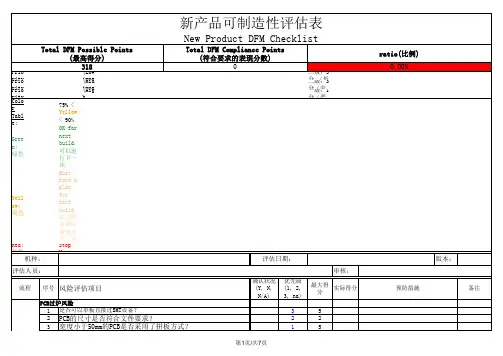
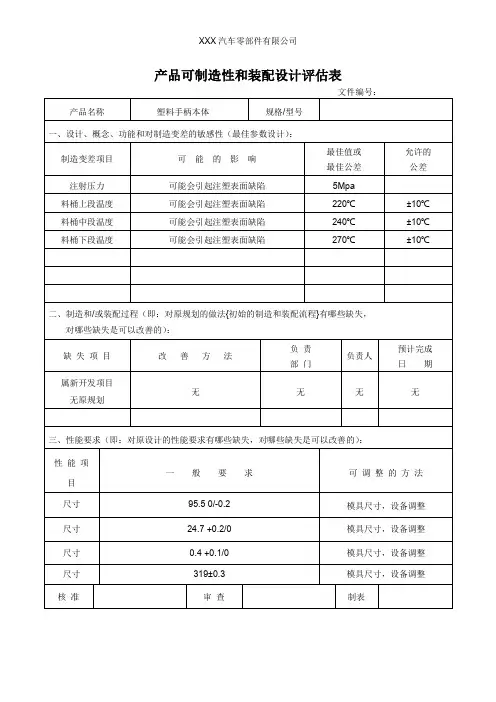
新产品可制造性设计评估表 2018-04-24
- 格式:xlsx
- 大小:32.28 KB
- 文档页数:5
1.目的:1.1 指导新产品设计验证过程,规范验证操作流程,使新产品设计问题在投入量产前被发现并改善。
1.2 评估产品设计(包括材料选用备用料选择)在大批量生产时可制做性,重复一致性。
1.3 提出在未来量产中的生产风险点,即生产风险评估,对可能会出现的问题在设计治具和工艺流程时进行考量。
1.4提出新产品在未来量产中可能产生的品质风险点,针对这些制订品质控制计划,在IPQC巡检中及整个品质流程中进行监控。
1.5明确各相关部门在设计验证活动中需完成的事项及未来在新项目量产中需承担的责任。
2.本规范涉及的责任部门:研发部、生产部、品控部。
3.定义:3.1 试产是设计验证阶段。
(其中包含打样及小批量试产两个阶段,每个阶段不限于一次)3.1.2 打样:设计试做,数量通常在100PCS以内,目的:进行初步设计验证,发现基本电性问题、装配问题,并完成设计验证计划。
3.1.3 小批量试产:产品所有可制造性和品质稳定性验证,发现制造风险,并制定生产风险控制和品质控制计划,同时验证打样中发现的问题改善效果,对有重大修改的,要完成相关项目的重新验证。
4.职责和权限:4.1 研发4.1.1提供参考样品与相关资料(技术文件、图纸、设备要求、工艺卡片、及生产注意事项等),及试产过程技术指导与问题解决,对试产中发现的设计和材料问题按时完成改善,以及在设计阶段性验证过程中,通知工程、品控、生产参加。
4.1.2负责开发阶段试产的提出,并对没有认可的物料的提供;及针对小批量试产中各种物料损耗比例的提供。
4.1.3负责判定新项目是否需要试产,并建议试产数量和订单处理意见给PMC4.1.4完成试产的评估及试产问题的改善确认与汇报,负责试产完成后项目的移交。
4.1.5负责召开试产前检讨与发布会,及召开试产后的问题检讨会。
4.1.6对新开发的机种或在标准品及成熟机种基础上有客户特殊要求的机种,主导完成相应的PFMEA的制作,生产、品控要共同参与,品管确认,研发批准。
T echnical Communication技术交流汽车电机用换向器入轴开裂问题的探讨戢秀芬(浙江长城换向器有限公司,浙江 温州 325200)摘要:从汽车电机用换向器的设计、制造及加工过程易造成开裂问题分析,指出改进和控制的方法。
列举几种失效的案例及解决方法,用图表和数据说明并验证。
此外,给出过盈量测试方法,指导汽车电机用换向器生产厂家在设计验证、设计过程及出厂控制中能及时发现开裂风险,降低入轴开裂潜在失效。
关键词:换向器;入轴开裂;工艺优化;过程控制;过盈量中图分类号:U463.6 文献标志码:A 文章编号:1003-8639(2018)07-0043-03Discussion on the Cracking of Commutator for Automotive Motor When Shaft Pressing-inJI Xiu-fen(Zhejiang Greatwall Commutator Co., Ltd., Wenzhou 325200, China)Abstract: From the design, manufacture and processing of automotive motor commutator, the problem of cracking is