机电一体化技术实验报告(手写)
- 格式:doc
- 大小:517.50 KB
- 文档页数:12
机电一体化实习报告机电一体化实习报告(精选11篇)在当下这个社会中,报告的用途越来越大,通常情况下,报告的内容含量大、篇幅较长。
为了让您不再为写报告头疼,以下是小编整理的机电一体化实习报告,仅供参考,希望能够帮助到大家。
机电一体化实习报告篇1实践课题:机电一体化技术的社会实践实习单位:xx有限公司实习地点:安徽·全椒实践内容:古人有云:“纸上得来终觉浅,绝知此事要躬行”。
读了几年的大学,然而大多数人对本专业的认识还是不够, 在学习机电一体化专业理论知识后,学校为了开拓学生自身的知识面,增加社会竞争中的优势,进一步锻炼和培养我们的社会实践能力,以便毕业后能更好的融入社会,适应国内外严重的经济形势变化。
社会实践是教学与生产实际相结合的重要实践性教学环节。
它不仅让我学到了很多在课堂上根本就学不到的知识,还开阔了视野,增长了见识,了解一个企业生产流程。
为我以后更好把所学的知识运用到实际工作中打下坚实的基础。
作为一名新世纪的大学生,拥有一身抱负是远远不够的,还需要有一技之长。
但是在如今复杂的社会背景下,社会竞争日趋激烈,社会在不断地发展,如果你适应时代的潮流,终究处在城市的边缘角落。
经过短暂的实习让我来回想一下我的实习经历与成果:首先来说说我的专业吧,机电一体化技术是将机械技术、电工电子技术、微电子技术、信息技术、传感器技术、接口技术、信号变换技术等多种技术进行有机地结合,并综合应用到实际中去的综合技术。
现代化的自动生产设备几乎都是机电一体化的设备。
据报道称,中国机电设计迈入PLM全新阶段,正挑战着前所未有的、不可预测的难题。
此次实习,带着什么是测控技术与仪器、本专业适合干那些方面的工作、本专业前途如何等问题,在我参加实习中我深刻对电工技术、电子技术、机械设计基础、机械加工机床、机械加工工艺、数控技术等进行初步的实践,认清就业形势及当今社会对机电一体化专业技术的需求。
1、来到一线的车间进行生产,真正的自己动手操作,熟悉车间各个操作流程。
关于机电一体化实习报告4篇关于机电一体化实习报告4篇在不断进步的时代,报告十分的重要,报告包含标题、正文、结尾等。
那么一般报告是怎么写的呢?下面是小编收集整理的机电一体化实习报告4篇,欢迎阅读与收藏。
机电一体化实习报告篇1一、实践的目的终于,实习时间到了。
很久以前,我从我哥哥那里得知有一个实习机会。
当时,我可以说我热切地期待着这一天,因为每个人都不再对课堂教学感到满意,尽管我从我的同学和朋友那里了解到实习并不像我想象的那么愉快。
蓦然回首,一周的铣削练习结束了。
虽然实习期间我很累也很痛苦,但我觉得很开心!因为我们不仅作为一名制粉工人学到了必要的知识,而且还培养了我们自己的实践能力。
但也让我更深刻地理解了大诗人李白的名言:只要功夫深,铁杵磨成针的真正含义!实习的第一天,我们看了关于铣削实践知识的光盘,以及我在铣削实践过程中的注意事项。
看到飞行的机器和飞的铁花,我既担心又兴奋。
让我担心的是,如果飞行机器的轰鸣声让人心惊肉跳,鲜红的铁花会以耀眼的光芒溅得到处都是。
令人兴奋的是,等待了近一年的制粉实践即将开始。
这是我们作为学生第一次作为体面的工人进入工厂,也是我们第一次去每个工科学生的实习基地试一试。
事实上,对于我们工程系的学生来说,这是一个理论与实践相结合的绝佳机会,也将全面测试我们的知识水平。
铣削实习是机械专业学生必修的实践性技术基础课在铣削实践过程中,学生通过自主实践操作,将机械制造的基本工艺知识、基本工艺方法和基本工艺实践有机结合,培养工程实践的综合能力,培养和训练思想品德和素质。
铣削实习是培养学生实践能力的有效途径它也是我们大学生、工科学生和大学生的必修课。
这非常重要,尤其是对于铣削实践。
这也是我们掌握知识的一个机会。
离开教室的严格环境后,我们会感受到车间的气氛。
同时,我们也感受到了作为一名工人的感觉,这让我们更加意识到自己的责任。
通过老师的解释我终于明白什么是磨坊主了。
同时,我也明白为什么有人说“做磨坊主最累!”铣床主要靠手工操作,使用各种工具来完成零件的加工、装配和修理。
2024年机电一体化实习报告范本一、实习目的终于等到了实习的时候了,很早以前就从师兄那里打听到了有实习,那时候可以说是急切地期盼着这一天的到来,因为大家再也无法满足于课堂教学,尽管从同学朋友那里了解到实习并非像想象中的那样是一件快乐的事情。
蓦然回首,转眼为期一周的铣工实习结束了。
在实习期间虽然很累、很苦,但我却感到很快乐!因为我们在学到了作为一名铣工所必备的知识的同时还锻炼了自己的动手能力。
而且也让我更深刻地体会到伟大的诗人李白那一名言:只要功夫深,铁杵磨成针的真正内涵!我们实习的第一天看了关于铣工实习的有关的知识与我铣工实习过程中的注意事项的碟片。
看到那飞转的机器、飞溅的铁花,令我既担心又激动。
担心的是,如果那飞转的机器隆隆声让人心惊肉跳和那鲜红的铁花四处飞溅的发出耀眼的的光芒令人眼花缭乱;激动的是,等待了将近一年的铣工实习就要开始了。
这是作为学生的我们第一次进入工厂当令人尊敬的工人,也是第一次到每一个工科学子一试身手的实习基地。
其实,对我们这些工科的学生来说这是一次理论与实习相结合的绝好机会,又将全面地检验我们知识水平。
铣工实习是机械类各专业学生必修的实习性很强的技术基础课。
学生在铣工实习过程中通过独立地实习操作,将有关机械制造的基本工艺知识、基本工艺方法和基本工艺实习等有机结合起来的,进行工程实习综合能力的训练及进行思想品德和素质的培养与锻练。
铣工实习是培养学生实习能力的有效途径。
又是我们大学生、工科类的大学生,院的学生的必修课,非常重要的也特别有铣工实习又是我们的一次实际掌握知识的机会,离开了课堂严谨的环境,我们会感受到车间的气氛。
同时也更加感受到了当一名工人的心情,使我们更加清醒地认识到肩负的责任。
通过老师的讲解。
我终于明白了什么是铣工。
同时也懂得了为什么有人说“当铣工是最累的!”铣工是以手工操作为主,使用各种工具来完成零件的加工、装配和修理等工作。
与机械加工相比,劳动强度大、生产效率低,但是可以完成机械加工不便加工或难以完成的工作,同时设备简单,故在机械制造和修配工作中,仍是不可缺少的重要工种。
机电一体化实习报告范本一、实习单位介绍实习单位:XXX公司公司简介:XXX公司成立于20XX年,是一家专注于机电一体化领域的高新技术企业。
公司致力于为各行业提供全面的机电一体化解决方案,主要涉及汽车制造、能源领域、智能家居等领域。
公司拥有一支高素质的研发团队和一流的生产基地,并取得了多项专利技术和软件著作权。
