双金属复合管焊接技术探讨_赵晨光
- 格式:pdf
- 大小:292.87 KB
- 文档页数:4
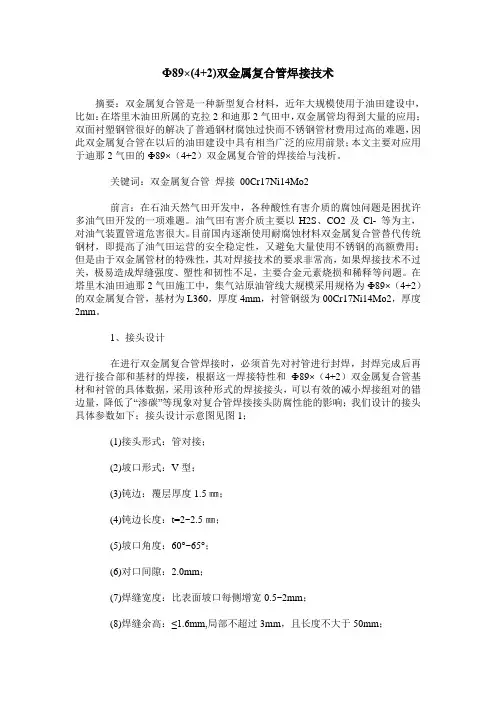
Ф89×(4+2)双金属复合管焊接技术摘要:双金属复合管是一种新型复合材料,近年大规模使用于油田建设中,比如:在塔里木油田所属的克拉2和迪那2气田中,双金属管均得到大量的应用;双面衬塑钢管很好的解决了普通钢材腐蚀过快而不锈钢管材费用过高的难题,因此双金属复合管在以后的油田建设中具有相当广泛的应用前景;本文主要对应用于迪那2气田的Ф89×(4+2)双金属复合管的焊接给与浅析。
关键词:双金属复合管焊接00Cr17Ni14Mo2前言:在石油天然气田开发中,各种酸性有害介质的腐蚀问题是困扰许多油气田开发的一项难题。
油气田有害介质主要以H2S、CO2及Cl- 等为主,对油气装置管道危害很大。
目前国内逐渐使用耐腐蚀材料双金属复合管替代传统钢材,即提高了油气田运营的安全稳定性,又避免大量使用不锈钢的高额费用;但是由于双金属管材的特殊性,其对焊接技术的要求非常高,如果焊接技术不过关,极易造成焊缝强度、塑性和韧性不足,主要合金元素烧损和稀释等问题。
在塔里木油田迪那2气田施工中,集气站原油管线大规模采用规格为Ф89×(4+2)的双金属复合管,基材为L360,厚度4mm,衬管钢级为00Cr17Ni14Mo2,厚度2mm。
1、接头设计在进行双金属复合管焊接时,必须首先对衬管进行封焊,封焊完成后再进行接合部和基材的焊接,根据这一焊接特性和Ф89×(4+2)双金属复合管基材和衬管的具体数据,采用该种形式的焊接接头,可以有效的减小焊接组对的错边量,降低了“渗碳”等现象对复合管焊接接头防腐性能的影响;我们设计的接头具体参数如下;接头设计示意图见图1;(1)接头形式:管对接;(2)坡口形式:V型;(3)钝边:覆层厚度1.5㎜;(4)钝边长度:t=2~2.5㎜;(5)坡口角度:60°~65°;(6)对口间隙:2.0mm;(7)焊缝宽度:比表面坡口每侧增宽0.5~2mm;(8)焊缝余高:≤1.6mm,局部不超过3mm,且长度不大于50mm;(9)焊后错边:覆层≤0.5mm,基层≤10%T且≤1.6mm;2、焊材选择由于目前国内尚不能解决双金属复合管爆炸熔合的技术难题,进场的双金属复合管均为机械复合,在基材与衬管之间存在细微的间隙;管道在拉运到现场前,必须对基材与衬管接合部进行封焊,即对基材与衬层之间的间隙焊接,避免由于衬层热膨胀系数大而造成衬层与基材的脱离,也可以避免日后由于焊缝处衬管遭受腐蚀后,介质通过衬管与基材之间的缝隙对整个复合管进行破坏;封焊属于异种钢焊接,技术相对成熟,我们选用的焊接方法为氩弧焊,焊材选用ER316LФ1.2mm焊丝,具体的焊接工艺参数见表2;焊接时采用小电流,以降低焊接线能量;双金属复合管的焊接在根焊时,属于同类别不锈钢焊接,其焊接技术非常成熟,针对Ф89×(4+2)这种双金属复合管的衬管材质为00Cr17Ni14Mo2,我们选择的根焊焊丝型号为AWS A5.9 ER316L TGS-316L Ф2.0mm,采用氩弧焊;在根焊结束后,衬管部分同类别钢材的焊接已经完成,开始进行填充、盖面,此时所遇到的问题是如何解决基材与衬管异种钢的焊接结合问题;填充焊我们选择GB/T983 E309-15 CHS307 Ф2.5mm作为填充焊条,该焊条具有优良的抗裂性及抗氧化性能,可以有效的解决焊缝强度、塑性和韧性不足、合金元素被烧损、稀释及渗碳等问题;采用该焊条进行焊接,还可以为下一步用E5015进行填充盖面提供良好的焊接界面,可以很好的与E5015焊条进行熔合,极大地提高劳动效率和节约施工成本。