analyzed, and the improvement and control methods are given. Several failure cases and their solving methods are listed, illustrated and verified with the charts and data. In addition, the method of interference measurement is given to guide the manufacturer of automotive motor commutator, which helps discover the risk of cracking timely and reduce the potential failure of cracking when shaft pressing-in during those stages of design verification, process control and outgoing factory inspection.Key words: commutator; cracking when shaft pressing-in; process optimization; process control; interference1 换向器入轴开裂简介换向器是直流电机中的重要部件之一,它的品质影响和决定着直流电机的使用及寿命。
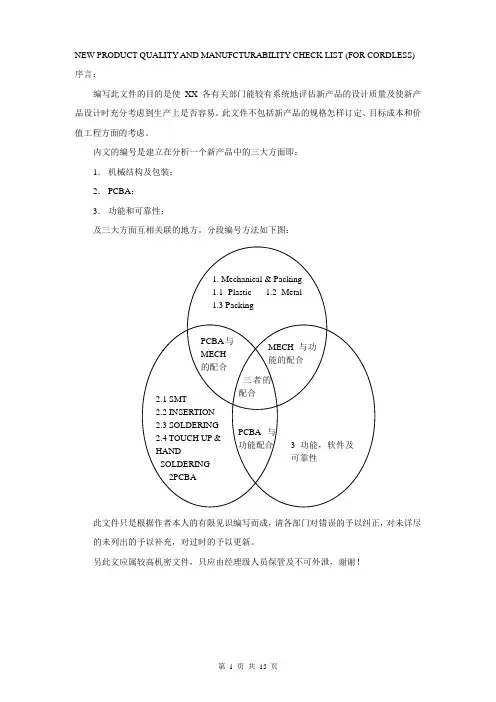
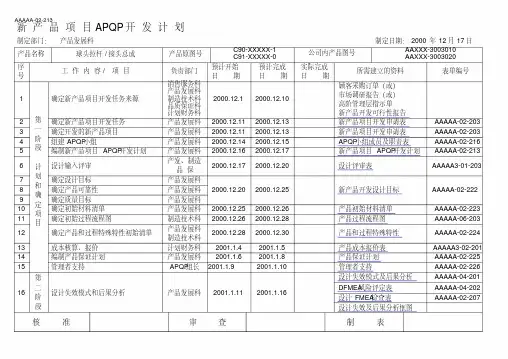
NEW PRODUCT QUALITY AND MANUFCTURABILITY CHECK LIST (FOR CORDLESS)序言:编写此文件的目的是使XX 各有关部门能较有系统地评估新产品的设计质量及使新产品设计时充分考虑到生产上是否容易。
此文件不包括新产品的规格怎样订定、目标成本和价值工程方面的考虑。
内文的编号是建立在分析一个新产品中的三大方面即:1. 机械结构及包装;2. PCBA ;3. 功能和可靠性;及三大方面互相关联的地方。
分段编号方法如下图:此文件只是根据作者本人的有限见识编写而成,请各部门对错误的予以纠正,对未详尽的未列出的予以补充,对过时的予以更新。
另此文应属较高机密文件,只应由经理级人员保管及不可外泄,谢谢!1. Mechanical & Packing 1.1 Plastic 1.2 Metal 1.3 Packing2.1 SMT 2.2 INSERTION 2.3 SOLDERING 2.4 TOUCH UP & HAND SOLDERING 2PCBA PCBA 与MECH 的配合 PCBA 与功能配合 MECH 与功能的配合 三者的配合 3 功能,软件及可靠性机械结构及非PCBA零件1.1塑胶1.1.1材料必须确定,特别是要用防火材料的(IQC/QA跟进有关追溯性要求),混合碎口料是否不可或不宜;出现缩水或夹水纹的位置会否影响外观,塑胶厂是不是较容易控制及保证;须耐磨或要带弹性的零件及扣位会不会容易磨损,变形或弹性疲劳。
1.1.2啤塑时的CYCLE TIME是否有记录及是否合理,大量生产时供应商偷工的可能性大不大。
1.1.3行哥位的尺寸应特别标明及加强检查。
1.1.4零件上是否要有环保标志,PART NO.、REV. 标志及CA VITY标志等。