在市场竞争中,XXX公司凭借着稳定可靠的产品质量和优质的服务赢得了广大客户的赞誉。
二、实习岗位介绍实习岗位:机电一体化研发助理实习内容:协助研发团队进行机电一体化产品的设计与开发,对已有产品进行改进和优化,参与项目的需求分析和方案制定,进行实验和测试,并撰写相关技术文档。
三、实习过程和成果1. 项目一:机电一体化智能家居系统设计与开发在这个项目中,我主要负责了智能家居控制设备的设计与开发工作。
通过对市场需求和竞品分析,我与团队成员一起制定了设计方案,并使用CAD软件进行设备外观设计。
在硬件开发阶段,我熟练掌握了C语言和嵌入式系统开发技术,成功实现了设备的控制和数据传输功能。
在软件开发阶段,我使用Python语言开发了一套智能家居控制软件,并实现了手机APP与设备的数据交互。
最终,我成功完成了该项目,并顺利交付给客户使用。
2. 项目二:汽车制造机器人系统改进与优化在这个项目中,我主要负责了汽车制造机器人系统的改进和优化工作。
通过对现有系统的分析和测试,我发现了一些问题,并提出了相关改进措施。
经过与团队成员的讨论和讨论,我们共同改进了机器人的动作控制算法,并提高了机器人的精准度和工作效率。
同时,我还负责了系统的功能测试和性能评估,并撰写了相关的技术文档,为后续项目的开发和维护提供了参考。
四、实习心得与收获在这次机电一体化的实习中,我深刻体会到了机电一体化技术对各个行业的重要性和应用前景。
通过实际的项目经验,我不仅对机电一体化的概念和原理有了更深入的理解,也掌握了一些相关的设计和开发技能。
同时,团队合作也让我更好地了解了团队协作和沟通的重要性,学会了如何与不同背景和职责的人合作,从而达到项目目标。
机电一体化实习报告范文机电一体化是一个宽口径专业,适应范围很广,在校期间除学习各种机械制造和原理、电工电子、计算机技术、控制技术等理论知识外,还将参加各种技能培训和国家职业资格证书考试,充分体现重视技能培养的特点。
随着计算机技术的迅猛发展和广泛应用,机电一体化技术获得前所未有的发展,成为一门综合计算机与信息技术、自动控制技术、传动技术和机械技术等交叉的系统技术,目前正向光机电一体化技术方向发展,应用范围愈来愈广。
一、实习目的1.通过工作实习加深了对机电一体化专业认识,巩固了专业思想,激发了学习热情。
2.熟悉公司工作流程、专业涉及的工作要领。
为以后走上更好的工作岗位积累一定的知识和经验。
3.开拓我们的视野,增强了专业知识,锻炼了独立工作的能力,拓展了更广的知识和业务。
通过现场的工作实习和企业员工的交流指导,理论联系实际,把所学的理论知识加以印证、深化、巩固和充实,培养分析、解决工程实际问题的能力,为后继的学习以及其他方面的深入了解打下了坚实的基矗二、实习情况介绍1.公司简介:岗位介绍:专案是一个特殊的将被完成的有限任务,它是在一定的时间内、满足一系列特定目标的多项相关工作的总称。
专案是台湾惯用名词,在国内专案相当于项目。
专案包括三层含义:(1)专案是一项有待完成的任务,有特定的环境与要求;(2)在一定组织结构内,利用有限的资源(包括人力、物力和财力等)在规定的时间内完成任务;(3)任务是满足一定性能、质量、数量和技术指标等要求。
对照IT企业的工作内容,基本都可以称之爲专案,因此对这些工作的管理,均可以采用专案管理的方法。
专案就是要完成的一个具体任务,一旦这个任务完成,这个专案的使命就完成了。
专案受到周围环境的影响,而且环境对专案的执行有一定的约束,例如考虑到和其他专案的相容,必须采用的技术和开发理念等等。
为了完成专案的任务,必须要组建一支团队,团队成员分工合作以完成各个分目标,进而实现总体目标。
专案对资源有一定的要求,这些要求包括人力资源的技术能力和数量要求,配备什麽样的设备和数量,完成专案目标需要多少费用,以及这些资金的分配情况等。
机电一体化实习报告范本一、实习目的这次实习是毕业前的一次综合性实习。
本次实习是为了拓展知识面,扩大与社会的接触面,锻炼和提高能力,将理论知识与实践相结合,在以后走入社会能够更快的进入工作,更快的融入社会。
在生活和工作中能够很好的处理各方面的问题,进一步运用所学知识分析和解决实际问题,提高实际工作能力,为以后走向社会,更好的工作打下扎实的基础。
通过实习使我们对机电一体化专业知识有了更进一步的掌握,使我们的理论知识和生产实践相结合,把知识应用与实践,在实践中巩固知识,为马上要走上工作岗位的我们能更快地适应自己的工作做好的铺垫。
我们要切实了解现实工作与在学校理论学习的不同思路,不同方法,我们要以新的面貌、新的姿态、新的思维方式,最快地融入工作,适应工作的要求。
毕业实习的过程中,我们不仅要看到理论与现实的差距,更要看到它们的联系,看到两者的重要性,我们不能放弃任何一个,在实际工作中,我们仍然不能放弃理论,反而要在现场工作中加强理论学习。
认识到严格服从领导指挥,按时上下班,坚守岗位和敬业精神的重要性,为毕业后的工作打下良好基础。
通过这次的实习,可以使我们在实践中接触与本专业相关的一些实际工作,培养和锻炼我们综合运用所学的基础理论、基本技能和专业知识,去独立分析和解决实际问题的能力,把理论和实践结合起来,提高我们的实际动手能力,为将来我们毕业后走上工作岗位打下一定的基础。
二、实习内容1、无极绳绞车的类型及工作原理1.1 无极绳绞车的类型无极绳绞车按滚筒的形式可分为螺旋缠绕式和夹钳式两种。
螺旋缠绕式滚筒是在滚筒上缠绕两圈或多圈钢丝绳,以增加其围抱角.它的优点是结构简单,缺点是钢丝绳磨损较大。
夹钳式滚筒由铰接的一对夹块组成,当钢丝绳按辐射方向拖力于绳夹时,夹块把钢丝绳夹个住,在分离点上,钢丝绳离开后由于下部弹簧的作用使夹块张开。
它的优点是拉力大,钢丝绳弯曲小,缺点是维护较繁琐,夹绳弹簧质量差时易折断。
1.2 无极绳绞车的工作原理及组成钢丝绳绕过无极绳绞车的主动轮,再经过张紧轮和尾轮连接在一起,形成无极封闭形,电机带动主动轮转动,通过摩擦力传递使钢丝绳绕主动轮和尾轮不停地转动。
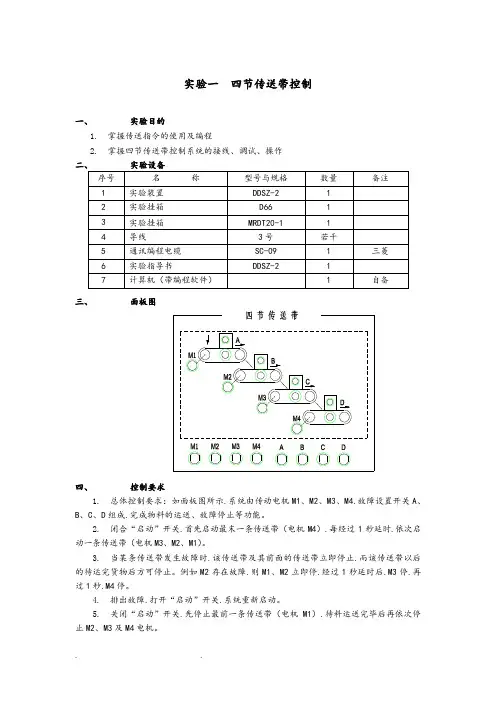
实验一四节传送带控制一、实验目的1.掌握传送指令的使用及编程2.掌握四节传送带控制系统的接线、调试、操作三、面板图四、控制要求1.总体控制要求:如面板图所示.系统由传动电机M1、M2、M3、M4.故障设置开关A、B、C、D组成.完成物料的运送、故障停止等功能。
2.闭合“启动”开关.首先启动最末一条传送带(电机M4).每经过1秒延时.依次启动一条传送带(电机M3、M2、M1)。
3.当某条传送带发生故障时.该传送带及其前面的传送带立即停止.而该传送带以后的待运完货物后方可停止。
