一种自动脱出点浇口凝料的注射模具
- 格式:doc
- 大小:107.00 KB
- 文档页数:2

•塑料注射模技术•剪切式切断浇口凝料的注射模结构设计郭新玲陕西工业职业技术学院(陕西咸阳 712000)【摘要】注射模结构类型和凝料的脱出方式因浇口形式的不同而不同针对模外切断侧浇 口凝料存在生产效率低,剪切质量差等问题,提出了模内剪切块式切断侧浇口凝料的注射 模结构,并分析了其设计要点。
关键词:凝料;剪切块;浇口;切断;注射模中图分类号:TQ320.66 文献标识码:BDOI :10.12147/ki.l 671-350&2020.010.012Design of the Injection Mold Structurewith Cutting the Gate Sprue Through Shear[Abstract] The injection mold structure and the sprue pulling type differs from the gate type. According to the low efficiency of cutting side gate sprue on the outside of die, and the poor quality of shearing, the injection mold structure with cutting the side gate sprue using the shear block on the inside of die are proposed, and the design essentials are analyzed.Key words: the sprue; shear block; gate; cutting ; injection mold1浇注系统结构分析浇注系统是从注塑机喷嘴开始到模具型腔入口为止的一段熔体通道,其作用是将熔融的塑料由注塑机喷嘴引向闭合的模具型腔,一般可分为点浇口浇注系统和侧浇口浇注系统,分别如图1、图2所示叫由于注射成型结束后,浇注系统中的塑料冷却形成废料需要与塑件分离,所以,在注射模设计时常常应考虑浇口的去除和修整方便。

自动切断浇口的模具(三板模和四板模)时间:2009-5-31 12:39:14 中国废旧物资网为了省去切断浇口的二次操作,Gastrow早在1938年就已设计出了借助于模具的开模动作,使塑件和流道系统自动切断的注射模具。
对这一技术申请专利是迫切的,但是在第二次世界大战结束后,也没有申请对这一技术授予专利,以致自动切断浇口的技术没有任何专利保护。
自动切断浇口的原理自动切断浇口的模具需要两个分型面。
在第一个分型面上,熔体由主流道通过分流道被分配,然后熔体流动通过设在中间板上的立式通道,在立式通道末端设置通向型腔的浇口。
在模具的第二分型面上设置成型的塑件。
当模具打开时,包含流道系统的分型面首先打开,并且流道系统留在定模一侧,目的在于使中间板上的浇口和塑件切断。
必须考虑分型面打开的距离要适当,一旦分型面打开了适当的距离,分流道和主流道能被顶出。
然后包含塑件的第二个分型面再打开。
在第二个分型面打开所要求的距离后,塑件采用常见的方式顶出。
对于模具来说,依次打开的两个分型面需要足够大的开模行程,遗憾的是在许多注射成型机的没计中没有加以考虑这一情况。
并且模具还需要比较大的安装高度,特别是深形塑件,因此对于两级开模的驱动装置要提供足够的空间。
