检验标准(电芯18650)
- 格式:doc
- 大小:139.50 KB
- 文档页数:7

深圳汇宇蓝川科技有限公司文件编号:IQC-00-001文件名称18650锂电芯进料检验标准版本号A/0内容目录1.目的(Purpose)2.范围(Scope)3.定义(Definition)4.职责和权限(Responsibility & Authority)5.参考数据(Reference Document)6.作业程序(Operation ProcedureDATE.制订: 审核: 批准: 制订日期:IQC-00-001文件名称18650锂电芯进料检验标准版本号A/0一、目的提供本公司产品在进料检验时的判定标准,以达到公司的品质要求,并能符合客户的品质需求。
二、范围适用于所有18650圆柱型锂离子电池的技术参数及测试标准。
三、定义3.1引用标准:3.1-1)来料以抽验方式,采用GB2828.1-2003 LEVEL II正常单次抽验计划,进行随机抽样.(除电气性能测试按规定抽样外)3.1-2)允收水准(AQL)为:CR=0.01,MA=0.25,MI=0.65。
3.2缺陷定义:3.2-1)CR:制品凡具有危害使用者、携带者的生命或安全之缺失;3.2-2)MA:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点;3.2-3)MI:实际上不影响制品的使用目的之缺点;3.2-4)两个MI等于一个MA作判定标准。
四、职责和权限:1)IQC负责依据检验规范进行检验和判定;2)品质主管或SQE对有争议的问题进行判定。
五、参考数据参照样品及承认书、IQC材料检验规范、IQC来料检验报告、IQC周报、月报。
六、作业程序:6.1检验条件6.1-1)在600-800Lux光源下检验,且光源距离材料75 ±5cm;6.1-2)检验员目视距离及时间:目测距离为30~40cm,视线与观察面所成角度为30~90°;6.1-3)目视时间为:3-5S;6.1-4)视力:具有正常视力1.0——1.2视力和色感。
5.8 功能检验(电性能测试) 5.8.1项目
检验项目 内容描述
检验工具/方式 缺陷类型 CR MA MI 卷芯 上下摇晃电芯,卷芯不能晃动而造成内响 手动 ◎ 极性
正负极性与喷码标识一致,不能出现反向
万用表
⊙
电压
电池在包装时需处于半充满状态,3.6~3.9V 万用表 ◎
配对电压≤10毫伏
内阻
测试内阻在承认书要求范围内,正常范围值为
≤60毫欧 内阻测试仪
◎ 配对内阻≤5毫欧
◎
容量
按承认书所要求充放电电流大小,进行分容,
须在规格范围内 分容柜 ◎
配对容量≤20MAh
5.8.2检测方法
内阻电压:打开内阻测试仪电源,设定量程:内阻在0~200m Ω,内阻保留1位小数,内阻在200m Ω以上的用2000m Ω档,将电池装入内阻测试仪夹具,读取并记录电池内阻、电压(或者用万用表测试电池电压,以确保精确度);
容量:打开分容柜,电脑分别设置充放电电流的大小、容量、电压(按按承认书要求),将电池卡入测试夹具,启动分容程序,分容完毕,电脑会记录电池容量。
(充放电电流大小的计算,例
结构、尺寸
电芯本体长、直径,使用游标卡尺进行测量,
测量结果应符合电芯的规格要求,详细尺寸公差参照承认书所要求(A 、B )
目测/游标卡尺 ◎
重量
符合承认书所要求重量(详见承认书)
电子称
◎
注:量测工具的绝缘,避免正负
极短路。
18650锂电池测试标准一、引言。
18650锂电池是目前应用最为广泛的一种电池类型,其在电动工具、电子产品、电动汽车等领域都有着重要的作用。
然而,由于电池的特殊性质,其性能和安全性的测试显得尤为重要。
因此,制定一套科学、严谨的测试标准对于确保电池的质量和安全至关重要。
二、测试项目。
1. 外观检查。
在进行电池性能测试之前,首先需要对电池的外观进行检查。
包括电池外壳的完整性、表面是否有凹凸不平或者破损等情况。
这是为了确保电池外壳的完整性,避免因外壳损坏导致电池内部发生短路等安全问题。