例如M2存在故障.则M1、M2立即停.经过1秒延时后.M3停.再过1秒.M4停。
4.排出故障.打开“启动”开关.系统重新启动。
5.关闭“启动”开关.先停止最前一条传送带(电机M1).待料运送完毕后再依次停止M2、M3及M4电机。
五、功能指令使用及程序流程图1.传送指令使用X0000为ON时.将源内容向目标内容传送.X0000为OFF时.数据不变化。
2.程序流程图六、端口分配及接线图2.PLC外部接线图七、操作步骤1.检查实验设备中器材及调试程序。
2.按照I/O端口分配表或接线图完成PLC与实验模块之间的接线.认真检查.确保正确无误。
3.打开示例程序或用户自己编写的控制程序.进行编译.有错误时根据提示信息修改.直至无误.用SC-09通讯编程电缆连接计算机串口与PLC通讯口.打开PLC主机电源开关.下载程序至PLC中.下载完毕后将PLC的“RUN/STOP”开关拨至“RUN”状态。
4.打开“启动”开关后.系统进入自动运行状态.调试四节传送带控制程序并观察四节传送带的工作状态。
5.将A、B、C、D开关中的任意一个打开.模拟传送带发生故障.观察电动机M1、M2、M3、M4的工作状态。
6.关闭“启动”按钮.系统停止工作八、实验总结1.总结移位寄传器指令的使用方法。
2.总结记录PLC与外部设备的接线过程及注意事项。
实验二数码显示控制一、实验目的1.掌握译码指令的使用及编程方法2.掌握LED数码显示控制系统的接线、调试、操作方法三、功能指令使用及程序流程图1.触点比较指令使用指令描述:对源数据内容进行BIN比较.对其结果执行后段的运算;如上所示.当D0中的数据“等于”常数K1时.则Y0输出状态“1”。
2024机电一体化实习报告2024机电一体化实习报告精选5篇(一)2024机电一体化实习报告1. 实习单位介绍我所在的实习单位是一家机电一体化公司。
该公司专注于研发、生产和销售机电一体化设备,包括机器人、自动化设备和智能控制系统等。
公司拥有先进的生产线和实验室设备,具备雄厚的技术实力和丰富的行业经验。
2. 实习目标和任务在实习期间,我主要参与了以下几个任务:- 参与机器人的生产线调试和优化工作,包括机械结构调整、电气系统安装和程序编程等。
- 参与自动化设备的设计和开发工作,包括电路设计、传感器选择和控制系统开发等。
- 参与智能控制系统的测试和优化工作,包括算法验证、性能测试和故障排查等。
3. 实习收获和体会在实习期间,我通过与工程师和技术人员的密切合作,学到了许多实用的技能和知识。
其中,最大的收获是学会了如何进行机器人的调试和优化工作,包括机械结构的调整、电气系统的安装和程序的编写等。
此外,我还学到了如何进行自动化设备的设计和开发,以及如何进行智能控制系统的测试和优化。
通过实习,我深刻理解了机电一体化的重要性和广泛应用的前景。
机电一体化技术可以极大地提高生产效率、降低人力成本,同时还能提升产品质量和可靠性。
4. 实习总结和展望这次机电一体化实习为我提供了一个宝贵的机会,让我深入了解并实践了机电一体化技术。
在实习中,我锻炼了自己的技能和团队合作能力,也提高了自己的解决问题和创新能力。
在未来,我希望能继续深入研究和应用机电一体化技术,为企业和社会做出更大的贡献。
我还计划继续学习相关的专业知识,不断提升自己的技术水平和综合能力。
同时,我也希望能够通过参与更多的实际项目,积累更多的实践经验。
2024机电一体化实习报告精选5篇(二)Title: Internship Report on Mechatronics Integration in 2024Introduction:This internship report aims to document my experience and learnings during my internship in the field of mechatronics integration in 2024. The internship was conducted at XYZ Company, a leading technology company specializing in the design and manufacturing of cutting-edge mechatronics products. The report will cover the objectives of the internship, the tasks and responsibilities assigned to me, the skills and knowledge gained, as well as my personal reflections on the experience.Objectives:1. To gain practical experience in the field of mechatronics integration2. To understand the principles and methodologies of mechatronics systems3. To apply theoretical knowledge in real-world applications4. To enhance technical and problem-solving skills5. To develop effective communication and collaboration skillsTasks and Responsibilities:During the internship, I was assigned various tasks and responsibilities related to mechatronics integration. These included:1. Assisting in the design and development of mechatronics systems for new products2. Conducting tests and experiments to analyze the performance and efficiency of mechatronics components3. Collaborating with the team to troubleshoot and resolve issues related to mechatronics integration4. Participating