点浇口惊人的是,已发现所谓点浇口(总是在三板模或四板模的形式中出现)如果满足一定的先决条件,很小的浇口就足够了。
还发现薄壁塑件用点浇口比用设在分型面上的浇口充模更好。
对于厚壁塑件用点浇口比用设在分型面上的比较大的浇口更易防止塌坑:对这种现象的说明很可能是;如果点浇口设计适当,尽管在狭窄的浇口处有一个显著的压力降,但由于这一压力降的结果,使熔体骤然加热而导致良好的充模。
在浇口周围钢材的局部加热是更进一步的影响,因为在钢材表面温度的局部上升而防止了浇口过早凝固,由于这个原因,熔体能在保压压力的作用下通过点浇口继续注入型腔进行补缩。
然而,为了易于充模和保持保压压力,一个基本的先决条件是分流道要足够大,一方面为了防止熔体过早凝固,另一方面为了防止通过分流道流动时,造成过大的压力降。

1 引言点浇口模具是制品成型中常见的结构形式, 采用点浇口制品表面浇口痕迹小, 脱模时能自动切断浇注系统凝料。
常见的点浇口模具结构如图1 所示,这种点浇口结构形式已被模具设计人员视为经典。
但从这种结构中可以看出: ①模具结构相对复杂, 要采用双分型面结构, 且要考虑中间板的定距分型与支撑、浇注系统凝料的脱出机构等, 这些机构的设置无疑使整副模具的设计和加工难度增加;②点浇口尺寸不易控制, 其尺寸一般是采用钻加工完成的, 很难精确控制和修整尺寸, 而控制浇口尺寸对成型而言是非常重要的。
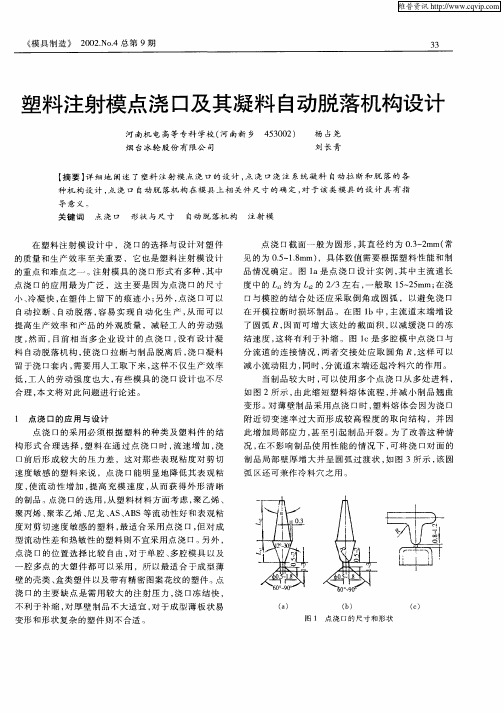
图1 典型点浇口模具结构2 点浇口尺寸分析浇口尺寸是成型制品的关键, 对点浇口而言,其主要尺寸就是浇口直径和浇口长度。
根据热塑性塑料流变性质和注射充模计算, 塑料熔体在点浇口流道中的剪切速率一般在104~105 s- 1 , 在此剪切速率范围内所得到的制品残留应力和机械性能的各向异性最小。
点浇口尺寸可由下面公式计算。
浇口直径:d = 2Q/γ式中: Q ——流经浇口的塑料熔体的体积流率,cm3/ s ;γ——剪切速率,s - 1。
浇口长度:L = RΔP/2τ式中: τ——剪应力, τ=ηaγ;ηa——熔体的表观黏度, Pa •s ; R ——浇口半径,mm;ΔP——流经浇口的压力降,Pa 。
从压力公式中可以看出, 浇口长度越长, 压力损失越大。
为保证型腔内成型时有足够的压力, 整个浇注系统的压力损失(包括浇口的压力损失) 应该在压力损失范围内,以此来确定最小、最合理的浇口尺寸。
成型制品所需的成型压力一般为30~50 MPa ,而熔料流经注塑机料筒和喷嘴的压力损失一般在10~20 MPa 。
因此,由注射机的注射压力值和成型所需的压力值可反推出浇注系统(包括浇口) 的压力损失值,从而确定浇口的长度尺寸。
在确定点浇口直径时, 设计人员一般按经验值取,往往先取一小值,待试模时再根据实际注射情况修正浇口尺寸。
而上述的典型点浇口结构, 由于模具被固定在注机上,其尺寸的修正并不容易做到,因此确定合理的浇口尺寸和在试模过程中做到对浇口尺寸的方便修正是非常重要的。
塑料模具重点第四章双分型面注射模习题答案一、填空题1. 与单分型面注射模相比,双分型面注射模在定模边增加了一块型腔中间板,也可以称为流道板。
2. 双分型面注射模一个分型面取出塑件,另一个分型面取出浇注系统凝料。
3. 双分型面注射模的两个分型面先后打开。
4. 双分型面注射模具使用的浇注系统为点浇口浇注系统。
5. 潜伏式浇口的引导锥角β一般在10°~20°范围之内选取,对硬质脆性塑料应取大值。
6. 将双分型面注射模具按结构分类可分为摆钩式双分型面注射模、弹簧式双分型面注射模、滑块式双分型面注射模等。