2. 容量测试。
电池的容量是衡量其性能的重要指标之一。
通过充放电测试,可以准确测量电池的容量,并评估其是否符合标称容量要求。
3. 循环寿命测试。
循环寿命测试是评估电池循环充放电性能的重要手段。
通过对电池进行多次循环充放电,可以评估电池在不同循环次数下的容量衰减情况,从而预测其循环寿命。
4. 温度性能测试。
电池在不同温度下的性能表现也是需要测试的项目之一。
包括高温、低温下的容量、内阻等性能表现,以评估电池在不同环境条件下的可靠性。
5. 安全性能测试。
电池的安全性能测试是至关重要的一项内容。
包括过充、过放、短路等情况下的安全性能测试,以确保电池在异常情况下不会发生爆炸或者火灾等安全问题。
6. 其他测试项目。
除了以上几项主要测试项目外,根据具体情况还可以进行内阻测试、自放电测试、外壳防护等其他测试项目,以全面评估电池的性能和安全性。
三、测试标准。
1. 测试条件。
在进行电池测试时,需要明确测试条件,包括温度、湿度、气压等环境条件,以及充放电电流、循环次数、测试持续时间等具体参数。
这些条件的设定需要符合相关的国际标准或者行业标准,以确保测试结果的准确性和可比性。
2. 测试设备。
电池测试需要使用专业的测试设备,包括充放电设备、温度控制设备、安全测试设备等。
这些设备需要符合相关的标准要求,保证测试的准确性和可靠性。
3. 测试方法。
针对不同的测试项目,需要制定相应的测试方法和步骤,包括测试参数的设定、测试设备的使用方法、测试数据的采集和分析等内容。
报告编号PTX-WI-QC-深圳前海帕拓逊网络技术有限公司页码第1页共1页文件类型三阶文件文件名称: 18650 电池检验标准保密等级秘密18650 电池检验标准一、目的对本公司产品电池进行质量监控,以达到公司的品质要求。
二、范围适用于所有18650 圆柱型锂离子电池的技术参数及测试标准。
三、抽样计划来料抽验方式 , 采用 GB2828.1-2003 LEVEL II正常单次抽验计划, 进行随机抽样 .( 除电气性能测试按规定抽样外)允收水准( AQL)为: CR=0, MA=0.4, MI=1.0 。
四、缺陷定义CRI:制品凡具有危害使用者、携带者的生命或安全之缺失;MAJ:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点;MIN:实际上不影响制品的使用目的之缺点;五、检验条件及设备在600-800Lux 光源下检验 , 且光源距离材料 75 ± 5cm;检验员目视距离及时间:目测距离为 30~ 40cm,视线与观察面所成角度为 30~ 90°;目视时间为: 3-5S;视力:具有正常视力 1.0 —— 1.2 视力和色感。
所使用的仪器和设备:分容仪、直流电源、数字式万用表、电池综测仪、游标卡尺、电子称。
六、检测标准报告编号PTX-WI-QC-深圳前海帕拓逊网络技术有限公司页码第2页共2页文件类型三阶文件文件名称: 18650 电池检验标准保密等级秘密缺陷检验项目缺陷描述名称、型号、标称电压、数量、毛重、出厂日期及相标签应等级的内阻、容量;电芯保质期限为 6个月,自出厂日期(喷码)开始算起缺陷级别CRI MAJ MIN √包装缺陷外观缺陷性能缺陷脏污数量破损防护喷码标识PVC套管点焊面氧化或生锈漏液凹陷鼓胀脏点划伤尺寸重量卷芯极性电压内阻容量包装箱(袋)出现脏污与实际数量不相符包装箱(袋)出现破损包装的方式与材料应符合安全及对电芯防护的要求型号、批号、顺序码、条码、极性、公司代码、等级,清晰可见颜色应与承认样品相符、不可破损表面氧化或不能有生锈和腐蚀任何目视条件下无漏液且无异味不允许不允许不允许不允许电池直径,长度符合产品规格重量符合产品规格上下摇晃电芯,卷芯不能晃动而造成内响正负极性与喷码标识一致,不能出现反向电池在包装时需处于半充满状态,3.6 ~ 3.9V测试内阻在承认书要求范围内在环境温度 20 ℃± 5 ℃条件下,一般情况以0.2C5A 或0.5C5A 电流放电至 3.0V ,结束放电。
