氨酯软泡的泡孔结构多为开孔的。
一般具有密度低、弹性回复好、吸音、透气、保温等性能,主要用作家具垫材、交通工具座椅垫材、各种软性衬垫层压复合材料。
工业和民用上也把软泡用作过滤材料、隔音材料、防震材料、装饰材料、包装材料及隔热保温材料等。
聚氨酯软泡多为开孔的,通常具有密度低、透气、吸音、保温、回弹性好等特点。
高回弹聚氨酯泡沫主要用作交通工具座椅、家具垫材、各种衬垫层压复合材料,也用作隔音材料、过滤材料、装饰材料、防震材料、包装材料和保温隔热材料等;软质聚氨酯自结皮泡沫塑料制品主要用于汽车方向盘、头枕、扶手、摩托车车座、自行车车座、安乐椅扶手和头靠、门把、阻流板以及保险杠等。
随着聚氨酯软泡日益增长的市场需求,聚氨酯软泡生产过程中一些常见的问题也开始受到生产者的重视。
在实际发泡生产中遇到的事故与问题是多样的,每个事故的产生也大多是由多方面因素造成的。
下面就跟随洛阳天江化工新材料有限公司一起来了解一下聚氨酯软泡生产过程中的一些常见问题及其相应的解决方法吧!聚氨酯软泡生产中常见问题及解决方法(垂直发泡线)软质泡沫生产中常见问题及解决方法(平泡流水线)聚成学习《高效管理沟通技巧》心得-心得体会模板1聚成学习《高效管理沟通技巧》心得首先非常感谢公司给予这次培训的机会,尤其对于我们做技术出身的人员,管理沟通是个误区或者说是欠缺,通过本次学习有以下收获:一.通过管理行为来规范个人思想。
对于技术性强的部门,it(资讯)部要有一套标准规范的技术指导书。
1.硬件方面:标准的络布局图,电脑维护技术标准手册,设备保养计划,让技术人员参照技术指导书作业;2.软件方面:做项目方案可行性分析,解决方案分析,系统流程,各部门使用的erp系统要作系统的作业指导书,通过标准化作业来规范的操作流程,统一思想;3.内部技术授权,根据技术人员的能力分配权限,技术必须在权限范围内作业,以防止系统混乱。
PU成型不良原因及对策PU(聚氨酯)是一种广泛应用于制造业的材料,其具有优异的物理性能和化学性能。
然而,在PU成型过程中,有时会出现不良品的产生,影响产品质量和产能。
本文将探讨PU成型不良原因及对策,以帮助企业解决此类问题。
一、PU成型不良的原因1.原料质量不稳定:PU的成型过程中,需要精确的配方和原料比例。
如果原料质量不稳定,如Fe2O3和水分含量超标,会导致PU固化时间不确定,造成成型品外观质量不良。
2.配方设计不合理:配方中的各种原料和添加剂需要进行综合考虑,确保相容性和反应性。
如果配方设计不合理,比如硬度不匹配、改性剂过量或反应物种类不正确,将导致PU产品出现开裂、变色和变形等问题。
3.温度和湿度控制不当:对于PU成型过程,温度和湿度是非常重要的参数。
如果温度过高或湿度过大,可能导致PU固化速度过快,产生气泡和收缩,影响产品品质。
4.操作技术不规范:PU成型涉及到许多操作环节,如原料准备、混合、浇注和固化等。
如果操作技术不规范,比如未能彻底搅拌均匀、浇注不均匀或不及时清理模具等,可能导致不良品的产生。
5.模具设计和制造不合理:模具是PU成型过程中至关重要的一环。
如果模具设计不合理,比如壁厚不均匀、流道设计不良或表面处理不当,将导致PU产品的厚薄不均匀、模具脱模困难等问题。
二、PU成型不良的对策1.严格控制原料质量:建议企业选择可靠的供应商,并建立健全的原料采购和质量检验制度。
对于PU原材料,要确保其含水量和杂质含量符合技术要求,尽量避免使用劣质原料。
