浇口类型复习课程
- 格式:doc
- 大小:226.50 KB
- 文档页数:8

浇口的作用 :
(1)摩擦升温,提高入型温度
(2)先外冷却,封口保压
(3)平衡进料保证各型各处的真充参数相近
(4)易折断,疤痕小
浇口又称进料口,它是分流道与型腔之间的狭小通口,也是最短小部分,其作用使熔融塑料在进型腔时产生加速度,有利于迅速充满型腔,成型后浇口塑料先冷凝,以封闭型腔,防止熔融塑料倒流,避免型腔压力下降过快,以至在制品上产生缩孔或凹陷,成型后便于使浇注凝料与制品分离。
浇口种类:
(1)直接浇口
(2)侧浇口,又称矩形浇口
(3)点浇口,又称针浇口
(4)潜伏浇口,又称隧道浇口
(5)耳型浇口,又称护耳浇口,翼状浇口。

任务四注射模具设计—浇注系统设计教学内容(板书)第二十七课浇注系统的设计1、冷料穴的设计注射成型时,喷嘴前端的熔料温度较低,为防止其进入型腔,通常在流道末端设置用以集存这部分冷料的冷料穴。
设置熔料流动方向的转折处,以便将冷料入穴中存留起来。
1、带钩形拉料杆的冷料穴2、带球头拉料杆的冷料穴应该指出,并非所有注射模都需开设冷料穴,有时由于塑料的工艺性能好和成型工艺条件控制得好,可能很少产生冷料,如果塑件要求不高时可不设冷料穴。
2、浇口的设计1)浇口位置的选择(1)避免引起熔体破裂现象克服上述缺陷的办法通常有两种:一是加大浇口尺寸,以降低流速。
二是采用冲击型浇口。
(2)有利于熔体流动和补缩浇口的位置应开设在塑件截面最厚处。
(3)有利于型腔内气体排出(4)减少熔接痕和增强熔接强度(5)防止料流将型芯或嵌件挤压变形(6)保证流动比在允许范围内2)浇口的设计(1)直接浇口(2)中心浇口中心浇口适用于筒形、环形或中心带孔的塑件成型。
(3)侧浇口侧浇口为限制性浇口,适用于一模多腔,能大大提高生产效率,减少浇注系统耗量,浇口去除也较方便,是一种被广泛采用的浇口形式。
但侧浇口压力损失较大,保压补缩作用比直浇口弱,壳形件排气不便,易产生熔接痕;缩孔及气孔等缺陷。
侧浇口的截面形状通常为矩形。
a)为扇形浇口,常用来成形宽度较大的薄片状塑件。
b)为薄片式浇口,又称平缝式浇口,常用来成型大面积薄片塑件。
(4)点浇口又称针浇口或菱形浇口。
这种浇口有很多优点,几乎可以用于各种形式的塑件。
点浇口一般设在塑件的顶端,去除方便,不影响塑件的外观,浇口可自动拉断,可以实现自动化操作。
这种浇口尤其适用于圆筒形、壳形、盒形的塑件,但是流动性较差的塑料(例如PMMA、PC等)就不适于采用点浇口,而适用于流动性较好的ABS、PP、POM 等塑料。
(5)潜伏式浇口又称遂道式浇口或剪切浇口。
潜伏式浇口呈针点状,开模时流道凝料由推出机构推出,并与塑件从浇口处自动切断,省掉了切除浇口的工程。
第十四章浇口
一.浇口概览
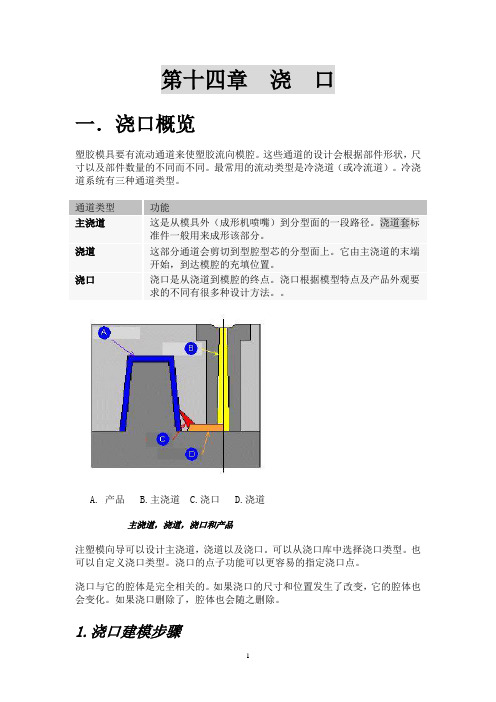
塑胶模具要有流动通道来使塑胶流向模腔。
这些通道的设计会根据部件形状,尺寸以及部件数量的不同而不同。
最常用的流动类型是冷浇道(或冷流道)。
冷浇道系统有三种通道类型。
A.产品
B.主浇道
C.浇口
D.浇道
主浇道,浇道,浇口和产品
注塑模向导可以设计主浇道,浇道以及浇口。
可以从浇口库中选择浇口类型。
也可以自定义浇口类型。
浇口的点子功能可以更容易的指定浇口点。
浇口与它的腔体是完全相关的。
如果浇口的尺寸和位置发生了改变,它的腔体也会变化。
如果浇口删除了,腔体也会随之删除。
1.浇口建模步骤
1.对话框设置
型腔布局类型:平衡的或非平衡的
浇口位置:型腔或型芯
方式:增加或修改