页码页次P7-1□一阶□二阶■三阶18650锂电池进料检验标准制定部门品质部□保密■重要□传阅制定日期2013-09-27 ※※※※※文件封面※※※※※这是深圳市博劲恒科技有限公司之管制文件,只有得到本公司总经理特别授权,此份文件才可以非管制形式复印使用或交予第三者或用于其它目的。
文件会签栏(勾选文件须会签和分发的单位):□会签□分发总裁办公室;□会签□分发品质部;□会签□分发营运副总;□会签□分发 PMC ;□会签□分发仓库;□会签□分发人事行政部;□会签□分发 OEM销售;□会签□分发();□会签□分发采购部;□会签□分发();□会签□分发研发部;□会签□分发( ) ;□会签□分发生产部;□会签□分发();□会签□分发工程部;□会签□分发();注:文件制订单位需组织会签单位主管进行文件会审并签核。
制定审核核准彭礼页码页次P7-2□一阶□二阶■三阶18650锂电池进料检验标准制定部门品质部□保密■重要□传阅制定日期2013-09-27文件修改履历序号版本修订内容简述文件页数修订页次生效日期制定核准备注1 B 流程优化7页/ 彭礼页码页次P7-3□一阶□二阶■三阶18650锂电池进料检验标准制定部门品质部□保密■重要□传阅制定日期2013-09-27 一、目的提供本公司产品在进料检验时的判定标准,以达到公司的品质要求,并能符合客户的品质需求。
二、范围适用于所有18650圆柱型锂离子电池的技术参数及测试标准。
三、定义3.1引用标准:3.1-1)来料以抽验方式,采用GB2828.1-2003 LEVEL II正常单次抽验计划,进行随机抽样.(除电气性能测试按规定抽样外)3.1-2)允收水准(AQL)为:CR=0,MA=0.25,MI=0.65。
3.2缺陷定义:3.2-1)CR:制品凡具有危害使用者、携带者的生命或安全之缺失;3.2-2)MA:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点;3.2-3)MI:实际上不影响制品的使用目的之缺点;3.2-4)两个MI等于一个MA作判定标准。
注:量测工具的绝缘,避免正负极短路。
6.8 功能检验(电性能测试) 6.8.1项目
检验项目 内容描述
检验工具/方
式
缺陷类型 CR MA MI 卷芯 上下摇晃电芯,卷芯不能晃动而造成内响 手动 ◎ 极性
正负极性与喷码标识一致,不能出现反向 万用表
⊙ 电压
电池在包装时需处于半充满状态,3.6~3.9V
万用表
◎
配对电压≤10毫伏
内阻 测试内阻在承认书要求范围内
内阻测试仪
◎ 配对内阻≤5毫欧
◎ 容量
按承认书所要求充放电电流大小,进行分容,须在规格范围内
分容柜
◎
6.8.2检测方法
容量:打开分容柜,电脑分别设置充放电电流的大小、容量、电压(按按承认书要求),将电池卡入测试夹具,启动分容程序,分容完毕,电脑会记录电池容量。
(充放电电流大小的计算,例如:0.5C 、0.2C 、1C ,其中的C 表示电池的标称容量;2200MAh 电芯,0.5C 充放电=0.5×2200=1.1A 充放电,其它以此类推。
方式
CR
MA
MI
结构、尺寸
电芯本体长、直径,使用游标卡尺进行测量,测量结
果应符合电芯的规格要求,详细尺寸公差参照承认书
所要求(A 、B )
目测/游标
卡尺
◎
重量
符合承认书所要求重量(详见承认书)
电子称
◎。
精心整理18650 电池查验标准一、目的对本企业产品电池进行质量监控,以达到企业的质量要求。
二、范围合用于全部 18650 圆柱型锂离子电池的技术参数及测试标准。
三、抽样计划来料抽验方式 , 采纳 GB2828.1-2003LEVELII 正常单次抽验计划 , 进行随机抽样 .( 除电气性能测试按规定抽样外)允收水平( AQL)为: CR=0,MA=0.4,MI=1.0 。