二、选择题:1. 双分型面注射模一个分型面取出塑件,另一个分型面取出(A)。
A.浇注系统凝料B.型芯C.另一个塑件D.排气2. 双分型面注射模的两个分型面(B)打开。
A.同时B.先后C.有时同时打开D.不一定3. 双分型面注射模采用的浇口形式为(D)。
A.侧浇口B.中心浇口C.环隙浇口D.点浇口4. 双分型面注射模采用的点浇口直径应为(B)mm。
A.0.1~0.5 B.0.5~1.5C.l.5~2.0 D.2.0~3.05. 潜伏式浇口适用于(A)注射模。
A.单分型面B.双分型面C.以上二种都是D.以上二种都不是6. 点浇口不适用于(A)塑料。
A.热敏性塑料B.热塑性塑料C.热固性塑料D.纤维增强塑料7. 潜伏式浇口是由(D)浇口演变而来。
A.侧浇口B.直浇口C.爪形浇口D.点浇口三、问答题1. 点浇口的特点是什么?答(1)浇口尺寸小,熔料流经浇口的速度增加,熔料受到的剪切速率提高,熔体表面黏度下降。
流动性提高,有利于型腔的填充。
(2)便于控制浇口凝固时间,既保证补料,又防止倒流,保证了产品的质量,缩短了成型周期,提高了产生效率。
(3)点浇口浇注系统脱模时,浇口与制品自动分开,便于实现塑料件产生过程的自动化。
(4)浇口痕迹小,容易修整,制品的外观质量好。
2. 本章中介绍了哪些双分型面注射模点浇口浇注系统凝料的推出机构?答:单型腔点浇口浇注系统凝料的推出机构有(1)带有活动浇口套的自动推出机构(2)带有四槽浇口套的挡板自动推出机构(3)用分流道推板的自动推出机构多型腔点浇口浇注系统凝料的推出机构有:(1)利用定模推板的自动推出机构(2)利用拉料杆拉断点浇口凝料的推出机构(3)利用分流道斜孔拉断点浇口凝料的推出机构潜伏浇口浇注系统凝料推出机构有:(1)开设在定模部分的潜伏浇口浇注系统凝料的推出机构(2)开设在动模部分的潜伏浇口浇注系统凝料的推出机构(3)开设在塑件内侧的潜伏浇口浇注系统凝料推出机构。
塑胶模具中的浇口形式及位置浇口的类型有:1、直接浇口:又称主流道型浇口,其优点:利于排气和消除熔结痕,模具机构简单而紧凑。
缺点:周期延长,超压填充,容易产生残余应力。
适用于单腔模。
2、侧浇口:一般开设在分型面上,由塑件侧面进料,广泛使用于多腔模。
浇口与分流道相接处采取斜面或圆弧过度。
3、扇形浇口:它是矩形侧浇口的一种变异形式,此浇口的加工虽困难一些,但有助于熔体均匀地流过扇形浇口。
优点:使塑料充模时横向得到更均匀的分配,降低制品的内应力和带入空气的可能性。
常用来成型宽度较大的薄片状制品。
4、薄片浇口:其特点是将浇口的厚度减薄,而宽度取作浇口边制品宽度的1/4至全宽,浇口台阶长约0.65mm。
优点:能使物料在平行流道内均匀分配,以较低的线速度呈平行流均匀地进入型腔,降低了制品的内应力,减少了因取向而产生的翘曲。
缺点:提高了制品的生产成本。
适于成型大面积的扁平制品。
5、环形浇口:优点:进料均匀,流速大致相同,空气容易顺序排出,同时避免了侧浇口的型芯对面的熔结痕。
主要用于圆筒形制品或中间带有孔的制品。
6、轮辐浇口:这种浇口将整圆周进料改成了几小段圆弧进料,优点:去除浇口方便,浇口回头料较少。
缺点:熔结痕增多,塑件强度受到影响。
7、爪形浇口:分流道与浇口不在同一个平面内。
8、护耳浇口:小浇口加护耳,作用:可以避免喷射现象,降低速度,均匀地进入型腔,确保制件质量。
缺点:割除护耳比较麻烦。
适于有机玻璃、聚碳酸脂等透明材料和大型ABS塑料成型。
9、点浇口:是一种断面尺寸很小的浇口。
