电水壶生产工艺流程
- 格式:docx
- 大小:13.31 KB
- 文档页数:4

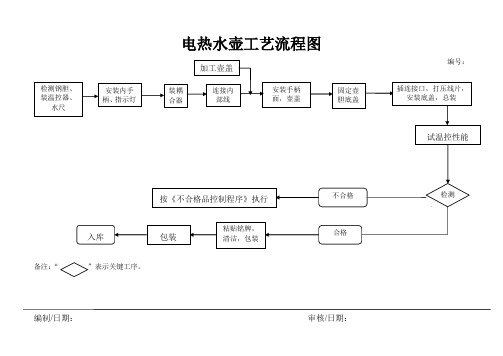
电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。

电热水壶生产工艺电热水壶是一种通过电力加热水的家用电器,它可以为用户提供快速、方便的热水。
下面介绍电热水壶的生产工艺。
首先,生产电热水壶需要准备以下原材料:不锈钢、塑料、电子元器件、密封胶等。
第一步是制造热水壶的外壳。
首先,使用模具将不锈钢片按照设计要求压制成壶盖、壶体和壶底的形状。
然后,将壶盖、壶底和壶体组合在一起,并通过焊接技术将它们牢固地连接在一起。
第二步是制造电水壶的手柄。
首先,使用模具将塑料原料塑造成手柄的形状。
然后,在手柄表面涂上防滑涂料,以提高手柄的使用舒适性和抓握力。
最后,将手柄通过螺丝等方式固定在壶体上。
第三步是制造加热元件。
加热元件是电热水壶中的关键部件,它决定了加热速度和效率。
首先,将尼克铬合金线圈卷绕在陶瓷管或不锈钢管上。
然后,将加热元件安装在壶底中,并使用电子焊接技术将其与电路板连接起来。
第四步是制造电路板。
电路板是电热水壶中控制加热过程的重要组成部分。
首先,将电子元器件焊接到电路板上,包括温度传感器、温度控制器、电源开关等。
然后,通过测试和调试,确保电路板的正常工作。
第五步是组装和调试电热水壶。
首先,将加热元件和电路板安装到壶体中,并将壶盖、壶底、壶体固定在一起。
然后,连接电源线和电源插头,并进行安全性能测试。
最后,进行外观检查和功能测试,确保电热水壶的质量合格。
最后,经过包装和标签贴合后,电热水壶生产工艺就完成了。
生产过程中需要严格按照质量管理体系执行,确保产品的质量和安全性能达到标准要求。
同时,还应注重节能环保的设计和生产方法,以减少对环境的影响,提高产品的竞争力。
电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。

保温壶制作工艺流程一、原料准备保温壶的主要原料是不锈钢、玻璃纤维和聚氨酯等,其中不锈钢用于制作保温层的外壳,玻璃纤维用于保温层的隔热材料,聚氨酯用于填充保温层。
二、壶身制作1. 将不锈钢板材按照设计要求裁剪成壶身的形状,并进行折弯、焊接等工艺,完成壶身的基本结构。
2. 对壶身进行打磨,使其表面光滑,达到美观的要求。
3. 在壶身上进行喷涂,可以是彩色或者其他特殊涂层,以增加保温壶的外观质感和防护性能。
三、保温层制作1. 在壶身内部涂覆一层聚氨酯发泡材料,以填充保温层的空隙。
聚氨酯发泡材料具有良好的保温性能和隔热性能。
2. 在聚氨酯发泡材料固化前,将玻璃纤维布放置在聚氨酯涂层上,以增加保温层的隔热性能。
3. 等待聚氨酯发泡材料固化,形成坚固的保温层。
四、壶嘴和壶盖制作1. 制作壶嘴:将不锈钢板材按照设计要求裁剪成壶嘴的形状,并进行折弯、焊接等工艺,完成壶嘴的基本结构。
2. 制作壶盖:将不锈钢板材按照设计要求裁剪成壶盖的形状,并进行折弯、焊接等工艺,完成壶盖的基本结构。