四、缺点定义CRI:制品凡拥有危害使用者、携带者的生命或安全之缺失;MAJ:制品单位使用性能不可以达到预期之目的或显着的减低其适用性质的弊端;MIN:实质上不影响制品的使用目的之弊端;五、查验条件及设施在 600-800Lux 光源下查验 , 且光源距离资料 75±5cm;查验员目视距离实时间:目测距离为 30~ 40cm,视野与察看面所成角度为 30~ 90°;目视时间为: 3-5S;视力:拥有正常视力 1.0 —— 1.2 视力和色感。
所使用的仪器和设施:分容仪、直流电源、数字式万用表、电池综测仪、游标卡尺、电子称。
六、检测标准精心整理缺点查验项目缺点描绘缺点级别CRI MAJ MIN 包装缺点外观缺点性能缺点标签脏污数目损坏防备喷码表记PVC套管点焊面氧化或生锈漏液凹陷鼓胀脏点划伤尺寸重量卷芯极性电压内阻容量名称、型号、标称电压、数目、毛重、出厂日期及相应等级的内阻、容量;电芯保质限期为 6个月,自出厂日期(喷码)开始算起包装箱(袋)出现脏污与实质数目不符合包装箱(袋)出现损坏包装的方式与资料应切合安全及对电芯防备的要求型号、批号、次序码、条码、极性、企业代码、等级,清楚可见颜色应与认可样品符合、不行损坏表面氧化或不可以有生锈和腐化任何目视条件下无漏液且无异味不同意不同意不同意不同意电池直径,长度切合产品规格重量切合产品规格上下摇摆电芯,卷芯不可以晃动而造成内响正负极性与喷码表记一致,不可以出现反向电池在包装时需处于半充满状态,3.6 ~ 3.9V测试内阻在认可书要求范围内在环境温度 20 ℃± 5℃条件下,一般状况以0.2C5A 或0.5C5A电流放电至 3.0V ,结束放电。
深圳市摩尔雅商务精品有限公司文件编号:MRY-QU-ETS-020文件名称18650锂电芯进料检验标准版本号A/0内容目录1.目的(Purpose)2.范围(Scope)3.定义(Definition)4.职责和权限(Responsibility & Authority)5.参考数据(Reference Document)6.作业程序(Operation Procedure)7.作业流程(Operation Flow)8.附件(Attachment)DATE. REV CHANGES2014.03.11 A0 Initial Release制订: 审核: 批准: 制订日期: 刘军林2014.03.11BJH-QU-ETS-020文件名称18650锂电芯进料检验标准版本号A/0一、目的提供本公司产品在进料检验时的判定标准,以达到公司的品质要求,并能符合客户的品质需求。
二、范围适用于所有18650圆柱型锂离子电池的技术参数及测试标准。
三、定义3.1引用标准:3.1-1)来料以抽验方式,采用GB2828.1-2003 LEVEL II正常单次抽验计划,进行随机抽样.(除电气性能测试按规定抽样外)3.1-2)允收水准(AQL)为:CR=0.01,MA=0.25,MI=0.65。
3.2缺陷定义:3.2-1)CR:制品凡具有危害使用者、携带者的生命或安全之缺失;3.2-2)MA:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点;3.2-3)MI:实际上不影响制品的使用目的之缺点;3.2-4)两个MI等于一个MA作判定标准。
四、职责和权限:1)IQC负责依据检验规范进行检验和判定;2)品质主管或SQE对有争议的问题进行判定。
五、参考数据参照样品及承认书、IQC标签管理规定、IQC材料检验规范、IQC检验异常处理、IQC来料检验报告、IQC周报、月报。
六、作业程序:6.1检验条件6.1-1)在600-800Lux光源下检验,且光源距离材料75 ±5cm;6.1-2)检验员目视距离及时间:目测距离为30~40cm,视线与观察面所成角度为30~90°;6.1-3)目视时间为:3-5S;6.1-4)视力:具有正常视力1.0——1.2视力和色感。
18650电池检验标准
一、目的
对本公司产品电池进行质量监控,以达到公司的品质要求。
二、范围
适用于所有18650圆柱型锂离子电池的技术参数及测试标准。
三、抽样计划
来料抽验方式,采用 LEVEL II正常单次抽验计划,进行随机抽样.
