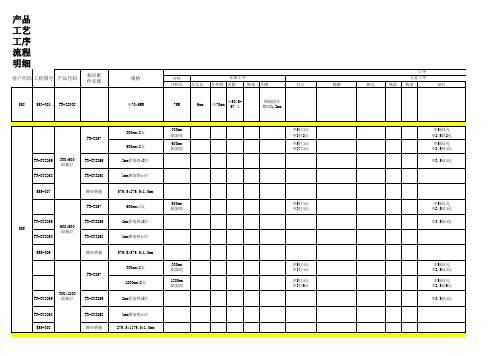
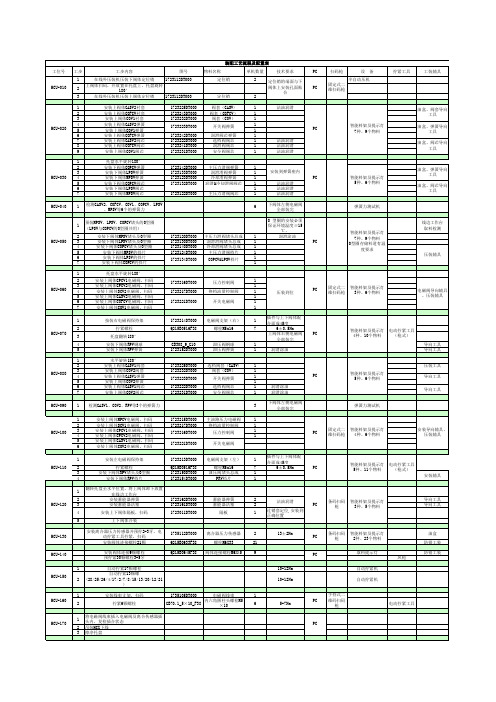
06产品零部件工艺路线表
- 格式:xls
- 大小:60.00 KB
- 文档页数:2


质量手册A/0-2011 照GB/T19001-2008 idt ISO9001:2008编制
附件1 产品加工工艺流程图
蒸制菜(鸡腿)腌渍
肉类、调料采购→入库→出库→解冻→清洗→
★验收「(必要时) 」(绞肉)→搅拌
炖制菜
肉类、调料采购→入库→出库→解冻→清洗→刀工处理→焯水→※
★验收「(必要时) 」
烧制菜
「(必要时) 」
蔬菜、调料采购(★验收)→拣菜→清洗→切配→焯水(必要时
炒制菜
(肉类、水产品)
肉类、水产、蔬菜、调料采购→「(必要时) 」
★验收(蔬菜)拣菜
炸制菜(
肉类、水产、蔬菜、调料采购→入库→出库→解冻→清洗→(
★验收「(必要时) 」(鱼
(
汤、粥、豆浆制作(鸡蛋)清洗外壳→过桥
蔬菜、鸡蛋、粮食、调料采购→入库→出库→(蔬菜)
★验收(大米、杂粮)
(黄豆)拣豆→洗豆→浸豆→磨浆
米饭
大米采购(★验收)→入库→出库→拣米→洗米→浸米→★焖饭
面食(馒头、花卷、烧饼)(馒头)
面粉、调料采购→入库→出库→和面→(花卷)发酵→制压皮(
★验收(烧饼)
(水饺、锅贴
面食(水饺、锅贴、包子) 和面→
面粉、肉类、蔬菜、调料采购→入库→出库→(包子)
★验收(肉类)解冻
(必要时)
(蔬菜)
↑↑
★餐具、工具洗消★容器、工具洗消注:“★”表示关键工序。

件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500TOP10落料OP20拉延转中冲OP30修边+冲孔OP40翻边OP50整形仅二代OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+冲孔OP10拉延OP20修边+冲孔OP30修边+侧冲+分离OP10拉延OP20修边+冲孔OP30翻边+冲孔+分离OP10拉延OP20修边+冲孔转中冲OP30修边+冲孔OP40翻边+冲孔OP10拉延OP20修边+冲孔转中冲OP30修边+冲孔+翻孔OP40翻边11前地板5101011ST14,t=1.02后地板5101012ST14,t=1.0地板边梁R/L 5101311/312ST14,t=1.24567前地板上横梁R/L 5101031/032ST14,t=1.03空气箱上板5301011ST14,t=0.898空气箱后板5301041ST14,t=0.911/111/1模具名称序号零件简图备注材料牌号及规格一代前保险杠支撑梁2803061ST14,t=1.211模具编号工序号件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延+切角OP20修边+冲孔OP30翻边OP05落料OP10拉延OP20整形OP30修边+冲孔OP40修边+翻边+侧冲孔OP50侧整形+修边+侧冲孔OP60翻边+侧整形+侧冲孔OP05落料OP10拉延OP20整形OP30修边+冲孔OP40修边+翻边+侧冲孔OP50侧整形+修边+侧冲孔OP60翻边+侧整形+侧冲孔OP10拉延OP20修边+冲孔转中冲OP30侧修边+分离OP40修边OP10拉延OP20修边+冲孔转中冲OP30修边+冲孔+分离OP40修边+侧冲前门框上内板R/L 5401041/042ST13,t=0.91111/11/112前柱上内板R/L 5401017/018ST14,t=0.91314右侧围外板5401012ST14,t=0.911左侧围外板5401011ST14,t=0.9前围板5301071ST14,t=0.9151610件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30整形+冲孔+分离OP10拉延OP20修边+冲孔+侧修边转中冲OP30侧冲孔+整形+分离OP40修边+侧修OP10拉延OP20修边+冲孔转中冲OP30修边+冲孔+侧冲孔+分离OP40翻边OP10拉延OP20修边+冲孔转中冲OP30翻边+冲孔OP40侧修边+侧冲孔+分离OP10拉延OP20修边+冲孔OP30整形+冲孔OP10拉延OP20修边+冲孔OP30整形+冲孔OP05落料OP10拉延转中冲OP20修边+冲孔OP30修边+翻边+整形+侧冲1111/11/11/11/11920后柱上内板R/L 