1.1.5外壳上零件由多少个供应商供应,会否难于匹配颜色,丝印及皮纹;上下壳、前后壳尺寸是否吻合及在大量生产时是否容易保证吻合而不会出现哨牙,间隙不均匀,底部不平等问题。
1:原材料进货检验; 2:原材料入库、储存 3:材料运至压铸车间 4:原材料熔化、保温 5: DM800 压铸 6:去料头 7:抛光 8:清理毛刺 9:震动研磨 10:精加工 11:清洗 12:烘干 13:成品终检 14:包装 15:入库储存 16:发货产品图号XX 机XXMachinery CO.,LTD初始过程流程图编号:QR-XX-09-9/ A00产品名称A00XXMachinery CO.,LTD产品保证计划(续上页)2018年3月10日编号:QR-XX-09-11/产品名称顾客名称规格/型号六、初始工程标准/要求和法律法规:A、原材料、外协外购件部分:序号原材料、外协外购名称初始工程标准/要求检测方法/标准备注1镁合金锭AZ91D直读光谱仪/GB/T 19078-20032水溶性脱模剂803 3颗粒润滑油HR-2 4精加工切削液AL33015清洗剂PWL-104A DM.25K9 PL CJ6B、半成品部分:序号半成品名称或图号初始工程标准/要求检测方法/标准备注1无缩水,裂纹等压铸缺陷目测,无明显缺陷2C、成品部分:序号成品名称或图号初始工程标准/要求检测方法/标准备注1避免铸件在机加工中出现气孔、砂眼、加工余量的大和小、变形、材料破裂。
X光无损探伤;CMM或综合检具测量D、其它标准、法律法规要求:遵循标准GB/T 19078-2003原材料各微量元素等重金属标准。
备注:编制审核批准XXMachinery CO.,LTD小组可行性承诺编号: QR-XX-09-16 A00顾客:日期:2018年03月20号零件编号:零件名称:对可行性的考虑产品质量策划小组并不打算在进行可行性评价时面面俱到,但已考虑了以下问题。
所提供的图样和/或规范已被用来作为分析满足所有规定要求能力的基础。
对于所有否定答案都要有所关注事项和/或所提出更改,以满足特定要求的附加规定。
结论V 可行产品按规定不作修改而生产。
产品设计和开发文档(含风险管理文档)产品名称:一次性使用XXXXX XXXX文档编号:XM2019-01(模板可直接修改填写)【编制:审核:批准:《X X X X X医疗器械有限公司XXXXX医疗器械有限公司产品设计和开发文档清单产品名称:一次性使用******* *** 项目组组长:NO:02日期:上海qs医疗器械有限公司项目负责人任命书NO:3上海qs医疗器械有限公司设计和开发的流程图XXXXX医疗器械有限公司设计和开发计划编制(技术科):xxx 审核(管代):批准(总经理):编制日期:审核日期:批准日期:XXXXX医疗器械有限公司项目任务及职能分配表日期:XXXXX医疗器械有限公司风险管理计划1 简述此计划对一次性使用xxx 水封式系列的全部风险管理活动策划,用实现该产品全程风险管理工作的安排。
本风险管理计划主要是对产品在其整个生命周期内(包括设计开发、产品实现、最终停用和处置阶段)进行风险管理活动的策划。
产品的预期用途及组成该系列引流装置能使胸腔残气、胸腔积液“只出不进”,可通过引流液的量,色态变化和水柱波动值的变化,方便临床对患者进行病情趋势分析。
主要材料为PVC/PE/PVE/ABS,由瓶体、瓶盖、挂钩、防溢盖、阻流阀、水柱波动管、引流管、悬挂装置等组成。