(除电气性能测试按规定抽样外)
允收水准(AQL)为:CR=0,MA=,MI=。
四、缺陷定义
CRI:制品凡具有危害使用者、携带者的生命或安全之缺失;
MAJ:制品单位使用性能不能达到预期之目的或显着的减低其实用性质的缺点;
MIN:实际上不影响制品的使用目的之缺点;
五、检验条件及设备
在600-800Lux光源下检验,且光源距离材料75 ±5cm;
检验员目视距离及时间:目测距离为30~40cm,视线与观察面所成角度为30~90°;
目视时间为:3-5S;
视力:具有正常视力——视力和色感。
所使用的仪器和设备:分容仪、直流电源、数字式万用表、电池综测仪、游标卡尺、电子称。
六、检测标准
七、可靠性测试
注:适用于零部件验证,测试数量每批次5PCS。
页码页次P7-1□一阶□二阶■三阶18650锂电池进料检验标准制定部门品质部□保密■重要□传阅制定日期2013-09-27 ※※※※※文件封面※※※※※这是深圳市博劲恒科技有限公司之管制文件,只有得到本公司总经理特别授权,此份文件才可以非管制形式复印使用或交予第三者或用于其它目的。
文件会签栏(勾选文件须会签和分发的单位):□会签□分发总裁办公室;□会签□分发品质部;□会签□分发营运副总;□会签□分发 PMC ;□会签□分发仓库;□会签□分发人事行政部;□会签□分发 OEM销售;□会签□分发();□会签□分发采购部;□会签□分发();□会签□分发研发部;□会签□分发( ) ;□会签□分发生产部;□会签□分发();□会签□分发工程部;□会签□分发();注:文件制订单位需组织会签单位主管进行文件会审并签核。
制定审核核准彭礼页码页次P7-2□一阶□二阶■三阶18650锂电池进料检验标准制定部门品质部□保密■重要□传阅制定日期2013-09-27文件修改履历序号版本修订内容简述文件页数修订页次生效日期制定核准备注1 B 流程优化7页/ 彭礼页码页次P7-3□一阶□二阶■三阶18650锂电池进料检验标准制定部门品质部□保密■重要□传阅制定日期2013-09-27 一、目的提供本公司产品在进料检验时的判定标准,以达到公司的品质要求,并能符合客户的品质需求。
二、范围适用于所有18650圆柱型锂离子电池的技术参数及测试标准。
三、定义3.1引用标准:3.1-1)来料以抽验方式,采用GB2828.1-2003 LEVEL II正常单次抽验计划,进行随机抽样.(除电气性能测试按规定抽样外)3.1-2)允收水准(AQL)为:CR=0,MA=0.25,MI=0.65。
3.2缺陷定义:3.2-1)CR:制品凡具有危害使用者、携带者的生命或安全之缺失;3.2-2)MA:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点;3.2-3)MI:实际上不影响制品的使用目的之缺点;3.2-4)两个MI等于一个MA作判定标准。
IQC-00-001
文件名称
锂电芯进料检验标准
版本号
A/0
6.7 结构、尺寸、重量检验:
注:量测工具的绝缘,避免正负极短路。
6.8 功能检验(电性能测试) 6.8.1项目
检验项目 内容描述
检验工具/方
式
缺陷类型 CR MA MI 卷芯 上下摇晃电芯,卷芯不能晃动而造成内响 手动 ◎ 极性
正负极性与喷码标识一致,不能出现反向 万用表
⊙ 电压
电池在包装时需处于半充满状态,3.6~3.9V
万用表
◎
配对电压≤10毫伏
内阻 测试内阻在承认书要求范围内
内阻测试仪
◎ 配对内阻≤5毫欧
◎ 容量
按承认书所要求充放电电流大小,进行分容,须在规格范围内
分容柜
◎
6.8.2检测方法