5401055/056ST14,t=0.9左侧围下内边梁5401071ST13,t=0.9右侧围下内边梁5401072ST13,t=0.92122232425侧围外板中柱加强板L 5401525ST14,t=0.926271718侧围外板前柱上加强板R/L5401067/068ST14,t=0.9后柱上内板加强板R/L5401057/058ST13,t=1.5左/右中柱上内板5401045/046ST14,t=0.9件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP05落料OP10拉延转中冲OP20修边+冲孔OP30修边+翻边+整形+侧冲OP05落料OP10拉延转中冲OP20修边+冲孔OP30整形+侧冲OP40翻边+分离OP10拉延OP20修边+冲孔OP30翻边OP10拉延OP20修边OP30侧整形OP40侧冲孔OP10切角拉延OP20修边+冲孔OP30翻边+整形+冲孔+分离OP40侧翻边+冲孔OP10切角拉延OP20修边+冲孔OP30翻边+整形+冲孔+分离OP40侧翻边+冲孔134右前门外板6101012地板左右边梁中加强板5101316ST14,t=0.81左前门外板6101011地板左右边梁中加强板5101316ST14,t=0.811/11/2顶盖5701011ST13,t=0.8侧围外板前柱下加强板R/L5401621/622ST14,t=1.21/2353331293028侧围外板中柱加强板R 5401526ST14,t=0.9后围板5601011ST14,t=0.8件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10切角拉延OP20修边+冲孔OP30翻边+整形OP40冲孔+侧冲OP50侧冲+分离OP10切角拉延OP20修边+冲孔OP30翻边+整形OP40冲孔+侧冲OP50侧冲+分离OP10拉延OP20修边+冲孔转中冲OP30整形+分离OP40侧修+冲孔OP10拉延OP20修边+冲孔转中冲OP30整形OP40侧修+分离OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔+分离OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔OP40侧翻边+冲孔+分离OP50整形仅5401051/52左右件共模1/13839左前门内板6101013左后门内板下横梁6201045ST14,t=0.8前门内板窗口加强板R/L6101037/038ST13,t=2.04041右前门内板6101014右后门内板下横梁6201046ST14,t=0.8前门内板铰链加强板R/L6101023/024ST14,t=1.21/11/14243左后门外板6201011后门框上内板L5401051ST14,t=0.844前门外手柄固定板R/L6101041/042ST14,t=0.81/11/11/13736件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔OP40侧翻边+冲孔+分离OP50整形仅5401051/52左右件共模OP10拉延OP20修边+冲孔OP30翻边+整形OP40修边+侧冲OP50翻边+侧冲OP10拉延OP20修边+冲孔OP30翻边+整形OP40修边+侧冲OP50翻边+侧冲OP10拉延OP20修边+冲孔转中冲OP30整形+侧冲孔+分离OP40冲孔OP10拉延OP20修边+冲孔OP30整形+冲孔+分离后门外手柄固定板R/L6201033/034ST13,t=0.8左后门内板6201013ST14,t=0.850514849右后门内板6201014ST14,t=0.8右后门外板6201012后门框上内板R5401052ST14,t=0.84746451/11/11/111后门内板铰链加强板R/L6201023/024ST14,t=1.0件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔+分离OP30修边+侧冲OP40冲孔OP50翻边+整形OP10拉延OP20修边+冲孔转中冲OP30翻边+冲孔+分离OP40翻边+侧冲OP10落料OP20拉延转中冲OP30修边+冲孔OP40侧冲孔OP50冲孔二代转小冲OP10拉延OP20修边+分离转中冲OP30翻边OP40侧冲+冲孔OP10拉延OP20修边+冲孔OP30翻边+冲孔OP10拉延OP20修边OP30翻边冲孔OP40翻边整形OP50翻边OP60翻边转中冲11/11/1翼子板后内板R/L 