3. 对壶嘴和壶盖进行打磨,使其表面光滑,达到美观的要求。
五、组装1. 将壶嘴和壶盖与壶身进行组装,利用焊接、螺纹等方式固定在一起。
2. 检查组装后的保温壶是否完整、紧密,确保壶身、壶嘴和壶盖之间没有漏气现象。
3. 对保温壶进行整体的检查和打磨,确保外观无瑕疵,同时也提高保温壶的使用寿命。
六、品质检验1. 对保温壶进行外观检查,检查是否有划痕、凹陷等瑕疵。
2. 进行保温性能测试,将热水注入保温壶,测量一定时间后水温的变化,以判断保温壶的保温效果是否符合要求。
3. 进行密封性能测试,将保温壶倒置,观察是否有水漏出,以判断壶身、壶嘴和壶盖之间的密封性能是否良好。
七、包装和出厂1. 对保温壶进行清洁和消毒处理,确保产品的卫生安全。
2. 将保温壶放入适宜的包装盒中,配上说明书、保修卡等附件,以便于运输和销售。
3. 进行最后的质量检查,确认产品符合质量标准后,进行出厂。

电热水器的生产流程
电热水器生产流程也不是很复杂,当生产厂家要生产某款式型号的电热水器时,仓库人员会先核对所需要的所有物料是否齐全,避免生产过程中因缺少某个物料而导致生产停止。
当物料齐全后会通知车间排单人员,根据车间生产进度和情况把产品排出生产批次和生产时间规划内。
当电热水器进入生产流水程序后,生产流程是:先检测内胆是否合格,合格后给内胆安装上发热管,然后给发热管安装接上控制开关和电源插头线,然后把安装后的内胆放放热水器外壳内部,然后对内胆与外壳之间的空白处加入发泡材料,让发泡料发生化学变化形成密实的泡沫层填充内胆与外壳的空隙,然后生产员人会安装后热水器两边的端盖,一台电热水器就生产制造完成,进入检验检测环节,质检员会通过检测仪器对电热水器漏电情况检测,加热情况检测,当都达到标准后就会贴上产品型号名称和生产日期进入打包环节,用包装箱包装好后就会存入仓库,让物流发货给客户。
整体生产流程就完成了。
电热器具生产的生产流程电热器具是指通过电能转换成热能的一种家用电器。
它在冬季供暖、热水制备、厨房烹饪等方面起着重要的作用。
电热器具的生产流程包括材料准备、零部件生产、装配测试等多个环节。
首先,电热器具生产的第一步是材料准备。
生产电热器具所需的主要材料有发热体、外壳、控制器等。
发热体是电热器具的核心部件,主要由电阻丝和绝缘材料组成。
外壳是保护电热器具内部结构的部件,通常采用金属或塑料材料制成。
控制器是调节电热器具工作状态和温度的部件,通常采用电子基板制成。
第二步是零部件的生产。
发热体生产是电热器具生产的重要环节,它的品质关系到电热器具的使用效果和使用寿命。
发热体的生产一般包括以下几个步骤:首先,将电阻丝穿线到绝缘材料中;然后,对电阻丝进行整形和铺排;最后,进行焊接和固定,形成完整的发热体。
外壳的制作一般分为压铸和注塑两种方式。
压铸是将金属熔化后通过高压注入模具中,形成外壳的制作方式。
注塑是将塑料料熔化后注入模具中,形成外壳的制作方式。
这两种制作方法都需要经过冷却和打磨等步骤,以获得光滑、坚固的外壳。
控制器的生产一般通过电子基板的制作和元器件的焊接组装来完成。