容量:打开分容柜,电脑分别设置充放电电流的大小、容量、电压(按按承认书要求),将电池卡入测试夹具,启动分容程序,分容完毕,电脑会记录电池容量。
(充放电电流大小的计算,例如:0.5C 、0.2C 、1C ,其中的C 表示电池的标称容量;2200MAh 电芯,0.5C 充放电=0.5×2200=1.1A 充放电,其它以此类推。
检验项目
内容描述
检验工具/
方式
缺陷类型 CR
MA
MI
结构、尺寸
电芯本体长、直径,使用游标卡尺进行测量,测量结
果应符合电芯的规格要求,详细尺寸公差参照承认书
所要求(A 、B )
目测/游标
卡尺
◎
重量
符合承认书所要求重量(详见承认书)
电子称
◎
文件编号:
IQC-00-001。
18650电池检验标准
一、目的
对本公司产品电池进行质量监控,以达到公司的品质要求。
二、范围
适用于所有18650圆柱型锂离子电池的技术参数及测试标准。
三、抽样计划
来料抽验方式,采用GB2828.1-2003 LEVEL II正常单次抽验计划,进行随机抽样.
(除电气性能测试按规定抽样外)
允收水准(AQL)为:CR=0,MA=0.4,MI=1.0。
四、缺陷定义
CRI:制品凡具有危害使用者、携带者的生命或安全之缺失;
MAJ:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点;
MIN:实际上不影响制品的使用目的之缺点;
五、检验条件及设备
在600-800Lux光源下检验,且光源距离材料75 ±5cm;
检验员目视距离及时间:目测距离为30~40cm,视线与观察面所成角度为30~90°;
目视时间为:3-5S;
视力:具有正常视力1.0——1.2视力和色感。
所使用的仪器和设备:分容仪、直流电源、数字式万用表、电池综测仪、游标卡尺、电子称。
六、检测标准
注:适用于零部件验证,测试数量每批次5PCS。
页码页次P7-1
□一阶□二阶■三阶
18650锂电池进料检验标准制定部门品质部
□保密■重要□传阅制定日期2015-04-20 ※※※※※文件封面※※※※※
这是深圳市伯创科技有限公司之管制文件,只有得到本公司总经理特别授权,此份文件才可以非管制
形式复印使用或交予第三者或用于其它目的。
文件会签栏(勾选文件须会签和分发的单位):
□会签□分发总裁办公室;□会签□分发品质部;
□会签□分发营运副总;□会签□分发 PMC ;
□会签□分发仓库;□会签□分发人事行政部;
□会签□分发OEM销售;□会签□分发();
□会签□分发采购部;□会签□分发();
□会签□分发研发部;□会签□分发( ) ;
□会签□分发生产部;□会签□分发();
□会签□分发工程部;□会签□分发();
注:文件制订单位需组织会签单位主管进行文件会审并签核。
制定审核核准
谢志勇
页码页次P7-2
□一阶□二阶■三阶
18650锂电池进料检验标准制定部门品质部
□保密■重要□传阅制定日期2015-04-20
1.目的文件修改履历
序号版本修订内容简述
文件
页数
修订页
次
生效日期制定核准备注
1 A0新制定文件7页/2015-05-01谢志勇谢英成
页码页次P7-3
□一阶□二阶■三阶
18650锂电池进料检验标准制定部门品质部
□保密■重要□传阅制定日期2015-04-20 提供本公司产品在进料检验时的判定标准,以达到公司的品质要求,并能符合客户的品质需求。
2.适用范围
适用于所有18650圆柱型锂离子电池的技术参数及测试标准。
3.定义
3.1引用标准:
3.1-1)来料以抽验方式,采用GB2828.1-2003 LEVEL II正常单次抽验计划,进行随机抽样.
