任务6车身覆盖件结构
- 格式:ppt
- 大小:27.98 MB
- 文档页数:84
汽车车身覆盖件教案
知识目标:1、车身的重要性
2、车身的组成
3、汽车车身冲压件材料的分析
4、汽车车身外覆盖件的要求
技能目标:1、能认识汽车车身的组成
2、能认识汽车外覆盖件、骨架件的组成
情感目标:1、同学之间的团结合作
2、培养同学们的踊跃的积极向上的上课心态
3、引导学生的学习兴趣
重难点:重点:知识目标2、3、4技能目标:1、2 预设难点:技能目标3
教具:ppt、教案、图片、教材及视频
教学方法:任务驱动教学法
教学过程
一、项目的引入:汽车车身由那些零部件的组成呢?难道汽车车身是一块整体?
二、项目的确定:1、车身的重要性
2、车身的组成
3、汽车车身冲压件材料的分析
4、汽车车身外覆盖件的要求
三、项目实施:。
汽车覆盖件的知识汽车覆盖件(简称覆盖件)是指覆盖汽车发动机、底盘、构成驾驶室和车身的薄钢板异形体的表面零件(外覆盖件)和(内部零件),与一般冲压件相比较,具有材料薄、形状复杂、结构尺寸大、表面质量要求高及生产成本高等特点。
在覆盖件的冲压工艺设计、模具设计和模具制造工艺上,也具有独自的特点,一般需要经过多道工序(如拉延、冲孔修边、翻边、整形等)才能完成。
在其整个生产中,拉延成形则是一道关键的工序,而决定拉延成败和工件质量的,则是拉延成形的模具。
以前采取单件压制,生产效率、材料利用率和设备利用率均比较低。
将拉延工艺作了改进,采用中心对称一模两件的方法重新设计和制模,大大提高了设备利用率和生产效率。
汽车覆盖件包括覆盖汽车发动机、底盘、构成驾驶室及车身的所有厚度3mm 以下的薄钢板冲压而成的表面和内部零件,其重量占到汽车用钢材总量的50%以上。
汽车覆盖件具有材料薄、形状复杂、多为复杂的空间曲面、结构尺寸大和表面质量高等特点。
在冲压时毛坯的变形情况复杂,故不能按一般拉伸件那样用拉伸系数来判断和计算它的拉伸次数和拉伸可能性,且需要的拉延力和压料力都较大,各工序的模具依赖性大,模具的调整工作量也大。
汽车覆盖件成形过程中板料上的应力应变分布情况非常复杂,成形质量影响因素较多。
从变形方式看,板料的成形是拉延、翻边、胀形、弯曲等多种变形方式的组合过程。
对一个给定的零件来说,一套合理的模具和工艺方案的确定,不仅要靠实践经验和理论计算,还往往离不开反复地试模和修模。
因此汽车覆盖件模具设计的主要任务就是要解决好冲压过程中板料不同部位之间材料的协调变形问题,既要避免局部区域过分变薄甚至拉裂,又要避免起皱或在零件上留下滑移线,还要将零件的回弹量控制在允许的范围内。
冲压模具依产品的加工方法分类依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。
a. 冲剪模具:是以剪切作用完成工作的,常用的形式有剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。
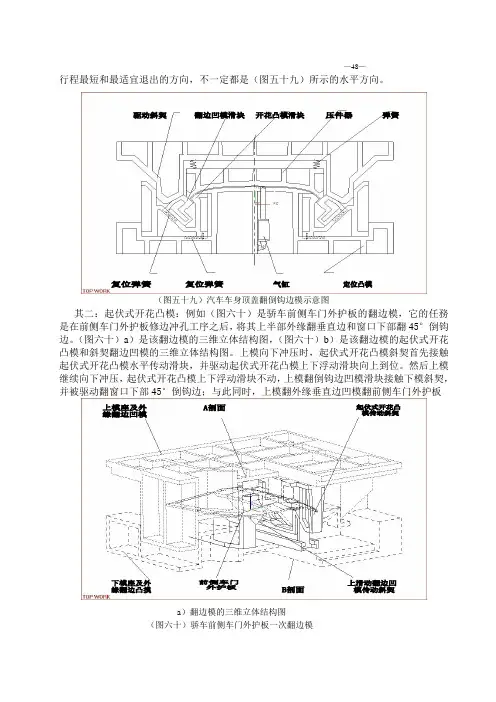
—48—行程最短和最适宜退出的方向,不一定都是(图五十九)所示的水平方向。
(图五十九)汽车车身顶盖翻倒钩边模示意图其二:起伏式开花凸模:例如(图六十)是骄车前侧车门外护板的翻边模,它的任務是在前侧车门外护板修边冲孔工序之后,将其上半部外缘翻垂直边和窗口下部翻45°倒钩边。
(图六十)a)是该翻边模的三维立体结构图,(图六十)b)是该翻边模的起伏式开花凸模和斜契翻边凹模的三维立体结构图。
上模向下冲压时,起伏式开花凸模斜契首先接触起伏式开花凸模水平传动滑块,并驱动起伏式开花凸模上下浮动滑块向上到位。
然后上模继续向下冲压,起伏式开花凸模上下浮动滑块不动,上模翻倒钩边凹模滑块接触下模斜契,并被驱动翻窗口下部45°倒钩边;与此同时,上模翻外缘垂直边凹模翻前侧车门外护板a)翻边模的三维立体结构图(图六十)骄车前侧车门外护板一次翻边模b)翻边模的起伏式开花凸模和斜契翻边凹模的三维立体结构图。
(图六十)骄车前侧车门外护板一次翻边模上半部外缘垂直边。
成形完毕之后,上模向上回程时,上模翻外缘垂直边凹模和上模翻窗口下部倒钩边凹模滑块首先退回到位,然后开花凸模上下浮动滑块向下到位。
此时,我们即可把翻好边的前侧车门外护板从模具中顺利取出。
这种结构也有不如人意之处,即当压力机滑块行程较小时,开花斜契可能干涉冲压件的送入或送出。
又例如(图六十一)是骄车前侧车门外护板的二次翻边模,它的任務是在前侧车门外a)二次翻边模的三维立体结构图(图六十一)骄车前侧车门外护板二次翻边模图例:A—下模座;B—上模座.外缘翻边凹模.浮动开花凸模斜契.向上压死边凸模驱动斜契;C—导板:D—窗口內缘翻边凹模;E—窗口內缘翻边凸模;F—凹模压件板及顶出器;G—斜契外缘翻边凹模;H-—外缘翻边凹模斜契;I—浮动开花凸模水平传动斜契;J—.向上压死边凸模水平传动斜契;K—向上压死边凸模传动滑块;L—导板;M—.外缘翻边凸模;N-—浮动开花凸模传动滑块;O—导板;P—导板;Q—导板。