首检单
- 格式:xls
- 大小:10.00 KB
- 文档页数:2
工序检验管理规定更多免费资料下载请进:好好学习社区工序检验管理规定1、目的1.1、明确生产过程中工序检验(即首检、自检、互检、巡检)的具体办法。
1.2、明确车间操作员工、班组长、在线QC、现场工艺员的职责。
2、适用范围本管理规定适用于生产过程中的工序检验3、术语/定义3.1、首件检验:在生产开始时(上班或换班)或工序因素调整后(换人、换料、换工装、调整设备等)对制造的首件或前几件产品进行的检验;主要方式为逐工序对整个机器所使用的材料和操作的符合性检验。
目的是为了尽早发现生产过程中影响产品质量的系统因素,防止产品出现批量不合格。
3.2、自检:操作员工依据工艺技术文件要求,对自已操作内容和操作顺序的正确性进行确认,以保证本工序生产中所使用的零部件完全正确,制品符合质量要求。
3.3、互检:操作员工按工序指导卡要求对其前面相关工序的操作结果进行确认,防止不合格品流入本工序。
3.4、巡检:QC检验员在生产现场对相应工序进行的常规质量要求及特殊质量要求的监督检验。
3.5、首检单:是工艺员根据技术通知单、工艺通知单、BOM表等技术文件综合总结出来的产品关键特性要求汇总表,主要是用于指导总装课首检和QC巡检的技术准备文件。
3.6、技术准备单:是工艺员根据技术通知单、工艺通知单、BOM表等技术文件综合总结出来的产品关键特性要求汇总表,主要是用于指导两器课首检和QC巡检的技术准备文件。
4 职责4.1制造部职责4.1.1各车间生产操作员工负责自己操作岗位(工序)制品的首检、自检、互检。
4.1.2 各车间班组长负责指导本辖区操作员工的工序检验过程,并对检验结果进行确认。
4.1.3、制造部各课主管负责及时将技术文件传递到班组和员工,指导检验。
4.2、品管部职责4.2.1、QC负责编制巡检内容和要求。
4.2.2、QC检验员负责各生产班组的巡检,并参与整机首件检验。
4.3、技术工艺部职责4.3.1、负责《工序指导卡》和“首检单”、“技术准备单”的编制,明确各操作岗位(工序)的首检、自检、互检的内容和操作要求。


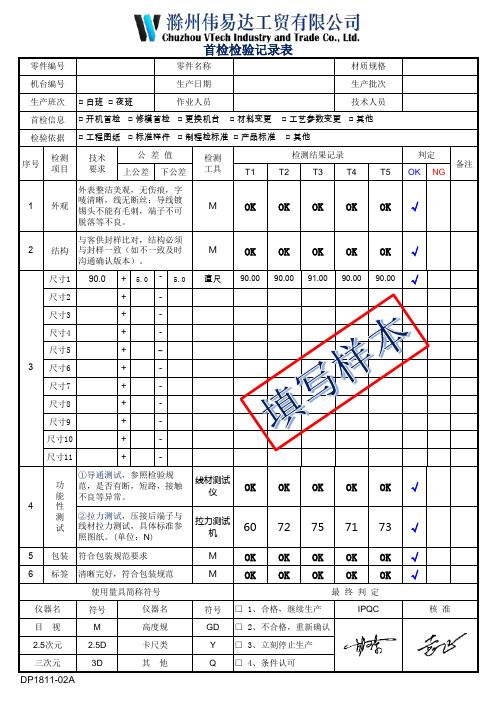
T1T2T3T4T5OKNG1外观MOK OK OK OK OK√2结构M OKOKOKOKOK√尺寸190.0+ 5.0- 5.0直尺90.0090.0091.0090.0090.00√尺寸2+-尺寸3+-尺寸4+-尺寸5+-尺寸6+-尺寸7+-尺寸8+-尺寸9+-尺寸10+-尺寸11+-线材测试仪OK OK OK OK OK √拉力测试机6072757173√5包装M OK OK OK OK OK √6标签MOKOKOKOKOK√符号符号M GD 2.5D Y 3DQ核 准使用量具简称符号最 终 判 定□ 1、合格,继续生产DP1811-02A目 视高度规2.5次元卡尺类三次元其 他□ 2、不合格,重新确认□ 3、立刻停止生产□ 4、条件认可符合包装规范要求清晰完好,符合包装规范仪器名仪器名IPQC34功能性测试①导通测试,参照检验规范,是否有断,短路,接触不良等异常。
②拉力测试,压接后端子与线材拉力测试,具体标准参照图纸。
(单位:N )与客供封样比对,结构必须与封样一致(如不一致及时沟通确认版本)。
首检信息□ 开机首检 □ 修模首检 □ 更换机台 □ 材料变更 □ 工艺参数变更 □ 其他检验依据□ 工程图纸 □ 标准样件 □ 制程检标准 □ 产品标准 □ 其他序号检测项目技术要求公 差 值检测工具检测结果记录判定备注上公差下公差外表整洁美观,无伤痕,字唛清晰,线无断丝;导线镀锡头不能有毛刺,端子不可脱落等不良。
机台编号生产日期生产批次生产班次□ 白班 □ 夜班作业人员技术人员首检检验记录表零件编号零件名称材质规格。


印刷质量控首检单日期: [填写日期]检测人员姓名: [填写检测人员姓名]1. 项目名称:_____________________________________________________________________ 2. 文件信息:文件名称:____________________________________文件版本:____________________________________文件编号:____________________________________3. 