首先,根据设计要求制作电子基板,然后将各种元器件焊接到电子基板上,并进行相关的测试和调试,以确保控制器的正常工作。
第三步是装配和测试。
装配是把发热体、外壳、控制器等部件按照设计要求组装起来,形成完整的电热器具。
在装配过程中,还需要进行线路连接、接地等操作,以确保电热器具的安全和可靠性。
最后,进行测试。
通过对电热器具进行性能测试和安全测试,以确保其符合相关的规定和标准。
性能测试主要包括电热器具的加热效果、温度控制等方面的测试。
安全测试主要包括漏电保护、过载保护等方面的测试。
总结起来,电热器具的生产流程包括材料准备、零部件生产、装配测试等多个环节。
每个环节都需要严格控制质量,以保证电热器具的安全可靠和性能优良。
通过这些步骤的相互配合和协调,可以使电热器具顺利地生产出来,供消费者使用。
水壶的生产流程第一道工序开料开圆片第二道工序拉伸从开圆片开始拉伸一次、二次看产品来定(出现问题拉伸纹)第三道工序退火退火主要是增强材料韧性,在拉伸、涨形没有那么容易爆裂。
退火过长:一般会出现鸡皮、砂眼的问题比较多;如果退火过短会导致拉伸或涨形时爆裂第四道工序涨形将拉伸好再去涨形所需要的形状第五道工序切边将壶口多余的材料去掉,再去卷边第六道工序卷边第七道工序清洗第八道工序第一次抛光(即工厂所说的开皮)现在很多工厂第一次抛光都采用机器抛光了第九道工序冲壶嘴出水孔(此款壶嘴焊接方式是内焊)第十道工序焊接壶嘴(此款壶嘴焊接方式是内焊)另外壶嘴焊接方式还有几种:1、封焊;2、银焊;3、铜焊;4、激光焊;现在新会这边激光焊和封焊、铜焊的焊接方式比较多。
注:铜焊的产品是不可以去做壶内电解的,因为铜焊电解后会将铜去掉导致漏水)第十一道工序抛光上下嘴将壶嘴焊接的黒迹抛光掉第十二道工序壶内电化一般这样电化一个壶大概需要4~5分钟的时间第十四道工序返尾抛光第十五道工序壶底压池位压池工序防止壶底打转的现象第十六道工序打唛头第十七道工序点焊手柄电流过大导致焊点发黄、毛刺的现象,如果电流过小就会出现手柄掉焊的现象第十八道工序擦粉包装注:1、壶盖的生产流程基本是这样生产出来的2、如果壶内砂光处理不是电化的,这个工序会在冲壶嘴出水孔工序前面,即先砂光后冲孔3、以上是壶的大概生产流程,细节要到工厂进行详细的讲解关于壶类的测试项目:1、称壶的净重(如果壶盖与壶身分开的那要分开称壶盖、壶身)2、厚度:卡壶口、壶盖、手柄的厚度(如果合同要求也要测壶嘴)3、称容量:将水装到最大水位来称容量,即水到壶嘴可视部分位为止;方式:(壶+水最大容量)-壶的净重=壶的容量4、试水测试:每一单货要测6~8个壶来测漏水5、如果是响壶还有进行煲水测试6、其他验货按照公司验货流程来验货。
电水壶生产工艺流程一钢胆生产流程1发热盘:1.1剪料(5300个/人·天)1.2落料拉伸(3700个/人·天)1.3切飞边1.4除油1.5涂板涂料1.6钎焊(7人,500个/人·天)1.7喷砂(2人,1800个/人·天)1.8电气检测(2人,1800-1850个/人·天)这条线有14人,钎焊是用钎料将线圈焊到铝板上。
电气检测是对发热盘线圈加高压,检测线圈是否被击穿,线圈是否漏电。