双金属复合管焊接工艺研究与应用王新【摘要】In order to improve welding qualified rate and working efficiency of double metal composite pipe with 20#Carbon steel base tube and 316Lstainless steel inner liner,the paper introduces the study on the welding process parameters,welding procedure qualification which is applied on project after approved.The result of appliction proves that the welding procedure is simple and effective,which welding qualified rate is improved from 70% before to over 90% and ensures the smooth commissioning of the project.%为了提高20#碳钢基管+316L不锈钢内衬管双金属复合管的焊接一次合格率以及生产效率,研究了该材质的焊接工艺参数,并采用该参数进行焊接工艺试验,评定合格后进行了工程应用.结果表明,该工艺焊接工序步骤简单,焊接一次合格率由不到70%提高至90%以上,提高了工程焊接效率,确保了工程顺利投产.【期刊名称】《电焊机》【年(卷),期】2011(041)007【总页数】3页(P71-73)【关键词】20#碳钢基管;316L不锈钢内衬管;双金属复合管;焊接工艺研究【作者】王新【作者单位】石油天然气克拉玛依工程质量监督站,新疆克拉玛依834000【正文语种】中文【中图分类】TG457.6七中区克下组油藏复合驱工业化试验地面建设工程是中石油股份公司2007年的重大开发试验项目,也是新疆克拉玛依油田迄今为止规模最大的化学驱现场试验项目,试验成功后预计可提高克拉玛依油田老区油藏最终采收率16%。
双金属复合管技术第一篇:双金属复合管技术双金属复合管目录1由来:2双金属复合管形成基本原理:3目前世界盛行工艺方法主要有以下四种:1.3.1 机械旋压法2.3.2 爆炸复合法 3.3.3 液压复合法4.3.4 拉拔复合法4双金属复合管主要参数:1.4.1 结合力:2.4.2 双金属复合管相比于纯合金管的性价比优势:5双金属复合管适用领域:1.5.1 民用领域:2.1由来:镀锌钢管:优势—含碳量高、耐冲击、热膨胀率低、耐压、耐高温,安装成熟,规格齐全;劣势—内壁表面粗糙、易结垢,不能满足现代生活需求,民用建筑给水领域已停止使用。
薄壁不锈钢管:优势—304不锈钢制成,耐腐蚀、表面光滑不结垢,综合性能优越,但价格昂贵;双金属复合钢管:是将镀锌钢管或焊管、无缝钢管和壁厚更薄的不锈钢管强力嵌合在一起的新型复合给水管材,也是一种更理想的管道升级换代产品。
它保留了两种不同材料内在的优点,互补了它们内在的不足,并且沿用了镀锌钢管传统成熟的安装方式和工艺,因此在使用中方便、可靠、卫生、安全。
跟据基管与内衬管选材的不同,以及制造工艺的提升,已有不少厂家生产的双金属复合管广泛应用于油田、化工、电力等工业领域,其适用范围越来越广泛,带来的经济、环境、社会效益也更加明显。
双金属复合管内外层的的结构说明2双金属复合管形成基本原理:双金属复合钢管基本原理:外基管负责承压和管道刚性支撑的作用,内衬管承担耐腐蚀的作用。
外基管可以根据输送介质的流量和压力要求,选用不同通径和壁厚的碳钢管材。
热镀锌钢管、直缝焊管、螺旋管、低中压流体输送用无缝钢管、高压锅炉、石油裂化用无缝管钢管、管线管等。
直径可从φ20-φ1020mm,壁厚可从2.5-50mm。
内衬管可以根据输送介质化学成分,选用不同的耐腐蚀合金。
可以是奥氏体不锈钢304、304L、316、316L、铜基合金、镍基合金、哈氏合金、钛、钛合金、双相不锈钢等新型高耐腐蚀合金材料。
内衬管壁厚可以根据使用寿命和焊接工艺的要求从0.3-4mm。