印刷质量检测要求:印刷方式:____________________________________印刷颜色:____________________________________色彩标准:____________________________________印刷精度要求:________________________________印刷尺寸要求:________________________________合格品标准:__________________________________4. 检测内容及结果:- 纸张质量- 色彩准确性- 印刷精度- 清晰度和锐利度- 印刷位置和尺寸- 构图和排版- 其他附加要求5. 检测规范和方法:- 使用专业检测设备和工具进行检测,如色差仪、尺子等- 参照相关标准进行检测,如ISO XXXX等- 检测过程中要细致观察、记录6. 检测结果:- 合格: [检测结果]- 不合格: [检测结果]7. 备注及建议:[填写备注及建议]8. 审核人: [填写审核人姓名]审核日期: [填写审核日期]以上内容已经进行了首次印刷质量控检测,并填写了检测结果和意见。
请相关人员在检测结果确认无误的情况下及时进行下一步工作。
如有任何问题,请及时与检测人员或审核人员联系。
注意:此首检单仅适用于印刷质量控首次检测,对于后续的质量控制检测,需要进行相应的修改和更新。
首检、自检、互检、巡检管理制度1.操作者应对加工过程中换班、换人、换品种、换工装夹具或调试设备等,改变工序条件后加工的第一个零件必须做首件。
2.首件产品经自检、互检和检验合格后,由检验人员开具S064R-30-28(首件质量检验单)并对首件产品加盖“首件”章,操作者拿到首件检验单后方可进行批量加工,否则不得加工。
3.操作者应把首件质量检验单和“首件”一块放置于要求位置。
“首件”活保存至换产品、或换批次、或下班时方可装箱,首件检验单应自行保存一个月,以备检查。
4.操作者在填写首件质量检验单中技术要求栏时,必须按照工艺文件相应内容如实填写,不允许抄袭先前票据或靠记忆填写。
5. 操作者在填写自检结果时,必须对应零件一边测量一边记录,不允许依靠记忆、捏造数据或抄袭先前票据数据,并对自检结论签字确认。
6. 互检人员在填写互检结果时,必须对照工艺文件,用自己的量具,边测量边记录,不允许捏造数据或抄袭自检数据,并对互检结论签字确认。
7.自检人员和互检人员在检测过程中应相互检查,互相确认,确保自检、互检过程及结论真实有效,符合工艺要求,不能流于形式,一旦出现问题,应共同承担因此产生的不合格品。
8.操作者做首检时,不提供正式工艺,检验人员需对照自己工艺进行检测,以防止工艺文件出现错误而产生不合格品;对于按二类工艺、临时工艺加工的产品,操作者做首检时,要提供二类工艺、临时工艺以供检验人员检验时参考。
9. 每天检验员对加工的主被动全品种巡检时要进行全尺寸检验,做好记录。
检验员要对各班次分别完成一次巡检任务。
10.主被动所有首件必须打印零件标识后才能作首检,首检作回后要放置在展示台指定位置。
且当班下班前要清理干净,其随该批次零件放在一起。
11.自检、互检尺寸必须真实、准确。
自检、互检尺寸与检验员测量尺寸相差在下列范围内的视为自检、互检合格:长度尺寸≤0.10,外圆尺寸≤0.06,倒角宽度≤0.16,角度≤20′跳动≤0.03;当自检、互检尺寸超出允许的差值时,检验员在该张首检单上盖“作废”或“不合格”章,操作者重新进行自检、互检。
质量首检自检范文
首检自检是指在产品生产过程中,工人在自己完成工序的同时进行检查,以确保产品质量的一种方式。
以下是一个可能的质量首检自检范文:
质量首检自检范文
日期:_______
产品名称:________
工序:________
质检员:________
首检自检内容:
1. 根据工艺流程,确认自己的工序操作是否正确。
2. 检查产品是否存在明显的缺陷,如划痕、变形等。
3. 检查产品的尺寸是否符合要求,使用量具进行测量。
4. 检查产品的外观是否整洁,无污垢。
5. 检查产品的功能是否正常,如有需要,进行简单的测试。
6. 检查产品的包装是否完好无损,符合要求。
首检自检结果:
□ 合格
□ 不合格
首检自检备注:
__________________________
__________________________
__________________________
__________________________
__________________________
质检员签名:________________
生产部门经理签名:____________
备注:首检自检是每位工人应有的责任,请工人们严格按照流程进行首检自检,保证产品质量和生产效率的双重提升。