2.浇口点的定义:
一般的点构造器和高级浇口点的指定方法
3.选择:
从浇口库中选择
4.方向和位置
5.尺寸
6.从型腔或型芯减掉
2.浇口概念
.布局类型
模腔的布局包含单个或多个产品,及单个或多个型腔。
下图说明了两腔平衡布局和两腔非平衡布局的区别。
在平衡布局中的各型腔的浇口尺寸和位置是相同的,而非平衡布局需要分别设置不同的浇口。
平衡和非平衡的型腔布局
A.平衡
B.非平衡
3.浇口位置(型芯或型腔)
如下图所示,你可以将浇口定位到型腔或者型芯上。
位置的设定决定了浇口模型的位置。
A.型腔侧浇口
B.型芯侧浇口
型腔和型芯浇口。
第十四节 浇口晕(雾斑)、气痕(浇口处)在浇口周边出现的细小同心环,显现成暗淡的日冕痕(消光斑点)或斑痕或深色的气痕。
与第15节相近。
主要原因是:浇口偏细,注射速度过高。
一、对策:1)降低注射速度或调整注射速度; 2)把浇口至模腔过度位置修成圆弧;3)增加浇口直径.按各种浇口形式设计规格进行优化; 4)改变浇口位置; 5)增加熔体温度;6)改变模具温度:升温还是降温,视熔体流动情况; 7)主要是评估浇口处的冷却与顺畅的状况;8)增加冷料井的设置:如右图,可通过增加冷料井进行改善雾斑(冷料斑)。
参考《流道设计手册》 9)侧浇口的简图与尺寸设计:侧浇口的大小由其厚度、宽度和长度决定。
见下图 ●尺寸确定方法1:与塑料品种有关的系数n 的选取塑料品种 n塑料品种 n聚乙烯PE 0.6 聚碳酸酯PC 0.8 聚苯乙烯PS 0.6 有机玻璃PMMA 0.8 聚聚丙烯PP 0.7尼龙PA 、0.8 聚甲醛POM 0.7 CA 0.8 ABS;PC+ABS0.75聚氯乙烯PVC0.9●尺寸确定方法2:一般设计,侧浇口的厚度h 为0.5~1.5mm ,宽度d 为1.5~5.0mm ,浇口长度L 为1.5~2.5mm 。
对大型复杂的产品,侧浇口的厚度h 为2.0~2.5mm (约为产品厚度的0.7~0.8)、宽度d 为7.0~10.0mm ,浇口长度L 为2.0~3.0mm 。
从这组经验数据可以看到,侧浇口宽度与厚度的比例大致是2:1。
改善方法:1)进胶柱厚度加大至产品胶位厚度的0.75;产品壁厚为3.1㎜;则浇口厚至少为2.33㎜;现为1.95㎜,则加大浇口厚度 ;2)在通过此处时,注射速度降低。
二、浇口处或浇口背面出现气痕的不良产品图片:L三、注塑件污渍痕的起因及解决办法?描述:通常与浇口区域有关:其表面黯淡,有时还可见到条纹。
可能的起因: 建议使用的补救方法: 注塑机A 、熔融温度太高。
降低射料缸前两区的温度。
浇口形式护耳式浇口,又叫分接式浇口或调整式浇口。
它在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上,经调整方向和速度后进入型腔,因此,可以防止小浇口对型腔注料时产生的喷射现象,是一种典型的冲击式浇口,其结构如图-1所示。
护耳式浇口可以看作是由侧浇口演变而来,这种浇口一般应开设在塑件厚壁处。
浇口常为正方形或矩形,耳槽最好是矩形,也可是半圆形,流道最好采用圆形。
图-1护耳式浇口1-进料口、2-流道、3-浇口、4-耳槽、5-塑件(1) 护耳式浇口的优点1)熔体通过一个窄浇口进入耳槽,使温度升高,从而提高了熔体的流动性。
2)由于浇口与护耳呈直角,当熔体冲击护耳的对面壁上时,方向改变,流速降低,使熔体平稳而均匀地进入型腔。
3)浇口离型腔较远,故浇口处的残余应力不会影响塑件质量。
4)熔体进入型腔时,流动平稳,不产生涡流,所以塑料中的内应力很小。