in meetings and discussions to provide input on mechatronics design and implementation5. Documenting findings, observations, and recommendations related to mechatronics integrationSkills and Knowledge Gained:Throughout the internship, I gained several valuable skills and knowledge in the field of mechatronics integration. These include:1. Proficiency in CAD software for designing and modeling mechatronics systems2. Understanding of the principles and concepts of mechatronics integration3. Knowledge of various sensors, actuators, and control systems used in mechatronics4. Troubleshooting and problem-solving skills related to mechatronics integration5. Collaboration and communication skills through working in a team environmentPersonal Reflection:My internship experience in mechatronics integration has been highly rewarding. I had the opportunity to apply my theoretical knowledge to real-world scenarios and gain practical experience in the field. Working with professionals in the industry allowed me to learn valuable skills and techniques that will greatly benefit my future career. Additionally, the internship helped me develop strong teamwork and communication skills, as I collaborated with colleagues on various projects. Overall, the experience has deepened my passion for mechatronics and has given me a clear direction for my future endeavors.Conclusion:The internship in mechatronics integration at XYZ Company in 2024 was an invaluable experience that allowed me to gain practical skills, enhance my knowledge, and develop essential personal qualities. I am grateful for the opportunity and confident that the experience will significantly contribute to my future success in the field of mechatronics integration.2024机电一体化实习报告精选5篇(三)实习时间:2024年暑期(6月1日-8月31日)实习地点:某机电一体化技术公司一、实习目标1. 掌握机电一体化技术的基本原理和应用场景;2. 学习并熟悉机械设计和电气控制的基本知识;3. 参与机电一体化项目的开发和实施;4. 掌握相关测试与调试技能;5. 提升动手能力和团队协作能力。
机电一体化实习报告实用15篇为大家整理的机电一体化实习报告,仅供参考,欢迎大家阅读。
机电一体化实习报告1时间飞快,还有四个月我就要大学毕业了,我的大学生活也就要结束了。
回想昨日仿佛就在眼前,但是时间在我们指尖如流水悄悄的流走!而我们也即将踏上社会,走上自己的工作岗位!我们知道机械制造业是一个国家最基础的行业,也决定了一个国家制造业的整体水平,起步早,但发展又最令人担忧,比如现在中国的汽车工业相比机械制造业来说无论是产品质量还是生产效率都要高得多,当然这也是因为机械行业的特性起了决定性的因素。
对于我们机电一体化专业的学生们来说,或对于作为将来从事机械,机电制造方面业务的我们来说,去机械制造公司实习对我们来说非常重要。
在20xx年的十一月底我进入了武汉重冶重型机械制造有限公司进行实习,目前我的实习工作还在进行当中。
对公司也有了一些了解,武汉重冶重型机械制造有限公司是集新材料研发生产、重型成套设备研发制造、大型铸锻件及热处理为一体的大型民营企业。
公司自主研制开发出一套将“特种材料冶炼—锻造成型—热处理—机械加工”四位一体的短流程、低能耗、高质量“一次热循环”的高端模具新材料生产工艺技术,该技术在国际国内尚属首创应。
公司主营产品为:各种模具金属材料、高精锻件及重型冶金装备等。
模具金属材料研发是基础,锻造及热处理是生产重型装备的重要保证,从而形成一条从材料研发到装备出厂的`国内鲜见的完整产业链。
这一平台的形成,奠定了我公司辐射电力、船舶、桥梁、冶金、采矿等行业的基础。
虽然还在实习期这次我静下心来回想这次实习真是感受颇深。
我们知道实习是大学教育中一个极为重要的实践性环节,通过实习,可以使我们在实践中接触与本专业相关的一些实际工作,培养和锻炼我们综合运用所学的基础理论、基本技能和专业知识,去独立分析和解决实际问题的能力,把理论和实践结合起来,提高我们的实际动手能力,为将来我们毕业后走上工作岗位打下一定的基础。
2024年机电一体化学生实习报告范文1、实习时间、地点和实习单位实习时间:xx年xx月xx日~xx年xx月xx日实习地点:xx实习单位:xx2、实习过程概述第一阶段:xx月xx日~xx月xx日,了解公司的各项基本制度、各部门的职能、本职位的职责等。