(除电气性能测试按规定抽样外)
3.1-2)允收水准(AQL)为:CR=0,MA=0.25,MI=0.65。
3.2缺陷定义:
3.2-1)CR:制品凡具有危害使用者、携带者的生命或安全之缺失;
3.2-2)MA:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点;
3.2-3)MI:实际上不影响制品的使用目的之缺点;
3.2-4)两个MI等于一个MA作判定标准。
4.职责
4.1IQC负责依据检验规范进行检验和判定;
4.2品质主管或SQE对有争议的问题进行判定;
5.作业程序
5.1检验条件
5.1.1在600-800Lux光源下检验,且光源距离材料75 ±5cm;
5.1.2检验员目视距离及时间:目测距离为30~40cm,视线与观察面所成角度为30~90°;
5.1.3目视时间为:3-5S;
5.1.4视力:具有正常视力1.0——1.2视力和色感。
5.2 所使用的仪器和设备:分容柜、直流电源、数字式万用表、内阻测试仪、游标卡尺、电子称。
5.3 电芯的检验应依据先核对资料(有无承认书/SGS报告有效期1年),包装、规格,其后外观、结
构、尺寸,最后电气性能测试(电压-内阻-容量)的顺序进行。
5.4 品名规格:
页码页次
P7-4 □一阶□二阶■三阶 18650锂电池进料检验标准
制定部门 品质部 □保密■重要□传阅
制定日期 2015-04-20
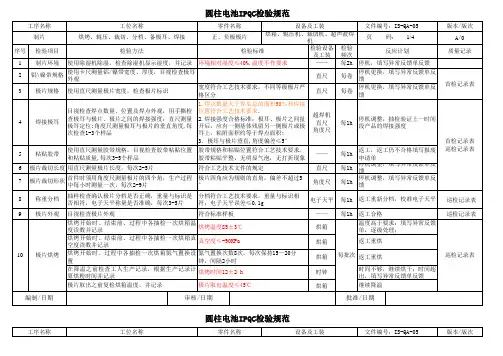
5.5 包装检验:
检验项目
内容描述
检验工具
/方式
缺陷类型 CR
MA MI
标签
名称、型号、标称电压、数量、毛重、出厂日
期及相应等级的内阻、容量;电芯保质期限为6个月,自出厂日期(喷码)开始算起
目视 ◎
脏污 包装箱(袋)出现脏污 ◎ 数量 与实际数量不相符 ◎ 破损 包装箱(袋)出现破损
◎ 防护
包装的方式与材料应符合安全及对电芯防护的要求
⊙
5.6外观检验标准:
检验项目 内容描述
检验工具/方式 缺点类型
CR MA MI 品名规格 品名规格与部品承认书相符合
目测
◎
缺陷名称 外观标准要求
检验工具/方
式 缺陷类型 CR MA MI 喷码标识
型号、批号、顺序码、条码、极性、公司代码、等级,清晰可见
目测
◎
PVC 套管 颜色应与承认样品相符、不可破损,正极防火圈不可脱落
◎ 点焊面氧化或生锈 表面氧化或不能有生锈和腐蚀
目测
◎ 漏液
任何目视条件下无漏液且无异味
⊙
页码页次
P7-5 □一阶□二阶■三阶 18650锂电池进料检验标准
制定部门 品质部 □保密■重要□传阅
制定日期
2015-04-20
5.7 结构、尺寸、重量检验:
5.8 功能检验(电性能测试) 5.8.1项目
检验项目 内容描述
检验工具/方式 缺陷类型 CR MA MI 卷芯 上下摇晃电芯,卷芯不能晃动而造成内响 手动 ◎ 极性
正负极性与喷码标识一致,不能出现反向