2.合理设计配方:配方设计是确保PU成型质量的关键。
企业应该根据产品要求,加强对各原料的研究,合理选择和调配原料,避免不必要的反应和不良现象。
3.控制好温湿度:PU成型过程中,应严格控制温度和湿度。
企业可以安装温湿度传感器和调节设备,确保环境温度和湿度在技术要求范围内。
此外,可以加装除湿设备,减少湿气对PU成型的影响。
4.加强操作培训:培训操作人员对PU成型工艺和技术要求的理解至关重要。
聚氨酯软泡海绵的抗黄变解决方案
1.添加抗氧化剂:将抗氧化剂添加到聚氨酯软泡海绵中,可以增加其抗氧化性能,从而减缓黄变的速度。
常用的抗氧化剂有硬脂酸酯类、苯胺类、光稳定剂等。
通过合理的添加剂浓度,可以提高聚氨酯软泡海绵的抗氧化能力。
2.使用抗紫外线涂层:将抗紫外线涂层涂抹在聚氨酯软泡海绵表面,可以形成一层保护膜,起到防止紫外线照射的作用。
这种涂层可以是有机溶剂型涂料,也可以是水性涂料。
选择合适的涂料,可以提高聚氨酯软泡海绵的耐紫外线性能。
3.使用抗紫外线塑料包覆层:在聚氨酯软泡海绵表面加工一层抗紫外线的塑料包覆层,可以起到防止紫外线直接照射聚氨酯软泡海绵的效果。
这种包覆层可以是聚乙烯、聚氯乙烯等,选择合适的包覆材料,可以提高聚氨酯软泡海绵的耐紫外线性能。
4.封闭式包装:对聚氨酯软泡海绵进行封闭式包装,可以防止氧气和紫外线接触到聚氨酯软泡海绵,从而减少黄变的机会。
封闭式包装可以采用塑料膜包装、真空包装等方式。
5.定期清洁和保养:定期对聚氨酯软泡海绵进行清洁和保养,去除灰尘和污垢,可以减少聚氨酯软泡海绵黄变的可能性。
清洁可以使用温水和中性清洁剂轻轻擦拭,保养可以使用适当的护理产品,如护理液、保养喷雾等。
总之,聚氨酯软泡海绵的抗黄变解决方案包括添加抗氧化剂、使用抗紫外线涂层或塑料包覆层、封闭式包装以及定期清洁和保养。
通过综合使
用这些解决方案,可以有效提高聚氨酯软泡海绵的抗黄变性能,延长其使用寿命。
聚氨酯软泡生产中的一些常见问题及解决方法软质聚氨酯泡沫塑料(简称聚氨酯软泡)是指具有一定弹性的一类柔软性聚氨酯泡沫塑料,它是用量最大的一种聚氨酯产品。
产品主要有高回弹泡沫(HRF)、块状海绵、慢回弹泡沫、自结皮泡沫(ISF)、和半硬质吸能泡沫等。
聚氨酯软泡的泡孔结构多为开孔的。
一般具有密度低、弹性回复好、吸音、透气、保温等性能,主要用作家具垫材、交通工具座椅垫材、各种软性衬垫层压复合材料。
工业和民用上也把软泡用作过滤材料、隔音材料、防震材料、装饰材料、包装材料及隔热保温材料等。
聚氨酯软泡多为开孔的,通常具有密度低、透气、吸音、保温、回弹性好等特点。
高回弹聚氨酯泡沫主要用作交通工具座椅、家具垫材、各种衬垫层压复合材料,也用作隔音材料、过滤材料、装饰材料、防震材料、包装材料和保温隔热材料等;软质聚氨酯自结皮泡沫塑料制品主要用于汽车方向盘、头枕、扶手、摩托车车座、自行车车座、安乐椅扶手和头靠、门把、阻流板以及保险杠等。
随着聚氨酯软泡日益增长的市场需求,聚氨酯软泡生产过程中一些常见的问题也开始受到生产者的重视。
在实际发泡生产中遇到的事故与问题是多样的,每个事故的产生也大多是由多方面因素造成的。
下面就跟随洛阳天江化工新材料有限公司一起来了解一下聚氨酯软泡生产过程中的一些常见问题及其相应的解决方法吧!
聚氨酯软泡生产中常见问题及解决方法(垂直发泡线)
软质泡沫生产中常见问题及解决方法(平泡流水线)。