2 铝板:2.1落料2.2穿钉2.3压钉2.4除油铝板的生产有2人,每天能做6200-6400个,因此这条线不需要全天生产。
3 壶咀:3.1剪料落料3.2预弯3.3成型3.4撕胶纸壶咀的生产有2人,每天能生产7200-7300个,不是全天都生产壶咀。
4 码仔:4.1剪料4.2落料4.3成型4.4攻牙码仔的生产有1人,每天能生产3100-3500个。
5 壶身:5.1剪料5.2落料折弯5.3直缝焊(4人,750-800个/人·天)5.4压焊缝、滚圆5.5拉伸(1人,3500-4000个/人·天)5.6初抛5.7冲顶孔5.8切底边(2人,1950个/人·天)5.9冲水尺孔5.10冲咀孔5.11冲缺5.12翻盖口5.13盖口压平5.14点码仔(2600个/人·天)5.15点壶咀(2500个/人·天)5.16壶咀打磨(再抛)5.17压合清洁5.18压合(2人,1500个/人·天)5.19环焊(2人,1400-1500个/人·天)5.20环焊打磨5.21压底5.22测漏(气压测漏。
加压,压力表读数没有变化判断合格,2800-3000个/人·天)5.23精抛 (1500个/人·天)5.24清洁与装箱抛光共有三次,初抛、再抛和精抛,抛光单独一个车间,有6人。
清洁与装箱也是单独一条生产线,有8人,包括最终检外观,壶身变形、有凹点和刮花等都不合格。
电热水壶制作工艺
电热水壶制作工艺主要包括以下几个步骤:
1. 设计:进行产品设计,包括外观设计、结构设计、功能设计等。
设计过程中需考虑到安全性、加热效率、使用便捷性等因素。
2. 原料准备:采购制造电热水壶所需的零部件和原材料,例如不锈钢壶体、电热盘、控制电路等。
3. 壶体制作:将不锈钢板材折弯成壶体的形状,焊接或采用其他适当的连接方法,确保壶体的密封性和结构强度。
4. 电路装配:将电热盘安装在壶底,并通过电线连接到控制电路板。
控制电路板负责调节加热功率和温度控制的功能。
5. 安全附件装配:装配安全附件,例如热保护器和漏电保护器,以确保使用中的安全性。
6. 组装:将壶盖、壶嘴、手柄等组件装配到壶体上,
确保各个零件的合适连接和稳固性。
7. 测试与调试:对组装好的电热水壶进行电路测试、加热测试和安全性测试等,确保产品符合规格要求,没有缺陷和故障。
8. 包装:对测试合格的电热水壶进行包装,包括产品外包装和附件、说明书等准备工作,以准备发往市场或销售给消费者。
电热水壶的制作工艺需要关注产品的性能和安全性,确保产品在使用过程中能够稳定、高效地加热水,并符合相关的安全标准。
不同品牌和型号的电热水壶在制作工艺上可能会有所差异,也可以根据市场需求进行个性化设计和功能创新。
附电水壶生产工艺流程
一钢胆生产流程
1发热盘:1.1剪料(5300个/人·天)
1.2落料拉伸(3700个/人·天)
1.3切飞边
1.4除油
1.5涂板涂料
1.6钎焊(7人,500个/人·天)
1.7喷砂(2人,1800个/人·天)
1.8电气检测(2人,1800-1850个/人·天)这条线有14人,钎焊是用钎料将线圈焊到铝板上。