优点:自行切断,无需修剪浇口,生产效率高。
单腔模多腔模均适用。
断离后的点浇口凝料可以由手工取出或靠点浇口自动脱落机构脱模。
10、潜伏浇口:采用潜伏浇口只需要两板式的单分型面模具,而采用点浇口则需要三板式的双分型面模具。
其特点:.浇口位置一般选择在制品侧面不影响外观的地方或加工圆柱形分流道;分流道设置在分型面上;浇口部位宜设计为镶拼结构。
一种自动脱出点浇口凝料的注射模具,
采用点浇口注射模具,可以实现塑料件与浇口凝料的自动拉断,减少人工操作,使塑料注射成型生产的自动化程度提高。
但是,为了保证浇注系统凝料的自动脱模,常常需要在定模一边增设浇道凝料推出机构,增加分型面,从而导致模具脱模机构复杂化,也使模具结构复杂化。
对于多型腔的点浇口模具,如能利用定模的定距分型动作来完成浇注系统凝料的自动脱模,则可以简化模具结构,并降低模具成本。
一、模具设计要点
普通流道的点浇口模具需采用双分型面模具结构,在定模一边应设置与定模定距分型的浇口板。
对于多型腔的点浇口模具,浇注系统需设计分流道,在主流道的下面设计冷料井,并可采用拉料杆的结构。
在点浇口模具浇注系统凝料自动脱模机构的设计中,利用这些必要的结构并加以改进,可实现浇注系统凝料的自动脱模。
模具结构如图1所示。
(一)在限位拉杆3上设计压缩弹簧4,模具开模时,在弹簧弹力作用下,定模首先分型,定模底板2
和浇口板5作定距分型,其分型距离为能方便取出点浇口凝料所需的宽度。
(二)利用侧凹拉断点浇口凝料
在定模底板分流道的末端,钻一斜孔形成分流道侧凹1。
当定模刚分型时,浇注系统凝料受侧凹1内凝料的阻碍而不能运动,此时浇道凝料与塑料件在最小截面处(浇口)拉断,浇口凝料脱出浇口板5而留在定模底板2的浇道内。
但冷料井凝料仍留在浇口板上。
(三)利用球形拉料杆拉出浇道凝料
随着定模的继续分型,由于球形拉料杆6对冷料井凝料的限制作用,其阻力大于分流道侧凹1的阻力,球形拉料杆6将浇道凝料从定模底板2的流道中全部拉出,由于冷料井凝料仍未脱出,浇道凝料随浇口板5一起移动。
(四)浇口板带动浇道凝料脱出球形拉料杆
当限位拉杆3的轴肩与浇口板5的台阶接触时,由于限位拉杆3的限制,定模的定距分型即浇口板与定模底板的分型结束。
注塑机继续开模,模具动模与定模分型,塑料件脱出型腔而留在动模的型芯7上。
由于球形拉料杆6固定在动模、冷料井设在定模浇口板5上,动、定模分型时,浇口板与动模分开,即浇口板与球形拉料杆分开,在浇口板的作用下,把冷料井凝料强行地从球形拉料杆上刮下来,使浇注系统凝料能自动地脱模。
此时浇口板起到浇道板的作用。
(五)塑料件的脱模模具继续分型,动模继续后退,注塑机顶杆10推动模具推板运动,顶杆9将塑料件从型芯7上推出,实现塑料件的脱模。
二、模具设计应注意的问题
(一)由于球形拉料杆6的直径较小,长度较长,拉料杆与浇口板5的孔又有配合要求,因此动、定模之间的导向机构不但要保护型芯7,而且还要保护球形拉料杆6,防止合模时被折断,造成模具损坏。
在动、定模间,导柱11的有效高度L1应大于球形拉料杆6的有效高度L2。
(二)一般来讲,相对于喷嘴轴线对称布置的单型腔点浇口模具,不能采用拉料杆;只有多型腔的点浇口模具才设计拉料杆。
因此,该模具结构适合于多型腔的点浇口注射模具。
(三)由于浇注系统凝料在脱模时要发生一定的形变,因此,该模具结构适合于在成型温度下具有一定弹性的塑料品种。
三、结语
利用侧凹、浇口板和球形拉料杆的配合,可以实现浇注系统凝料的自动脱出,结构简单,模具动作可靠,成本降低,制造周期缩短,能满足全自动化生产的需要。