第24页/共46页
焊接质量检测___再流焊工艺质量分析
传统锡铅焊膏的再流焊温度曲线
第25页/共46页
焊接质量检测___再流焊工艺质量分析
有铅焊接,一般温度曲线的设置应注意:
➢ 升温速率:≤ 30C/s,一般设置为1.5~2.50C/s,判断的依据是焊接后 有没有锡球。
➢ 预热结束温度: 150~1700C,温度高利于减少焊接时产温度冲 击,降低峰值温度。
第11页/共46页
再流焊
• 再流焊操作方法简单, 效率高、质量好、一致 性好,节省焊料(仅在元 器件的引脚下有很薄的一 层焊料),是一种适合自动 化生产的电子产品装配技术。
• 再流焊工艺目前已经成为 SMT电路板组装技术的主流。
第12页/共46页
再流焊工艺的特点
与波峰焊技术相比,再流焊工艺具有以下技术特点: ①元件不直接浸渍在熔融的焊料中,所以元件受到的热冲击小。 ②能在前导工序里控制焊料的施加量,减少了虚焊、桥接等焊接 缺陷,所以焊接质量好,焊点的一致性好,可靠性高。 ③假如前导工序在PCB上施放焊料的位置正确而贴放元器件的位 置有一定偏离,在再流焊过程中,当元器件的全部焊端、引脚及 其相应的焊盘同时润湿时,由于熔融焊料表面张力的作用,产生 自定位效应,能够自动校正偏差,把元器件拉回到近似准确的位 置。 ④再流焊的焊料是商品化的焊锡膏,能够保证正确的组分,一般 不会混入杂质。
第17页/共46页
焊接质量检测___焊接通用技术要求
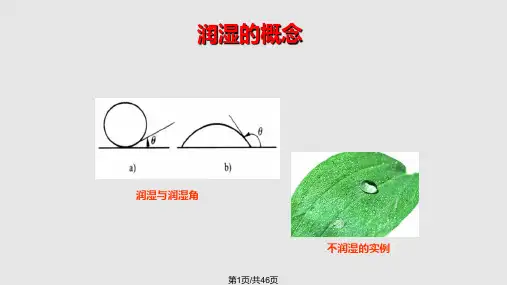
表面组装焊点的质量要求
表面润湿程度良好:熔融的焊料在被焊金属表面上应 平坦铺展,并形成完整、连续、均匀的焊料覆盖层。 焊料量适中:焊料量应避免过多或过少; 焊接表面平整,焊接表面应完整、连续和平滑(不要 求光亮的外观); 焊点位置准确:元器件的焊端或引脚在PCB焊盘上的 位置偏差,应在规定的范围内。