电气检测是对发热盘线圈加高压,检测线圈是否被击穿,线圈是否漏电。
2 铝板:2.1落料 2.2穿钉 2.3压钉 2.4除油
铝板的生产有2人,每天能做6200-6400个,因此这条线不需要全天生产。
3 壶咀:3.1剪料落料3.2预弯 3.3成型 3.4撕胶纸
壶咀的生产有2人,每天能生产7200-7300个,不是全天都生产壶咀。
4 码仔:4.1剪料4.2落料4.3成型4.4攻牙
码仔的生产有1人,每天能生产3100-3500个。
5 壶身:5.1剪料
5.2落料折弯
5.3直缝焊(4人,750-800个/人·天)
5.4压焊缝、滚圆
5.5拉伸(1人,3500-4000个/人·天)
5.6初抛
5.7冲顶孔
5.8切底边(2人,1950个/人·天)
5.9冲水尺孔
5.10冲咀孔
5.11冲缺
5.12翻盖口
5.13盖口压平
5.14点码仔(2600个/人·天)
5.15点壶咀(2500个/人·天)
5.16壶咀打磨(再抛)
5.17压合清洁
5.18压合(2人,1500个/人·天)
5.19环焊(2人,1400-1500个/人·天)
5.20环焊打磨
5.21压底
5.22测漏(气压测漏。
加压,压力表读数没有变化判
断合格,2800-3000个/人·天)
5.23精抛 (1500个/人·天)
5.24清洁与装箱
抛光共有三次,初抛、再抛和精抛,抛光单独一个车间,有6人。
清洁与装箱也是单独一条生产线,有8人,包括最终检外观,壶身变形、有凹点和刮花等都不合格。
壶身生产有以下几个瓶颈工位:直缝焊、点码仔、点壶咀、环焊和测漏。
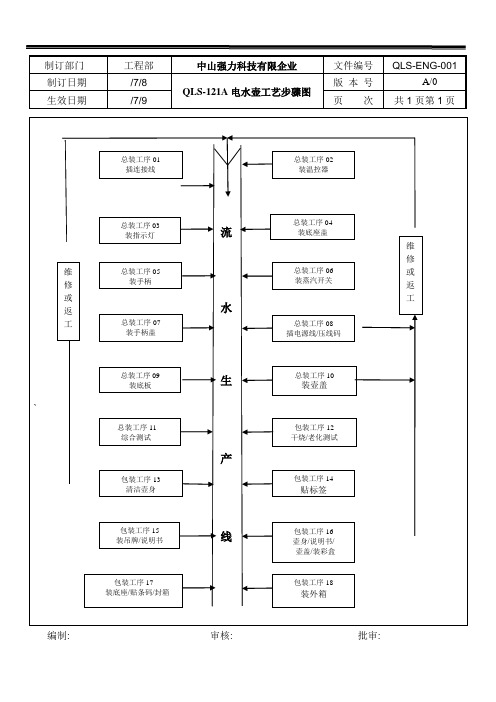
二电水壶总装工艺流程
1加工、压底、打磨下底边。
(钢胆加工工序,避免装温控器和壶身托之后,壶身托与壶下底边有缝隙)(工序时间:19〞57)
2 钢胆检查与挑选,安装壶盖支架(15〞26)
3 安装水尺密封胶,安装水尺 (20〞47)
4安装内手柄(2人,23〞01)
5 安装蒸汽开关(19〞74)
6涂导热硅脂,安装温控器(8〞14)
7 插接发热盘引线(23〞52)
8 安装灯罩和壶身托 (12〞25)
9 插接开关线,锁壶身托 (14〞02)
10安装壶盖底,安装开关按钮,安装外手柄(15〞44)
11安装锁舌,安装壶盖面(11〞20)
12烧水测试、干烧测试、浸水测试(烧水测试时加柠檬酸,目的是清洁壶内,水变色就换。
烧水与干烧测试都烧是到自动跳闸为合格,浸水测试至少40分钟)
13壶内清洁,安装滤网 (2人,11〞05)
14壶外清洁(壶嘴清洁和壶身清洁)(2人,12〞87,11〞44)
15 插接电源线(10〞43) 16安装电源底座 (2人,16〞94) 17功率测试、接地电阻测试、漏电流测试、耐压测试、电源底座检查 (24〞45)18外观检查(终检)(14〞60)
19清洁电源底座和贴铭牌贴 (14〞64)
20包装电源底座和包装水壶(12〞45)
21装彩盒,放说明书(10〞90)
22彩盒、成品装箱
组装生产线总共25人,生产能力在135-160台/小时。