双金属复合管焊接工艺探讨[摘要]现在全世界范围内,能源需求总量还在不断提高,但是随着开采工作的开展,很多地区当中的易开采油气资源越来越多,相对应地,替代能源的发展仍然无法全面取代传统化石燃料,为了可以适应于全球经济发展情况,很多油气田的开发深入程度越来越深,环境越来越恶劣。
在很多油井深处,其中的CO2、Cl2和H2S含量很高的,同时也出现了管道腐蚀问题,长期应用当中会造成管道穿孔问题,在严重时会出现火灾和爆炸事故。
[关键词]复合管;双金属;复合工艺;机械复合;冶金复合在油井内恶劣环境下,碳钢材料会快速受到电化学腐蚀,所以在设计当中需要我们应用缓蚀剂,工作量很大,如果应用耐蚀合金,为了保证其整体稳固性,会应用到大量的支撑元件,所以会造成严重浪费,相比之下,应用双金属复合管道来,可以较好地解决这些问题。
双金属复合管由两部分组成,其外部是低合金钢管,内衬部位则是耐蚀合金管道,其不仅仅可以将基管的机械性能和内衬管的防腐性能结合起来,同时也可以很好地让输送强度、压力需求得到满足,同时也有很高的性价比,现在得到了广泛的应用。
1封焊和组对1.1封焊操作。
在正常情况下,双金属管道的基层和复层之前的封焊层是由生产钢管的厂商自行完成的,但是对于管线的连头则要在短管切割过程当中完成,这项内容是由施工单位负责的。
在切割完毕后,还要针对其中的基层和复层之间的贴合程度进行,在正常情况下,是贴合程度越高则越好。
除此之外,在管端切割和坡口和制作过程当中,也要结合实际情况来进行检查,保证其没有影响复层不锈钢管的完整性,否则会让其抗腐蚀能力受到极大的影响,这种情况下,管道的使用寿命会大大缩短。
在这个过程当中,封焊层当中,焊接在双金属复合管道当中是非常重要的一道程序,其也会在很大程度上影响其焊接的质量。
复合管道的基层和接触并不是非常紧密的,其中大多会有一定量的水分和空气,其也可能会成为一个质量隐患,所以为了保证加工质量,要在加工之前进行预热,保证将管道内部维持干燥,同时也要将其内部的空气排除出去。
双金属复合管的施工焊接技术【摘要】文章围绕着双金属复合管的施工焊接技术问题,就双金属复合管焊接难题、复合管坡口的焊接、焊接方法、影响焊接的因素及常见问题的处理等进行了分析和探讨。
【关键词】双金属复合管;施工;焊接技术引言双金属复合管又称双层管或包覆管,它是由两种不同的金属管材构成,管两端僻用特殊方法焊接或特殊结构连接。
油气田用防腐双金属复合管其基管采用碳钢管或其他合金钢管(通常为20G、X60、Q235等),从而保证优异的机械力学性能衬管为一层薄壁耐蚀合金,耐蚀金属可根据油气田腐蚀环境选择,常选用Super13Cr、22Cr以及镍基合金825等,从而保证良好的耐腐蚀性能同时价格却又比整体耐蚀钢管低50%甚至70%,从而达到最佳性能价格组合。
1 双金属复合管焊接难题双金属复合管以碳素钢管或合金钢管为基管,在其内表面覆衬一定厚度(一般为2~3 mm)的不锈钢、钛合金、铜、铝等耐蚀合金属制造的复合管,这种特殊的结构形式,使其兼顾碳钢的耐压性和不锈钢的耐蚀性以及相对不锈钢价格低廉的特点,其突出的性价比和耐蚀性能,使它在石油及天然气工业、供水工程、化学工业等行业具有广泛的应用前景。
但是该材料焊接有许多技术特点,工艺参数和现场措施对接头的组织和性能有很大影响,由于生产工艺的限制,目前国内主要采用“金属管道爆燃加衬技术”或者液压复合技术,其基层和衬层间的结合完全是机械结合,未达到冶金结合,基层和衬层间会有一定的缝隙,其特殊的结构形式导致焊接时层间未熔合或夹渣、主要合金元素易烧损、熔池金属塌陷形成焊瘤、焊缝背面氧化成型不良、焊缝周围碳原子迁移影响防腐效果等焊接缺陷,并且目前国内无法生产复合管的弯头,必然存在两种钢或多种钢的焊接,因此解决复合管的焊接难题是其大规模推广应用的关键。
2 复合管坡口2.1 坡口接头形式坡口的接头形式对焊接工艺评定影响很大,由于国内复合管采用的生产形式,无论是爆炸复合还是液压复合,都属于机械式复合,基层和衬层未达到原子或分子间的结合,它们之间有一定的间隙,如果采用常规的坡口形式(见图1)焊接,焊缝区域易造成“渗碳”,且在衬层和基层的间隙交界处出现裂纹,工程技术人员认真摸索,设计出了如图2所示的坡口形式,衬层突出2~3 mm,其优点为:a.便于采用封焊焊道进行衬层的固定,减少焊接组对的错边量;b.衬层突出的部分使碳钢到根焊焊缝距离加长,可以降低“渗碳”对复合管焊接接头防腐性能的影响。