(2)护耳式浇口的缺点1) 由于浇口截面积较大,去除较困难,且留下痕迹较大,有损外观。
2) 流道较长而较复杂,因此凝料较多,废料量大,使制品成本提高。
(3) 护耳式浇口的应用护耳式浇口主要用于浇注透明、流动性较差、无内应力的塑件,如PC、PMMA、H PVC等的产品。
环形浇口,又叫外圆环形浇口,与盘形浇口有些相类似,只是浇口设置在型腔的外侧,即在型腔的四周设置浇口,其浇口位置正好与盘形浇口相对应,如图所示。
环形浇口也可看成是矩形浇口的变异。
特点我分几点来解答一下1、为防止产生熔合痕迹,圆环形浇口须设置溢流井。
2、从圆筒形制品外侧设浇口时,设环状补助横浇道,从其横浇道以薄环形浇口连接制品,此二型浇口都可防止成形品变形或熔接线。
3、能均匀充填圆筒形成品,避免熔接线及局部充填过饱产生变形、偏心。
4、环形浇口的优点(1)熔体沿浇口的圆周均匀地进入型腔,平稳地将气体排除,故排气效果良好。
(2)熔体在整个圆周上可取得大致相同的流速,无波纹及熔接痕。
3)由于熔体在型腔中平稳流动,所以制品的内应力小,变形也小。
浇口类型
选择浇口类型和选择最佳的浇口尺寸以及浇口位置一样重要。
浇口类型可分为人工和自动去除式浇
口。
人工去除式浇口
人工去除式浇口主要是指那些要求操作者在进行制件再加工时将其与流道分离。
使用人工去除式浇
口的原因有:
•浇口体积过大,以至于当模具打开时无法从制件处剪切。
•一些剪切敏感的材料(如PVC)不能存在高剪切率,从而不能应用自动去除式浇口设计。
•在穿过较宽处的时候,为了保证流动分布的同时性,以达到特定的分子纤维排列,通常不使用自动浇口去除方式。
型腔的人工去除式浇口类型包括:
•注道式浇口
•边缘浇口
•凸片浇口
•重叠式浇口
•扇形浇口
•薄膜浇口
•隔膜浇口
•外环浇口
•轮辐或多点浇口
自动去除式浇口
自动去除式浇口的特点是,在打开制模模具顶出制件的过程中,可以切断或剪切浇口。
自动去除式浇口应用于:
•避免在再加工时去除浇口
•保持所有顶出的周期时间一致
•浇口残留最小化
自动去除式浇口包括:
•针点浇口
•潜入式(隧道式)浇口
•热流道浇口
注道浇口
推荐这种浇口应用于单型腔模具或要求对称充填的制件。
这种类型的浇口适合于较大壁厚处,
这样保压压力将更为有效。
较短的浇口最好,这样模具充填更为快速,且压力损失较低。
浇口
另一侧需配备一个冷料井。
使用这种浇口的劣势在于,流道(或注道)被修整之后,制件表面
会产生浇口痕迹。
可以通过制件厚度来控制凝固,但凝固并不取决于制件厚度。
一般而言,在
注道浇口附近的收缩率较低,而注道浇口处的收缩率较大。
这会导致浇口附近具有较高的拉伸
应力。
尺寸
起初,注道直径由机器射嘴来控制。
该注道直径必须比射嘴口直径大 0.5mm左右。
标准注道衬
套的锥度为 2.4度,开口面向制件。
因此可以通过注道长度来控制制件处附近的浇口直径,该
直径应当比该处壁厚至少大 1.5mm或约为该处壁厚的两倍。
注道和制件的连结点应为放射状
的,以避免应力裂化。
•锥角较小(最小为1度),可能导致在喷射过程中注道无法与注道衬套脱离。
•锥度较大,造成材料浪费且冷却时间延长。
•非标准注道锥度,更昂贵而收益很少。
边缘浇口或侧边浇口适用于具有中等厚度和较厚的部分,也可用于多型腔双板模具中。
浇口位于分型面处,制件从侧边、顶部或底部进行充填。
尺寸
浇口尺寸一般为制件厚度的80%至100%,最大为3.5mm,宽度为1.0至12mm。
浇口段长度不超过1.0,
0.5mm最佳。
凸片浇口一般用于扁平的薄制件,以减少型腔内的剪切应力。