8401047/048ST13,t=1.2翼子板左/右前内板8401045/46ST14,t=0.8一代左翼子板8403011ST14,t =0.8575859605455机舱左/右前框架8401015/016ST14,t=1.0615253左/右挡泥板上板8401013/014ST14,t=0.91/11/1机舱前框架上横梁8401017ST14,t=1.0561件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边OP30翻边冲孔OP40翻边整形OP50翻边OP60翻边转中冲OP10拉延OP20修边OP30修边、冲孔OP40翻边、冲孔OP50压合OP10拉延OP20修边、冲孔OP30整形、冲孔OP10拉延OP20等离子切割焊装OP30翻边冲孔OP40翻边整形OP50整形、钻孔焊装OP10拉延OP20等离子切割焊装OP30翻边冲孔OP40翻边整形OP50整形、钻孔焊装OP10拉延OP20修边OP30修边、冲孔OP40翻边、冲孔OP50压合11167二代发动机盖外板8402011ⅡST14,t =0.81116366二代右翼子板8403012 ⅡST14,t =0.8二代左翼子板8403011 ⅡST14,t =0.86264一代发动机盖内板8402012ST14,t =0.865一代右翼子板8403012ST14,t =0.8一代发动机盖外板8402011ST14,t =0.8件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边、冲孔OP30整形在拉延模内OP40修边、冲孔OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+侧修+侧冲转中冲OP40冲孔OP50折弯OP10拉延OP20修边+冲孔OP30翻边+侧修OP40侧翻+冲孔OP50侧翻边OP10拉延OP20修边+冲孔OP30翻边+侧修OP40侧翻+冲孔OP50侧翻边右边板外板8502121ST14,1.0×1760×960左边板外板8502021ST14,1.0×1760×960117273后横梁8501041ST14,1.2×1599×6701711第三横梁8501031ST13,1.8×1400×29070169货厢地板8501011ST12,1.2×1490×109068二代发动机盖内板8402012 ⅡST14,t =0.81件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30修边+侧翻OP40折弯OP10拉延OP20修边+冲孔OP30修边+侧翻OP40折弯OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔OP40侧翻边OP50压合OP10拉延OP20修边+冲孔OP30翻边+侧冲OP10拉延OP20修边+冲孔(双工位)OP10拉延OP20修边+冲孔OP30翻边OP40侧冲+修边76前边板8503016ST12,1.2×1580×620175边板内板右8502141ST14,1.2×1565×960178尾门内板8504012ST14,1.0×1530×68674边板内板左8502041ST14,1.2×1580×96011尾门外板8504011ST14,0.8×1640×77080变速操纵装置加强板前板5101013SPCE,t=1.517977第三横梁侧板8502061,ST13,2.0×670×29021件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30修边+侧修OP40侧修边OP10拉延OP20修边+冲孔OP30修边+侧冲OP10拉延OP20修边+冲孔OP30翻边+冲孔OP40成形+分离OP10拉延OP20修边OP30整形+冲孔+分离OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+冲孔OP40成形+分离OP10拉延OP20修边+分离OP30翻边+冲孔9091车身三悬置支架R/L 5101611/612SPCD,t=2.01/19293后地板前下横梁R/L 5101711/712SPCD,t=2.01/18889前地板下二横梁加强板5101513SPCE,t=2.0187前地板下二横梁5101511SPCE,t=1.2118384车身二悬置支架R/L 