一种金属双层复合管的加工工艺的专利本发明涉及一种金属双层复合管的加工工艺,特别是一种用于制造高强度和高耐腐蚀性管道的工艺。
在工业生产中,金属管道广泛应用于石油、化工、航空航天等领域。
然而,传统的金属管道在面对高温、高压和腐蚀等极端条件时存在一些问题,如强度不足、耐腐蚀性差等。
为了解决这些问题,本发明提出了一种金属双层复合管的加工工艺。
该加工工艺主要包括以下步骤:第一步,选择合适的金属材料。
在本发明中,我们选择了两种具有不同性能的金属材料,分别作为内层和外层材料。
内层材料应具有较高的强度和耐腐蚀性,而外层材料应具有较好的韧性和可焊性。
第二步,制备内层管道。
首先,将内层材料切割成适当的长度,并进行表面处理,以提高其耐腐蚀性。
然后,将内层材料进行成型,可以采用冷拔、冷轧或者热轧等方法。
最后,对内层管道进行热处理,以提高其强度和耐腐蚀性。
第三步,制备外层管道。
与制备内层管道类似,首先对外层材料进行切割和表面处理。
然后,将外层材料进行成型,并进行热处理,以提高其韧性和可焊性。
第四步,复合内外层管道。
将内层管道放入外层管道中,并进行预压。
然后,将复合管道进行焊接或者锻造,以实现内外层的连接。
焊接可以采用电弧焊、氩弧焊或者激光焊等方法。
第五步,进行后续处理。
对复合管道进行热处理和冷却处理,以消除焊接过程中产生的应力和变形。
然后,对复合管道进行表面处理,如抛光、喷涂等。
通过以上加工工艺,制备出的金属双层复合管具有以下优点:首先,由于采用了双层结构,内层材料具有较高的强度和耐腐蚀性,而外层材料具有较好的韧性和可焊性。
因此,复合管道在面对高温、高压和腐蚀等极端条件时能够更好地满足要求。
其次,由于采用了焊接或锻造等连接方式,内外层之间的连接更加牢固,不易出现漏水或断裂等问题。
最后,通过热处理和冷却处理等后续处理步骤,能够消除焊接过程中产生的应力和变形,提高复合管道的整体性能和使用寿命。
综上所述,本发明提供的金属双层复合管的加工工艺能够制备出高强度和高耐腐蚀性的管道产品,在工业生产中具有广泛的应用前景。
浅谈双金属复合管端部处理焊接技术发布时间:2021-03-11T12:18:02.073Z 来源:《工程管理前沿》2020年33期作者:袁伟1 袁玉峰2 [导读] 在对现代城市经济建设的过程中,要应用更加先进的技术,对各项建设工程需求进行满足。
袁伟1 袁玉峰2(1西安向阳航天材料股份有限公司,2西安航天物资储运部;陕西西安 710025)摘要:在对现代城市经济建设的过程中,要应用更加先进的技术,对各项建设工程需求进行满足。
双金属复合管端部处理焊接技术作为机械技术的重要组成部分,在油气田地面建设中发挥着重要的作用。
在对具体的焊接技术内容进行应用的过程中,相关社会主体要结合具体的使用需求,对双金属复合管焊接的质量和现场的安装效率进行提升,以此排查质量隐患,提升技术应用和拓展水平。
关键词:双金属复合管;端部处理;焊接技术引言:对于双金属复合管端部处理焊接技术来讲,在具体应用的过程中,主要是从本质的角度出发,对机械式双金属复合管应用过程中基层和覆层之间的间隙问题进行解决。
在对具体的技术内容进行把握的过程中,要充分利用机械复合工业,有效的将基层和覆层进行紧密切合,这样才能够在最大程度上对裂纹等相关缺陷问题进行全面的避免。
笔者在对这一课题里面探究的过程中,将重点结合双金属复合管段部处理焊接技术的应用需求,对重要的技术应用措施进行分析。
一、双金属复合管管端处理焊接工艺的具体特点双金属复合管管端部处理焊接技术,在应用过程中,强度高、抗腐蚀性能也比较好,已经广泛在油气井套管等相关工程中进行应用,取得了重要的成效。