应用凸片浇口,在注塑成型后进行修剪,可以将浇口附近的高剪切应
重叠式浇口类似于边缘浇口,只不过浇口与壁面或表面向重叠。
应用这类浇口一般可以免除喷流过
程。
尺寸
这种浇口尺寸一般为制件厚度的10%至80%,宽度为1至12mm。
浇口段长度不能大于1.0, 0.5mm 最佳。
重叠式浇口
扇形浇口是一种宽的边缘浇口,可以有多种厚度。
这种类型的浇口通常用于注塑较厚的制件,其能够以较低速度注射,且不产生凝固,这适用于对注塑应力低或者翘曲和尺寸稳定性有要求的注塑成型过程。
浇口在宽度和厚度处都要求有锥度,以维持一个连续的横截
面区域。
这能确保:
•恒定的熔融速度
•流动的整个宽度一致
•整个宽度范围内压力一致
尺寸
对于其它人工去除式浇口,其最大厚度不超过制件厚度的80%。
制件宽度可以在6mm至型腔长度的25%的范围内变化。
盘形浇口由一条直流道和一个穿越整个或部分型腔的浇口面组成。
此类浇口用于注塑长的、扁平的薄制件,且充填均匀。
其收缩率更加统一,这一点对于加纤热塑性材料,以及要求将翘曲程度控制在最小时尤为重要。
尺寸
浇口尺寸小,一般的厚度为0.25至0.5mm。
还须保证浇口面(浇口长度)很小,大约为0.5至1.0mm。
盘形浇口
隔膜浇口通常用于圆柱形或圆形,且具有开放内径的制件。
该类浇口用于具有小至中等内径的单型腔模具。
当要求有同心度,且不允许存在熔接线时,可以使用该类浇口。
尺寸
一般地,浇口厚度为0.25至1.5mm。
隔膜浇口
该类浇口应用于多型腔模具的圆柱形或圆形制件,或当隔膜浇口不适用时。
材料从一侧进入外环,在流道的另一侧形成熔接线,这种熔接线一般不会转移到制件上。
尺寸
一般地,浇口厚度为 0.25至1.5mm。
外环浇口
该类浇口用于圆柱形制件,其易于去除浇口且节省材料。
其劣势在于可能存在熔接线,且很难确保准确的圆度。
尺寸
一般地,浇口直径为0.8至5mm
多点浇口
针点浇口只适用于三板模具,因为其只能在相反的方向对制件进行顶出。
浇口在中断时力量必须很弱,以免损坏制件。
该类制件最适用于薄的制件。
当一个制件需要有多个浇口以确保对称充填,或者要求缩短流道长度以确保对制件所有区域的充填时,该类浇口尤其有效。
尺寸
对于非增强型热塑性塑料,浇口直径为0.8至6mm。
浇口较小会导致高剪切,从而产生热降解。
增强型热塑性塑料要求略大的浇口(大于1mm)。
浇口面的最大长度为1mm。
建议使用如下图所示的尺寸。
针点浇口
尺寸(* 应避免壁厚大于5mm).
入式浇口用于双板模具构造。
从浇口末端至型腔间应加工成一条有锥度的隧道,且其位于分型面下面。
当对制件和流道进行顶出时,浇口在制件处被切断。
该隧道的位置可以在动模或定模上。
当对外观要求较高时,潜伏浇口通常位于制件非可视一侧的推顶杆一侧内。
为了去除浇口,隧道要求有一个好的锥度,且可以任意弯曲。
尺寸
一般地,浇口尺寸为0.8至1.5mm,对于加纤材料,尺寸更大一些。
隧道式浇口
式浇口设计的变化之一是弯曲隧道式浇口,该隧道位于可移动模具的一半处.不是用于增强材料
隧道式浇口
道浇口即无注道浇口。
无流道模具的料嘴延长到制件处,且材料通过针点浇口进行注射。
射嘴面为型腔表面的一部分,这会产生外观问题(无光泽和有波纹的表面)。
因此,射嘴直径应尽量地小。
该类浇口最适用于薄的制件,其具有较短的周期时间,从而可以避免射嘴的凝结。
浇口是在热流道浇口上加上一个阀杆。
阀门可以在浇口附近的材料凝结之前自动关闭浇口。
其允许有较大的浇口直径,且可以使浇口疤痕变光滑。
由于阀杆控制充填周期,控制更好的充填周期即可维持更稳定的质量。