5101211/212SPCD,t=2.01/18586前地板下横梁里板R/L5101217/218SPCD,t=1.01/182前地板中上横梁5101033SPCE,t=2.081变速操纵装置加强板后板5101024SPCC,t=1.01件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP10成形OP20修边+冲孔转小冲OP30翻边转小冲OP40翻边转小冲OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+整形OP10拉延OP20修边+冲孔OP30整形+翻孔OP40铆合转小冲OP10拉延OP20修边转小冲OP30冲孔转小冲OP40翻边转小冲OP10拉延OP20修边+冲孔OP30整形+分离OP40翻边+冲孔OP10拉延OP20修边+冲孔OP30整形+冲孔+分离98空气箱前板5301031SPCE,t=0.819997后地板后横梁5101819SPCE,t=1.519596车身第四悬置支架5101811SPCD,t=2.0294后地板中前下横梁5101715SPCE,t=1.01100101102前柱内饰板上固定支架R/L5401021/022SPCD,t=0.9真空助力及离合总泵固定板5301079SPCE,t=2.0空气箱换气口5301042SPCD,t=0.81/1103104前柱下内板R/L 5401025/026SPCD,t=0.91/111件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔+分离OP10拉延OP20修边+冲孔OP30翻边+分离OP10拉延OP20修边+冲孔OP30修边+冲孔OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边OP10成形OP20修边+冲孔OP10拉延OP20修边+冲孔OP10成形OP20修边+冲孔OP10拉延OP20修边+冲孔OP30整形+翻边OP10成形+冲孔OP20修边+分离105106前门框上内板里加强板R/L5401043/044SPCE,t=0.91/1后围板加强板5601012ST14,t=1.01109107108后柱下内板R/L 5401063/064SPCE,t=0.81/1111顶盖前横梁5701012SPCE,t=0.81110后围左座椅卡扣固定板5601013SPCE,t=1.51113顶盖第三横梁5701014SPCE,t=0.81112顶盖第二横梁5701013SPCE,t=0.81115顶盖后横梁5701016SPCE,t=0.81114顶盖第四横梁5701015SPCE,t=0.81116117后门内板窗口加强板R/L6201021/0221/1件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔+分离OP30修边+翻边OP40修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+整形OP40冲孔+侧冲OP10落料+冲孔OP20成形OP30成形小冲转中冲OP10落料+冲孔OP20成形OP30成形小冲转中冲OP10落料OP20拉延OP30修边+冲孔OP40整形+冲孔+侧冲孔+分离OP10成形OP20修边+冲孔OP30翻边OP10成形OP20修边+冲孔OP30翻边OP10拉延OP20修边+冲孔(双工位)OP30翻边(双工位)118119后门内板窗口后加强板R/L6201027/028SPCD,t=2.01/1121悬置一左支架8401023SPCD,t=2.51120机舱前框架下横梁8401018SPCE,t=1.21123124机舱边梁R/L 8401211/212SPCE,t=0.91/1122悬置一右支架8401024SPCD,t=2.51126第一横梁8501016ST12,1.5×1210×3051125仪表板横梁左横支撑板5305145SPCC,t=1.51127牌照灯安装板8501046ST14,1.2×600×3301件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30翻边+分离OP10拉延OP20修边+冲孔OP30翻边+分离OP10拉延OP20修边+冲孔+分离OP30上、下翻边OP40冲孔+侧冲OP10拉延OP20修边+冲孔+分离OP30冲孔+吊冲OP10落料+冲孔OP20成形+翻边OP10成形OP20修边+冲孔OP30折弯+折弯(双工位)OP10拉延OP20修边+冲孔OP30冲孔+侧冲+侧修OP10落料+冲孔OP20成形OP10拉延OP20修边+冲孔OP30翻边OP40侧冲+分离OP10拉延OP20修边+冲孔+翻边128129左/右边板前堵板8502022/122ST12,1.2×670×5001/1132133后柱外板左/右8502076/176ST12,1.2×1400×5001/1130131边板和前板左/右连接板8502042/142ST13,1.0×650×4501/1136137左/右后柱内侧板8502096/196ST12,1.2×600×2301/1134135后柱内板左/右8502081/181ST14,1.2×840×6801/1139尾门中部加强板8504013ST14,1.0×530×5301138前板上栏框8503011ST12,1.2×1480×1401141142尾门左/右加强板8504015/016ST13,1.5×650×4501/1140尾门加强横梁8504014ST12,1.51143尾门内板盖板8504017ST13,1.01件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP05切割下料下料组OP10拉延OP20修边OP30翻边OP40翻边、冲孔OP50侧冲孔OP10拉延OP20修边OP30翻边OP40侧翻边OP10拉延OP20修边、冲孔OP30冲孔OP40冲孔OP50侧冲孔OP10拉延OP20修边、冲孔OP30翻边OP10拉延OP20修边、冲孔OP30翻边OP10拉延OP20修边、冲孔OP30冲孔OP05落料OP10拉延OP20修边OP30翻边OP40翻边、冲孔OP50侧冲孔144145MG7系右/左翼子板ASB500040/501/1148149MGTF 右/左门内板MTF-BDA460100/101/1146147MGTF 右/左门外板MTF-BDA460060/701/1151MGTF 发罩外板MTF-BKA4600101150MGTF 油箱后隔板MTF-ADG4600201153154MGTF 右/左翼子板MTF-ASB460040/501/1152MGTF 发盖内板MTF-BKA4600301件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号编制: 审核: 会签: 批准: 江苏瑞普车业有限公司2007-10-22。
典型零件的加工工艺路线专题1、请根据下表选择加工精度为IT7级的铜合金圆柱表面的加工路线。
序号 加工方案经济精度 经济粗糙度R a/µm 适用范围1 粗车IT11~13 12.5~50 2 粗车—半精车 IT8~10 3.2~6.3 3 粗车—半精车一精车IT7~8 0.8~1.6 4 粗车—半精车—精车—滚压(或抛光) IT7~8 0.025~0.2 适用于淬火钢以外的各种金属5 粗车—半精车—磨削 IT7~8 0.4~0.86 粗车—半精车—粗磨—精磨IT6~7 0.1~0.4 7 粗车—半精车—粗磨—精磨—超精加工(或轮式超精磨)IT5 0.012~0.1 主要用于淬火钢,也可用于未淬火钢,但不宜加工有色金属8 粗车—半精车—精车—精细车(金刚车)IT6~7 0.025~0.4 主要用于要求较高的有色金属加工9 粗车—半精车—粗磨—精磨—超精磨(或镜面磨) IT5以上 0.006~0.025 10 粗车—半精车—粗磨—精磨—研磨IT5以上0.006~0.1极高精度的外圆加工粗车→半精车→精车→精细车(金刚车)2、在表中序号处填空,补充完成冲孔凸模加工工艺过程。
材料:T10A 硬度:56~60HRC工序号 工序名称 工序内容设备 1 备料 锻件(退火状态)①: Φ15×60mm 2 热处理 退火,硬度达180~220HB3车车一端面,打顶尖孔,车外圆至 11mm ;车床掉头车另一端面,长度至尺寸45mm ;打顶尖孔两头顶尖顶,车外圆尺寸Φ7±0.04mm ,Φ9±0.04mm 至要求。
4 检验 检验5② 热处理淬火 使硬度达56~60HRC6 磨削 磨削外圆尺寸Φ43.0010+mm 和Φ43.0014+ mm至要求④ 磨床 7 ③ 线切割切除工作端面顶尖孔,长度尺寸至53.5mm 要求线切割机床 8 磨削 磨削端面至Ra0.8m μ 磨床 9 检验 检验10 钳工装配(钳修并装配,保证)问题:①根据零件图确定毛坯尺寸; ②填写入合理的热处理工序; ③根据要求填写合理的工序; ④根据前后工序填写所需要的床。