具体特点主要展现在以下几个层面:首先,工艺效率是比较高的。
在厂房之内对双金属复合管管口堆焊工艺进行应用,可以更好的利用自动焊机对,各项工艺需求进行满足。
在现场焊接的过程中,可以自动的对填充盖面进行焊接,焊接效率较高。
其次。
质量可靠。
双金属复合管管口内利用堆焊工艺,将管端的覆层和基层以分子的形式进行结合,在现场组队进行焊接,可以更好的优化焊接结构。
双金属复合管自动焊技术现状及展望姚学全;闫臣;郭静薇;杨叠【摘要】双金属复合管材作为一种新型管材,既保证了耐腐蚀性能,又降低了生产成本,已经广泛应用于油气开采领域.双金属复合管的焊接要求焊缝具备覆层金属的抗腐蚀性能和基层金属的力学性能.采用自动焊可以提高焊接效率,保证焊接质量,因此在双金属复合管焊接施工中越来越多的开始采用自动焊技术.系统介绍了双金属复合管的使用情况以及焊接技术的发展现状,分析双金属复合管的结构特点与焊接存在的问题,结合双金属复合管国内外的具体应用实例介绍先进的自动焊技术,展望双金属复合管自动焊技术的发展方向,为我国双金属复合管的自动焊提供参考.%As a new type of pipe,bimetal composite pipe not only ensures corrosion resistance,but also reduces the cost,which has been widely used in oil and gas mining.The welding of bimetal composite pipe requires that the weld has the corrosion resistance of the clad metal and the mechanical properties of the base metal.Automatic welding can improve the welding efficiency and ensure the quality of welding.Therefore,more and more automatic welding technology is applied in the construction of bimetal composite pipe.The paper introduces the application of bimetal composite pipe,the development of welding technology,and the structure characteristics of bimetallic composite pipe and the existing problems in welding,introduces the advanced automatic welding technology.Look forward the prospects of development of automatic welding technology of bimetal composite pipe,and provide a reference for automatic welding of double metal composite tube in our country.【期刊名称】《电焊机》【年(卷),期】2018(048)004【总页数】4页(P33-35,46)【关键词】双金属复合管;自动焊;现状;发展【作者】姚学全;闫臣;郭静薇;杨叠【作者单位】中国石油天然气管道科学研究院有限公司,河北廊坊065000;中国石油天然气管道科学研究院有限公司,河北廊坊065000;中国石油天然气管道科学研究院有限公司,河北廊坊065000;中国石油天然气管道科学研究院有限公司,河北廊坊065000【正文语种】中文【中图分类】TG457.60 前言随着对能源需求的增加,油气田开发逐渐转向深层、高温、高压、高腐蚀性等恶劣环境。