产品覆盖范围八种规格型号的引流装置具体结构见下图;图1:Y0xxx单腔-xx00结构图图2:YYxxx二腔-1xx00结构图图3:YYxxx三腔-xx00结构图图4:YTx-单腔-1x00结构图图5:YTx-x腔-1x0结构图图6:YTx-二腔-xx0结构图图7:YTx-二腔-2x00结构图图8:YTx-三x腔-x00结构图适用环境适用于负压吸引或患者重力引流作用引流;2 产品描述产品分类目录:II类6854 手术室、急救室、诊疗室设备及器具主要性能:符合YY/T 《一次性使用xxx 水封式》标准中的性能指标要求。
适用范围:本产品适用于治疗各种原因引起的气胸、胸腔积液及手术后需要进行闭式引流的病人。
APQP设计开发过程全套记录表格清单嵌入式软件开发评估表项目名称:TQR8.3-70NO.一、推进流程应用工作量设计评审报告产品名称:研制单位:产品负责人:拟制日期:设计评审申请表产品开发项目立项书项目名称:(例如:XXXXX)项目类别:(例如:汽车继电器)项目来源及概况项目审核意见设计和开发总策划-APQP进度表产品名称:A2019前保险杠设计责任部门:**技术研究院、***技术中心 *** FMEA编号:TQR7.3-09A2018-001FMEA日期(编制):2018-12-5项目名称:XXX2019车型关键日期2019.4.6 编制人:*** FMEA日期(修订):产品功能要求潜在失效模式潜在失效后果严重度S级别潜在失效起因/机理频度O现行设计控制预防现行设计控制实现探测度D风险顺序数RPN建议的措施责任及目标完成日期措施结果采取的措施严重度频度探测度RPN6 SC结构设计不合理2 设计评审3 36燃烧特性符合要求阻燃性能差顾客抱怨,影响安全7材料不合格2将要求明确的告知造粒车间试验验证 4 56产品结构合理,强度高产品结构不合理,强度低易变形、断裂、脱落6 设计错误 3将窄、细、薄等部位加强设计评审 3周边弧度、间隙公差±0.5mm 周边弧度公差超过±0.5mm间隙不均匀,外观不良5 SC材料收缩率不对2将要求明确的告知造粒车间试验验证 3 305 SC设计错误或无定位点3 增加定位点设计评审 3 45周边与车身或相关零部件面差、配合间隙±0.5mm 边缘与车身面差、间隙超过±0.5mm间隙不均匀,外观不良5 SC材料收缩率不对2将要求明确的告知造粒车间试验验证 4 405 SC设计错误或无定位点3设计定位面、槽、柱等结构设计评审 3 45装配固定孔尺寸正确装配固定孔尺寸不正确间隙不均匀,装配困难,外观不良5 SC 设计错误 3图样评审、数模验证3 45产品特殊特性明细表顾客 ****汽车股份有限公司车型A2019产品名称 A2019上装饰板产品代号XXXXXXX工序类别项次特殊特性控制方法及记录注塑1 关键尺寸1628±1 首末件检验,并做好检验记录2 注塑产品外观无缩痕、银丝、划伤及明显的熔接痕全部自检,质检人员增加检验频次,(每4小时检验一次)3热变形温度≥100℃;拉伸强度≥30Mpa ;断裂伸长率,%≥10;弯曲强度(23°),Mpa≥50;洛氏硬度≥70R;阻燃特性符合:≦100;冲击强度(悬臂梁)≥150j/m2每批次做试验,并做试验记录喷漆1产品漆膜表面应光滑平整,色泽均匀,表面无流挂、桔皮、针孔、麻点、漏喷等缺陷全部自检,质检人员增加检验频次,(每2小时检验一次)2 15≤漆膜厚度≤50,漆膜附着力≤2级,漆膜硬度≥HB,光泽度≥85。
与培训管性评估、员工培训档案建立,以及员工满意度测量等管理要求。
急速扩张,可能导致岗
位培训不充分
5.培训需求识别不充分/
承担特定任务人员应具
备的资格要求不明确
培训
5.调整或重新
识别培训需求
企业文化
顾客报怨
8.岗位配置状况识别
9.产品开发培训方案
岗计划汇总表
8.员工外部培训档案
9.员工培训效果评估表
10.培训师效果评估表
16.KPI考核报表夹、资料
7、培训场地、投