万用表
⊙
电压 电池在包装时需处于半充满状态,3.6~3.9V 万用表 ◎ 配对电压≤10毫伏
内阻
测试内阻在承认书要求范围内,正常范围值为
内阻测试
◎
凹陷 不允许 ⊙ 鼓胀 不允许 ⊙ 脏点 不允许 ◎ 划伤
不允许
◎
检验项目
内容描述
检验工具/方式 缺陷类型 CR
MA MI
结构、尺寸
电芯本体长、直径,使用游标卡尺进行测量,
测量结果应符合电芯的规格要求,详细尺寸公差参照承认书所要求(A 、B )
目测/游标卡尺 ◎
重量
符合承认书所要求重量(详见承认书)
电子称
◎
注:量测工具的绝缘,避免正负
极短路。
页码页次P7-6
□一阶□二阶■三阶
18650锂电池进料检验标准制定部门品质部
□保密■重要□传阅制定日期2015-04-20 ≤60毫欧仪
配对内阻≤5毫欧◎
容量按承认书所要求充放电电流大小,进行分容,
须在规格范围内分容柜◎配对容量≤20MAh
5.8.2检测方法
内阻电压:打开内阻测试仪电源,设定量程:内阻在0~200mΩ,内阻保留1位小数,内阻在200m Ω以上的用2000mΩ档,将电池装入内阻测试仪夹具,读取并记录电池内阻、电压(或者用万用表测试电池电压,以确保精确度);
容量:打开分容柜,电脑分别设置充放电电流的大小、容量、电压(按按承认书要求),将电池卡入测试夹具,启动分容程序,分容完毕,电脑会记录电池容量。
(充放电电流大小的计算,例如:0.5C、0.2C、1C,其中的C表示电池的标称容量;2200MAh电芯,0.5C充放电=0.5×2200=1.1A 充放电,其它以此类推。
5.9可靠性测试
检验项目内容描述检验工具/
方式
缺陷类型
CR MA MI
高低温测试低温: -20℃±2℃,1hrs ; 高温: 80℃±
2℃,1hrs,降温和升温时间各为60分钟,4hrs为
一循环,测试24个循环,再测试各项电性参数,
与样品承认书相符
恒温恒湿
箱
◎
充放电测试参照承认书标准以及测试方法,测出各项参数
与样品承认书相符
分容柜
万用表
◎
振动电池按标准要求的正弦波振动,在三个相互垂
直固定的方位上每个方位各进行12次,无电解
液泄漏
模拟振动
测试仪
◎
外部短路当电池在55℃的环境中达到温度平衡后进行,
外电路的总电阻应小于0.1Ω,持续短路至外壳
恒温恒湿
箱
◎
页码页次P7-7
□一阶□二阶■三阶
18650锂电池进料检验标准制定部门品质部
□保密■重要□传阅制定日期2015-04-20 温度回落到55℃后至少再短路1小时,再继续观
察6小时
自由跌落将电池从1米高度跌落在混凝土表面上,跌落6
次,放置一小时后观察
目测◎
ROHS检测看铅、砷、镉、六价铬、汞、溴含量是否达标ROHS检测
仪
⊙
循环寿命第310次循环的放电容量≧初始放电容量的
80%
分容柜◎注:适用于零部件验证,测试数量每批次5PCS
6.相关文件
无
7.相关记录
7.1<来料检验报告>FM-095。