第二阶段:xx月xx日~xx月xx日,了解掌握公司产品的基本原理,公司对新实习员工进行CAD方面的技术培训及对车间生产情况进行了解。
第三阶段:xx月xx日~xx月xx日,对一些简单工作和部分零部件进行测绘,对实际生产有了直观认识。
3、主要实习岗位和实习内容主要实习岗位:生产部主管助理实习内容:我的实习工作从xx年xx月xx日进行到xx年xx月xx 日,在开始的两天,公司对我进行了相关的职业培训。
通过两天的培训,使我初步掌握了一些工作时必备的基础知识,同时加深了我对宏超精密塑胶模具厂的认识。
在接下来的一个多星期里面,我来到了生产组装一线进行培训,同时对CAD进行了相关技术培训。
培训完之后,我开始到公司的技术部进行工作,开始逐步接受一些简单的测绘任务,在这个过程中我对工作中的实际体会和对CAD的基本操作有了很多的提高。
4、实习收获和重要心得体会以下是我在实习期间的收获以及自己的一些心得体会:(1)自主学习:工作后不再像在学校里学习那样,有老师,有作业,有考试,而是一切要自己主动去学去做。
只要你想学习,学习的机会还是很多的,老员工们从不吝惜自己的经验来指导你工作,让你少走弯路;集团公司、公司内部有各种各样的培训来提高自己。
你所要作的只是甄别哪些是你需要了解的,哪些是你感兴趣的。
(2)积极进取的工作态度:在工作中,你不只为公司创造了效益,同时也提高了自己,像我这样没有工作经验的新人,更需要通过多做事情来积累经验。
特别是现在实习工作并不像正式员工那样有明确的工作范围,如果工作态度不够积极就可能没有事情做,所以平时就更需要主动争取多做事,这样才能多积累多提高。
(3)团队精神:工作往往不是一个人的事情,是一个团队在完成一个项目,在工作的过程中如何去保持和团队中其他同事的交流和沟通也是相当重要的。
机电一体化实习报告范例一、实习目的通过在重冶的实习,可以使我们在实践中接触与本专业相关的一些实际工作,培养和锻炼我们综合运用所学的基础理论、基本技能和专业知识,去独立分析和解决实际问题的能力,把理论和实践结合起来,提高我们的实际动手能力,为将来我们毕业后走上工作岗位打下一定的基础。
二、实习内容(一)量具当中百分表、千分尺在机加工中的使用1、使用前,应检查测量杆活动的灵活性。
即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有任何轧卡现象,且每次放松后,指针能回复到原来的刻度位置。
2、测量时,不要使测量杆的行程超过它的测量范围;不要使测量头突然撞在零件上;不要使百分表和千分表受到剧烈的振动和撞击,亦不要把零件强迫推入测量头下,免得损坏百分表和千分表的机件而失去精度。
因此,用百分表测量表面粗糙或有显著凹凸不平的零件是错误的。
3、用百分表校正或测量零件时,应当使测量杆有一定的初始测力。
即在测量头与零件表面接触时,测量杆应有0、3-1mm的压缩量(千分表可小一点,有0、1mm即可),使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针。
轻轻地拉动手提测量杆的圆头,拉起和放松几次,检查指针所指的零位有无改变。
当指针的零位稳定后,再开始测量或校正零件的工作。
如果是校正零件,此时开始改变零件的相对位置,读出指针的偏摆值,就是零件安装的偏差数值。
4、检查工件平整度或平行度时。
将工件放在平台上,使测量头与工件表面接触,调整指针使摆动-转,然后把刻度盘零位对准指针,跟着慢慢地移动表座或工件,当指针顺时针摆动时,说明了工件偏高,反时针摆动,则说明了工件偏低了。
当进行轴测的时候,就是以指针摆动最大数字为读数(最高点),测量孔的时候,就是以指针摆动最小数字(最低点)为读数。
检验工件的偏心度时,如果偏心距较小,可测量偏心距,把被测轴装在两顶尖之间,使百分表的测量头接触在偏心部位上(最高点),用手转动轴,百分表上指示出的最大数字和最小数字(最低点)之差的就等于偏心距的实际尺寸。
机电一体化实习报告样本机电一体化实习报告三一、实习背景和目的机电一体化是将机械和电气控制相结合,实现自动化和智能化的一种技术。
作为机电一体化专业学生,我在实习过程中的主要任务是学习和掌握机电一体化的原理和应用,并通过实际操作和项目实践提升自己的实际能力。
本次实习报告为实习的第三部分,主要介绍我在实习期间的实际工作和经验。
二、实习内容和任务在实习的第三部分中,我的主要任务是参与一个机械手项目的研发和测试。
这个机械手主要用于工业生产线上的物料搬运和装配任务。
我参与了整个项目的设计、调试和测试工作。
1. 项目设计在项目设计阶段,我与项目组一起参与了机械手的整体设计工作。
我们根据项目需求,确定了机械手的结构和功能,并选择了合适的传感器和执行器。
我负责了机械部分的设计和选型工作,并与电气部分进行了密切的协作。
2. 项目调试在项目调试阶段,我与团队一起搭建了机械手的实际物理系统,并进行了连通性和稳定性的调试。
我们通过编写控制程序,测试了机械手的运动功能和自动化控制。
我负责了机械部分的调试工作,并与电气部分一起进行了系统参数的调整和优化。
3. 项目测试在项目测试阶段,我参与了机械手在实际工作环境中的测试工作。
我们通过在工业生产线上的物料搬运和装配任务中使用机械手,验证了机械手的性能和稳定性。
我负责了测试过程中的数据记录和分析工作,并提出了改进意见和建议。
三、实习收获和体会通过参与这个机械手项目的研发和测试工作,我得到了许多宝贵的实践经验和专业知识。
1. 机械设计能力的提升在项目设计阶段,我学习了机械设计的基础知识和技术,通过实际操作和实践,提升了自己的机械设计能力。
我学会了使用CAD软件进行机械部件的设计和装配,理解了机械部件的结构和工作原理。
2. 电气控制能力的提升在项目调试和测试阶段,我学习了电气控制的基础知识和技术,通过实际操作和实践,提升了自己的电气控制能力。
我学会了使用PLC和传感器进行自动化控制和数据采集,理解了电气控制系统的实际应用。
机电一体化实习报告14篇(优选)机电一体化实习报告篇1实习目的:为了使自己对机电一体化有更深层次的理解和认识,了解我们机电一体化专业的以后的从业方向,从20某某年9月到20某某年3月,我在西安安某公司进行了机电一体化相关实习工作。
在实习中,我在公司指导老师的热心指导下,积极参与公司相关生产工作,注意把书本上学到的机电一体化理论知识对照实际工作,用理论知识加深对实际工作的认识,用实践验证所学的机电一体化理论,探求机电一体化工作的本质与规律。