影仪
8、培训讲师
9、培训教材/课件
训管理过程、岗位能力确定、员工聘用第三方咨询公 2.员工不清楚自己的工 2.质量目标培展战略 2.KPI考核项目 2.上岗证管理,负责培训需求的提出、人员的日常管
记表(含专项培训)制过程2、打印机、复印成率培训计划次数×
7.2.1/7.2.2/7.2.。
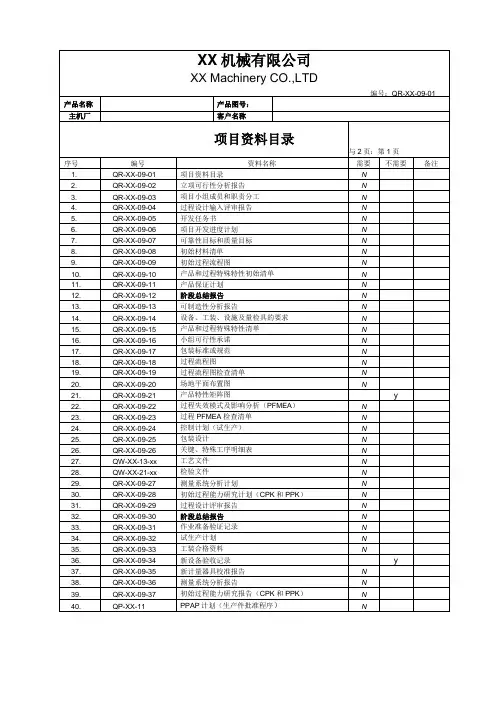
1.目的规范新产品在策划、开发、结案等各阶段工程部工作,对各阶段工作事项进行规范,保证顺利完成新产品生产导入。
2.范围本文件适用于新产品开发过程中生产方案制定、可制造性评审、工装(含测试系统)设计/制作、工艺文件建立等过程。
3.定义3.1 Gate: 新产品开发过程中各个关键节点,本文件简称G;3.2 Production concept(生产方案):用于评估阶段生产方式、外协厂家和工艺流程之文件;3.3 Payback数据表:用于描述新产品开发、生产所需新增投入的资源成本。
3.4 (E) 电子档输出存档(P) 纸档输出存档/发放4.职责4.1 PTE (Product technology Engineer-Engineering)项目组成员,为Engineering部与项目组的接口人,在新产品导入过程中,主导协调Engineering 部内部各组资源。
➢主导Production concept制定和Payback数据评估➢主导新产品可制造性评审及报告发布➢负责工程部新产品工作计划制定➢新产品SOP制定和工艺BOM建立➢负责工装、设备需求评估➢生产现场产品技术支持➢新产品产前培训➢外协供应商生产工艺承认等4.2 TE (Test equipment Engineer-Engineering)测试工程师,主导测试系统(ICT除外)设计、制作、维护。
➢负责新产品可测性评估及生产测试方案制定➢测试系统设计及制作➢测试SOP制作➢测试系统验收、维护➢生产现场测试技术支持等4.3 ME (Machine Engineer-Engineering)工装(含夹具和ICT工装)、设备工程师,主导工装设计、制作,设备、工具引进、维护。
➢工装设计/制作、设备/工具采购➢工装、设备SOP制作➢工装、设备验收、维护➢生产现场工装、设备技术支持等4.4 IE (Industry Engineer-Production)Production部IE,负责生产排程表制定,工时测量。
编号:CESI-C09-01:2018强制性产品认证实施细则信息技术设备2015-12-24发布2018-04-17修订北京赛西认证有限责任公司发布本细则依据《强制性产品认证实施规则信息技术设备》(CNCA-C09-01:2014)制定,由北京赛西认证有限责任公司(以下简称CESI)发布,版权归CESI所有,任何组织及个人未经CESI许可,不得以任何形式全部或部分使用。
本次修订(第一次)主要是依据国标委2017年第7号文要求将GB 9254修改为GB/T 9254。
本次修订(第二次)主要是依据《国家认监委关于强制性产品认证标志改革事项的公告》(2018年第10号)修改CCC标志式样。