简短的实习生活,既紧张,又新奇,收获也很多。
通过实习,使我对机电一体化有了深层次的感性和理性的认识。
实习单位及岗位介绍:我所实习的西安某科技有限公司位于西安市经济技术开发区。
是一家从事油气田产品研发生产、技术服务业务的高新技术企业。
凭借长期服务于石油行业的经验和对油气田生产特点的认识,主要从事两大方向产品研发和生产:油气田井下测试作业仪器及工具和油气田井站自动化系统,具体分为四大类数十项产品。
目前产品市场覆盖面几乎全国各大油田,其中油气田井下测试作业仪器还分别进入了俄罗斯市场和缅甸市场;油气田井站自动化系统分别进入了长庆、吐哈、大港、四川等油田市场。
来到西安安特石油科技有限公司.这里工作的环境很好.我和几个同事安排在一间办公室,我主要的工作是整理文件,图纸管理.最近又帮忙做起里加工进程跟踪.这个厂的历史虽然不过几年时间,但是实力却是不错的有专业的模具设计人才,先进的生产设备.我平时也会帮忙画画图纸.在学校学到的现在派上了用场.碰到不会的'问题我还可以问我的几位师傅,他们都是专业的制图人员,画图纸又快又好.在他们的用心指导下我可以画很多以前不会画的图纸了。
实习内容及过程不知不觉实习阶段已经接近尾声,回想在学校的日子还历历在目.在安特石油科技有限公司实习的期间我学到了很多在学校里学不到的东西。
学到的东西也比较广,从发热片的加工到电子元件的质量标准和各种量具的用法.虽然工作并不复杂,可在操作过程中起了很大的作用,避免了很多不必要的损失,在工人们操作的时候加以纠正,传授正确方法,从而使产品质量提高.同时在工作中培养了自身交流能力.促进了工作的效力.这些都是我在安特石油科技有限公司里学到的。
机电一体化实习报告一、前言机电一体化是指将机械和电气的技术相结合,形成一种具有双重功能的技术体系。
机电一体化将传统的机械和电气技术有机地结合在一起,使机械系统具备了感知、控制和执行的能力,实现了智能化和自动化。
本实习报告旨在总结和分析我在某某公司进行的机电一体化实习项目的经验和收获。
二、实习内容在某某公司的机电一体化实习项目中,我主要参与了某某产品的设计、开发和测试工作。
项目的目标是开发一种新型的智能家居系统,实现对家庭电器的远程操控和智能化管理。
在实习期间,我主要参与了以下几个方面的工作:1. 系统设计:根据项目需求,参与了智能家居系统的整体设计工作。
通过分析家庭电器的工作原理和功能需求,设计出了一套合理的机电一体化控制方案。
在设计过程中,我学习了电气控制和传感器原理的相关知识,并运用这些知识进行了系统设计。
2. 硬件开发:在实习期间,我还参与了智能家居系统的硬件开发工作。
我使用了各种工具和设备进行电路板设计和制作。
通过实际操作,我学会了使用一些常用的电路板设计软件和工具,并掌握了电路板制作的流程和技巧。
3. 软件开发:智能家居系统的软件开发也是我参与的重要部分。
通过学习和实践,我掌握了一些常用的软件开发工具和技能。
我编写了一些控制家电的软件代码,并进行了功能测试和调试工作。
通过软件开发实践,我深入理解了软件和硬件之间的交互原理和方式。
4. 系统测试:在智能家居系统的实习中,我还负责了测试和验收工作。
我使用了一些专业的仪器设备对系统进行了性能和功能的测试。
通过测试,我发现并修复了一些系统存在的问题,并对系统进行了调试和优化。
三、实习收获在机电一体化的实习过程中,我获得了许多宝贵的经验和收获。
首先,我深入理解了机电一体化技术的原理和应用,了解了机械和电气技术的相互关系和影响。
通过实践项目,我学习到了许多实用的硬件和软件开发技能,提高了自己的实践能力和解决问题的能力。
其次,在实习过程中,我锻炼了自己的团队合作能力和沟通能力。
机电一体化实习报告机电一体化实习报告(通用8篇)难忘的实习生活已经告一段落了,你梳理过这段时间的实习生活吗?为此就要认真思考实习报告如何写了。
那么什么样的实习报告才是好的实习报告呢?以下是小编收集整理的机电一体化实习报告,仅供参考,大家一起来看看吧。
机电一体化实习报告篇1一、实习意义我们大家都知道,一个高校毕业生在三年或四年大学生涯结束之前都要参加一次踏入社会前的实习活动。
对于这个活动的意义,不同人、不同的学校有不同的看法。
我个人认为,毕业前的实习活动对于一个刚刚毕业的大学生来说是非常有必要的,大学生活是美好而快乐的,可是我们学生同样也在象牙塔中封闭了太久,我们不了解企业、不了解社会更不了解自己的能力和水平。
通过实习可以让我们尝试着接触社会和企业,了解企业也了解自己。
如今的大学生就业从过去的分配时代到了自主寻找时代,而现在的就业形势很不乐观,很多单位在招聘的时候列出需要有工作经验的条件,这对于刚走出校门的毕业生来说是很难达到的。
这时,社会实习就显得尤为重要,它不单是对自己工作经验的一种积累,还能够让自己明确以后的发展方向,对提高自身能力有着极为重大的意义。
因此,有了这次我的社会实习。
二、操作流程及感想金工实习是一门实践性的技术基础课,是高等院校工科学生学习机械制造的基本工艺方法和技术,完成工程基本训练的重要必修课。
它不仅可以让我们获得了机械制造的基础知识,了解了机械制造的一般操作,提高了自己的操作技能和动手能力,而且加强了理论联系实际的锻炼,提高了工程实践能力,培养了工程素质。
这是一次我们学习,锻炼的好机会!通过这次虽短而充实的实习我懂得了很多。
在实习期间,我先后参加了车工,数控机床,钳工,焊工,刨工的实习,从中我学到了很多宝贵的东西,它让我学到了书本上学不到的东西,增强自己的动手能力。
1.车工我所在的第一组首先接触的车工。
车工是在车床上利用工件的旋转和刀具的移动来加工各种回转体的表面,包括:内外圆锥面、内外螺纹、端面、沟槽等,车工所用的刀具有:车刀、镗刀、钻头等,车销加工时,工件的旋转运动为主的运动,刀具相对工件的横向或纵向移动为进给运动。
机电一体化实习报告范文机电一体化实习报告范文精选6篇(一)机电一体化实习报告实习时间:2020年7月1日-2020年8月31日实习单位:某机电制造公司一、实习背景及目的机电一体化是指机械工程和电子工程的相互融合与交叉,通过利用电子技术和信息技术来增强机械设备的自动化、智能化和精细化水平。
本次实习旨在通过在机电制造公司的实际工作中学习和实践,深入了解机电一体化的应用和发展趋势,并提升自己的专业素养和实践能力。
二、实习过程及成果在实习期间,我按照实习单位的安排和要求,参与了多个机电一体化项目的开发和实施。
具体包括以下几个方面的工作:1. 了解机电一体化技术的基本原理和应用领域,深入学习相关专业知识,包括机械设计、电子电路、传感器、控制系统等方面内容。
2. 参与机电一体化项目的需求分析和设计,包括制定项目计划、编制技术方案和可行性分析报告等。
3. 参与机电一体化设备的装配和调试工作,熟悉设备的结构和工作原理,掌握相关操作技能。
4. 参与机电一体化设备的现场测试和运营,收集并分析设备运行数据,根据实际情况进行调整和优化。
5. 学习并掌握机电一体化项目的管理和协调能力,与团队成员密切合作,完成各项任务和项目。
通过实习,我取得了以下几方面的成果:1. 加深了对机电一体化技术的理解和应用,掌握了相关专业知识和技能。
2. 增强了团队合作和沟通能力,学会与他人协作解决问题。
3. 提高了自我管理和组织能力,学会合理规划和安排工作。
4. 掌握了一定的项目管理和协调能力,为将来的工作打下良好的基础。
三、实习总结通过本次实习,我对机电一体化技术有了更深入的了解,也增强了自己的实践能力和专业素养。
机电一体化作为工程技术领域的重要发展方向,具有广阔的应用前景和市场潜力。
今后,我将继续深耕机电一体化领域,不断提升自己的能力和水平,为我国的机电制造业发展做出贡献。
同时,我还要感谢实习单位对我的培养和帮助,感谢各位老师和同事的指导和支持。
2024年机电一体化学生实习报告范本(____字)一、实习概况2024年xx月xx日至xx月xx日,我在某某公司进行了为期三个月的机电一体化实习。
在实习期间,我主要负责参与公司机电一体化设计项目的实施,包括设计方案的调研、CAD绘图、原材料采购、装配和调试等工作。
在实习期间,我积极学习了机电一体化的相关知识,并将理论知识应用到实践中。
通过和老师、同学们的交流,我深刻认识到机电一体化的重要性和应用价值。
二、实习内容1.调研与方案设计在实习的第一阶段,我主要负责对公司现有机电一体化系统进行调研,并与团队成员一起制定了改进方案。
通过对机电一体化系统的调研,我了解到了机电一体化的工作原理和应用领域,并根据公司实际情况确定了改进方案。
在方案设计过程中,我运用了CAD软件进行了初步的设计,并与团队成员进行了评审和修改。
2.CAD绘图在方案设计完成后,我负责根据设计图纸进行CAD绘图。
通过CAD软件的运用,我可以更加直观地了解机电一体化系统的结构和组成部分,并对之进行逐一标注和注释。
通过这一过程,我不仅熟悉了CAD 绘图软件的使用,还加深了对机电一体化系统的理解。
3.原材料采购与设备装配完成CAD绘图后,我和团队成员一起进行了原材料采购和设备装配。
在采购过程中,我学会了与供应商沟通,了解产品的质量和价格,并选择了合适的原材料。
在装配过程中,我负责组装和调试机电一体化系统的各个部分,确保系统的正常运行。
4.系统调试与问题解决在机电一体化系统装配完成后,我和团队成员一起进行了系统的调试和测试。
在调试过程中,我们发现了一些问题和故障,并及时进行了修复和解决。
通过这一过程,我了解到了机电一体化系统的调试和维护方法,培养了解决问题的能力。
三、实习收获通过这次机电一体化实习,我学到了很多专业知识和技能,也收获了很多宝贵的经验。
首先,在实习中,我学习到了机电一体化的相关知识,了解到了机电一体化在各个行业的应用场景,并学会了运用CAD软件进行机电一体化系统设计和绘图。
实验一四节传送带控制一、实验目的1.掌握传送指令的使用及编程2.掌握四节传送带控制系统的接线、调试、操作三、面板图四、控制要求1.总体控制要求:如面板图所示,系统由传动电机M1、M2、M3、M4,故障设置开关A、B、C、D组成,完成物料的运送、故障停止等功能。
2.闭合“启动”开关,首先启动最末一条传送带(电机M4),每经过1秒延时,依次启动一条传送带(电机M3、M2、M1)。
3.当某条传送带发生故障时,该传送带及其前面的传送带立即停止,而该传送带以后v1.0 可编辑可修改的待运完货物后方可停止。
例如M2存在故障,则M1、M2立即停,经过1秒延时后,M3停,再过1秒,M4停。
4.排出故障,打开“启动”开关,系统重新启动。
5.关闭“启动”开关,先停止最前一条传送带(电机M1),待料运送完毕后再依次停止M2、M3及M4电机。
五、功能指令使用及程序流程图1.传送指令使用X0000为ON时,将源内容向目标内容传送,X0000为OFF时,数据不变化。
2.程序流程图六、端口分配及接线图1.端口分配及功能表序号PLC地址(PLC端子)电气符号(面板端子)功能说明1X00SD启动(SD)2X01A传送带A故障模拟3X02B传送带B故障模拟4X03C传送带C故障模拟5X04D传送带D故障模拟6Y00M1电机M17Y01M2电机M28Y02M3电机M32.PLC外部接线图七、操作步骤1.检查实验设备中器材及调试程序。
2.按照I/O端口分配表或接线图完成PLC与实验模块之间的接线,认真检查,确保正确无误。
3.打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改,直至无误,用SC-09通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序至PLC中,下载完毕后将PLC的“RUN/STOP”开关拨至“RUN”状态。
4.打开“启动”开关后,系统进入自动运行状态,调试四节传送带控制程序并观察四节传送带的工作状态。
5.将A、B、C、D开关中的任意一个打开,模拟传送带发生故障,观察电动机M1、M2、M3、M4的工作状态。
6.关闭“启动”按钮,系统停止工作八、实验总结1.总结移位寄传器指令的使用方法。
2.总结记录PLC与外部设备的接线过程及注意事项。
实验二数码显示控制一、实验目的1.掌握译码指令的使用及编程方法2.掌握LED数码显示控制系统的接线、调试、操作方法二、实验设备序号名称型号与规格数量备注1.可编程控制器实验装置DDSZ-212.实验挂箱D6713.实验挂箱MRDT20-114.实验导线3号若干5.SC-09通讯电缆1三菱6.计算机1自备三、功能指令使用及程序流程图1.触点比较指令使用指令描述:对源数据内容进行BIN比较,对其结果执行后段的运算;如上所示,当D0中的数据“等于”常数K1时,则Y0输出状态“1”。
2.程序流程图四、端口分配及接线图1.I/O端口分配功能表序号PLC地址(PLC端子)电气符号(面板端子)功能说明1.X00SD启动/停止2.Y00A3.Y01B4.Y02C5.Y03D6.Y04E7.Y05F8.Y06G五、操作步骤1.按控制接线图连接控制回路;2.将编译无误的控制程序下载至PLC中,并将模式选择开关拨至RUN状态;3.分别拨动启动开关K0,观察并记录LED数码管显示状态;4.尝试编译新的控制程序,实现不同于示例程序的控制效果。