制定单位:北京赛西认证有限责任公司0 引言 (1)1 适用范围 (1)2 认证依据标准 (3)3 生产企业分类管理 (4)3.1企业分类管理信息来源 (4)3.2生产企业分类原则 (5)3.3 企业分类评价及结果 (6)4 认证模式 (6)5 认证单元划分 (7)6 认证流程及时限要求 (7)6.1 认证流程 (7)6.2 认证时限要求 (7)7 认证委托 (8)7.1 认证委托的提出与受理 (8)7.2 申请资料 (8)7.3 实施安排 (9)8 认证实施 (9)8.1 型式试验 (9)8.2 初始工厂检查(模式三适用) (11)8.3 认证评价与决定 (13)9 获证后监督 (14)9.1 监督方式 (14)9.2 获证后跟踪检查方式 (14)9.3 生产现场抽取样品检测或检查方式 (14)9.4 市场抽取样品检测或者检查方式 (15)9.5 获证后监督的频次和内容 (15)9.6 获证后监督的记录 (16)9.7 获证后跟踪检查人日数 (16)9.8 获证后监督结果的评价 (17)10 认证证书 (17)10.1 认证证书的保持 (17)10.2 认证证书覆盖产品的变更(含标准换版) (17)10.3 认证证书覆盖产品的扩展 (20)10.4 认证证书的注销、暂停和撤销 (20)10.5 认证证书的使用 (20)11 认证标志 (21)11.1 准许使用的标志式样 (21)11.2 标注方式 (21)12 收费 (21)13 企业自有检测资源的利用 (21)13.1 适用范围 (21)13.2 企业自有检测资源的条件 (22)13.3资格获得和维持 (23)14 认证责任 (24)15 与技术争议、申诉、投诉相关的流程及时限要求 (24)附件1 认证的单元划分原则及样品数量 (25)附件2 关键元部件和材料清单 (27)附件3 信息技术设备工厂质量控制检测要求 (34)0引言为保证强制性产品认证的规范性和有效性,依据《强制性产品认证实施规则信息技术设备》(以下简称《实施规则》)、相关的法律、法规、规章和其他认证规范性要求,以及CESI 的相关管理规定,制定本实施细则。
—低压交流传动ABB通用型传动ACS530-04 R10-R11, 250 kW 至 500 kW2ABB通用型传动 | ACS530-04产品样本—ACS530-04通用型传动专为柜体安装而设计。
3—目录04 ABB通用型传动ACS530-04系列06 易用而可靠08 典型应用09 标准接口和插件扩展连接10 欧盟生态设计法规11 技术数据外形尺寸12 如何选购变频器13 额定值、型号和电压14 控制盘可选件15 基本控制盘柜门开孔尺寸16 附加可选件17 连接可选件18 内装可选件冷却和熔断器19 du/dt滤波器20 断路器21 ABB Ability™智能手机应用22 ABB运动控制服务为您的业务增长保驾护航24 在整个生命周期确保变频器的性能始终处于稳定状态4ABB通用型传动 | ACS530-04产品样本—ABB通用型传动ACS530-04系列简单易用,可靠之选ACS530-04传动模块是ABB全兼容型传动产品组合的一员,是针对柜体安装而优化设计的产品。
其结构紧凑合理,选型、安装、调试和维护方便快捷,是系统集成商、盘柜厂商和OEM用于柜体安装的理想之选。
食品饮料纺织制浆造纸简单易用传动具有多种内置功能如交流电抗器、可选EMC滤波器、STO等,简化了传动的选型、安装及使用。
标配图形化界面控制盘,可快速有效的配置传动。
集成PID、PFC及SPFC等多种控制宏,有效降低调试工程师的工作量。
服务完备ABB有完善且系统的响应服务,能针对客户的需求快速做出反应。
多中心仓库发货,节省物流时间。
7*24全天候全球服务网络和标准的质保政策,免除您购买ABB变频器的后顾之忧。
具有可扩展性ACS530-04和ABB其他全兼容型传动具有统一的选型规则和选型工具,并具有相同的、易于使用的PC工具和相似、直观的多语言用户界面和参数结构,统一的安装尺寸、统一的调试风格和统一的接口和可选件。
产品自身功能可持续优化和升级,更好的满足客户需求。