六、实验总结1.尝试分析整套系统的工作过程;2.尝试用其他不同于示例程序所用的指令编译新程序,实现新的控制过程。
实验三机械手控制一、实验目的1.掌握机械手控制系统的接线、调试、操作三、面板图四、控制要求1.总体控制要求:如面板图所示,工件在A处被机械手抓取并放到B处。
2.机械手回到初始状态,SQ4=SQ2=1,SQ3=SQ1=0,原位指示灯HL点亮,按下“SB1”启动开关,下降指示灯YV1点亮,机械手下降,(SQ2=0)下降到A处后(SQ1=1)夹紧工件,夹紧指示灯YV2点亮。
3.夹紧工件后,机械手上升(SQ1=0),上升指示灯YV3点亮,上升到位后(SQ2=1),机械手右移(SQ4=0),右移指示灯YV4点亮。
4.机械手右移到位后(SQ3=1)下降指示灯YV1点亮,机械手下降。
5.机械手下降到位后(SQ1=1)夹紧指示灯YV2熄灭,机械手放松。
6.机械手放松后上升,上升指示灯YV3点亮。
7.机械手上升到位(SQ2=1)后左移,左移指示灯YV5点亮。
8.机械手回到原点后再次运行。
五、程序流程图六、端口分配及接线图1.端口分配及功能表序号PLC地址(PLC端子)电气符号(面板端子)功能说明1X00SB1启动开关2X01SQ1下限位开关3X02SQ2上限位开关4X03SQ3右限位开关5X04SQ4左限位开关6Y00YV1下降指示灯7Y01YV2夹紧指示灯8Y02YV3上升指示灯9Y03YV4右移指示灯10Y04YV5左移指示灯11Y05HL原位指示灯12主机COM0、COM1、COM2接电源GND电源地端外部接线图七、操作步骤1.检查实验设备中器材及调试程序。
1.按照I/O端口分配表或接线图完成PLC与实验模块之间的接线,认真检查,确保正确无误。
2.打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改,直至无误,用SC-09通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序至PLC中,下载完毕后将PLC的“RUN/STOP”开关拨至“RUN”状态。
3.将左限位开关SQ4、右限位开关SQ3打向左、上限位开关SQ2、下限位开关SQ1打向上,机械手回到初始状态,原位指示灯HL点亮。
4.打上“SB1”启动开关,下降指示灯YV1点亮,模拟机械手下降,上限位开关SQ2打下,下降到A处后将下限位开关SQ1打下,开始夹紧工件,夹紧指示灯YV2点亮。
5.夹紧工件后,机械手上升,上升指示灯YV3点亮,将下限位开关SQ1打上,机械手上升到位后,上限位开关SQ2打上。
6.右移指示灯YV4点亮,机械手开始右移,左限位开关SQ4打向右。
7.机械手右移到位后,右限位开关SQ3打向右,下降指示灯YV1点亮,机械手下降,上限位开关SQ2打下。
8.机械手下降到位后,下限位开关SQ1打下,夹紧指示灯YV2熄灭,机械手放松。
9.机械手放松后上升,上升指示灯YV3点亮,下限位开关SQ1打上,机械手上升到位后,上限位开关SQ2打上。
10.机械手上升到位后左移指示灯YV5点亮,右限位开关SQ3打向左。
11.机械手左移到位后,左限位开关SQ4打向左,机械手完成一个动作周期。
八、实验总结1.总结记录PLC与外部设备的接线过程及注意事项。
实验四液体混合装置控制的模拟一、实验目的1.掌握上升沿/下降沿检出指令的使用及编程2.掌握多种液体混合装置控制系统的接线、调试、操作三、面板图四、控制要求1.总体控制要求:如面板图所示,本装置为三种液体混合模拟装置,由液面传感器SL1、SL2、SL3,液体A、B、C阀门与混合液阀门由电磁阀YV1、YV2、YV3、YV4,搅匀电机M,加热器H,温度传感器T组成。
实现三种液体的混合,搅匀,加热等功能。
2.打开“启动”开关,装置投入运行时。
首先液体A、B、C阀门关闭,混合液阀门打开10秒将容器放空后关闭。
然后液体A阀门打开,液体A流入容器。
当液面到达SL3时,SL3接通,关闭液体A阀门,打开液体B阀门。
液面到达SL2时,关闭液体B阀门,打开液体C 阀门。
液面到达SL1时,关闭液体C阀门。
3.搅匀电机开始搅匀、加热器开始加热。
当混合液体在6秒内达到设定温度,加热器停止加热,搅匀电机工作6秒后停止搅动;当混合液体加热6秒后还没有达到设定温度,加热器继续加热,当混合液达到设定的温度时,加热器停止加热,搅匀电机停止工作。
4.搅匀结束以后,混合液体阀门打开,开始放出混合液体。
当液面下降到SL3时,SL3由接通变为断开,再过2秒后,容器放空,混合液阀门关闭,开始下一周期。
5.关闭“启动”开关,在当前的混合液处理完毕后,停止操作。
五、功能指令使用及程序流程图1.上升沿/下降沿检出指令使用上升沿/下降沿检出指令,仅在指定位软元件的上升沿或下降沿接通一个扫描周期。
2.程序流程图六、端口分配及接线图1.端口分配及功能表序号PLC地址(PLC端子)电气符号(面板端子)功能说明1X00SD启动(SD)2X01SL1液位传感器SL13X02SL2液位传感器SL24X03SL3液位传感器SL35X04T温度传感器T6Y00YV1进液阀门A7Y01YV2进液阀门B8Y02YV3进液阀门C9Y03YV4排液阀门10Y04YKM搅拌电机11Y05H加热器12主机COM、面板COM接电源GND电源地端13主机COM0、COM1、COM2、COM3、COM4、COM5、接电源GND电源地端14面板V+接电源+24V电源正端2.PLC外部接线图七、操作步骤1.检查实验设备中器材及调试程序。
2.按照I/O端口分配表或接线图完成PLC与实验模块之间的接线,认真检查,确保正确无误。
3.打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改,直至无误,用SC-09通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序至PLC中,下载完毕后将PLC的“RUN/STOP”开关拨至“RUN”状态。
4.打开“启动”开关,SL1、SL2、SL3拨至OFF,观察液体混合阀门YV1、YV2、YV3、YV4的工作状态。
5.等待20S后,观察液体混合阀门YV1、YV2、YV3、YV4的工作状态有何变化,依次将SL1、SL2、SL3液面传感器扳至ON,观察系统各阀门、搅动电机YKM及加热器H的工作状态。
6.将测温传感器的开关打到ON,观察系统各阀门、搅动电机YKM及加热器H的工作状态。
7.关闭“启动”开关,系统停止工作。
八、实验总结1.总结正/负跳变指令的使用方法。
2.总结记录PLC与外部设备的接线过程及注意事项。