栓钉焊焊接工艺评定记录表.doc
- 格式:doc
- 大小:204.01 KB
- 文档页数:4
栓钉焊施工工艺标准(Ⅲ-304)1、适用范围1.0.1 为在工程建设的栓钉焊接施工中贯彻执行国家的技术政策,做到安全适用、经济合理、技术先进、确保质量,制定本规程。
1.0.2 本规程适用于工业与民用建筑工程的组合结构中采用拉弧栓钉焊方法或电弧焊焊接方法焊接的栓钉焊接质量控制及验收。
1.0.3 栓钉焊接必须遵守国家现行的安全技术和劳动保护等有关规定。
1.0.4 栓钉焊接除执行本规程外,尚应符合国家现行标准中相关规定的要求。
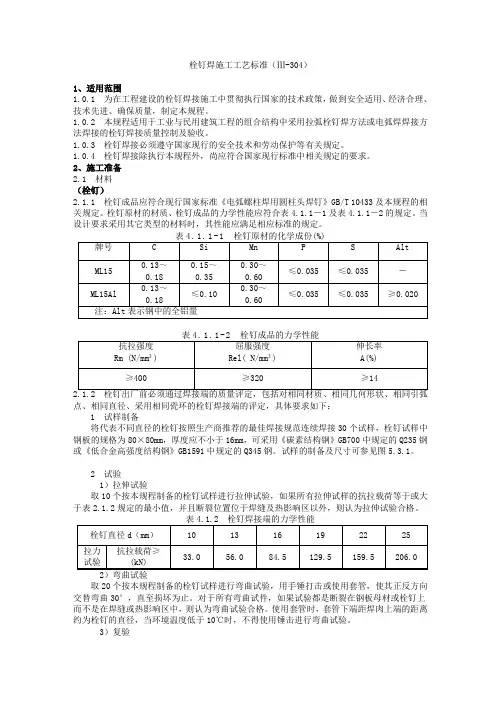
2、施工准备2.1 材料(栓钉)2.1.1 栓钉成品应符合现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 10433及本规程的相关规定。
栓钉原材的材质、栓钉成品的力学性能应符合表4.1.1-1及表4.1.1-2的规定。
当设计要求采用其它类型的材料时,其性能应满足相应标准的规定。
点、相同直径、采用相同瓷环的栓钉焊接端的评定,具体要求如下:1 试样制备将代表不同直径的栓钉按照生产商推荐的最佳焊接规范连续焊接30个试样,栓钉试样中钢板的规格为80×80mm,厚度应不小于16mm,可采用《碳素结构钢》GB700中规定的Q235钢或《低合金高强度结构钢》GB1591中规定的Q345钢。
试样的制备及尺寸可参见图5.3.1。
2 试验1)拉伸试验取10个按本规程制备的栓钉试样进行拉伸试验,如果所有拉伸试样的抗拉载荷等于或大于表2.1.2规定的最小值,并且断裂位置位于焊缝及热影响区以外,则认为拉伸试验合格。
取20个按本规程制备的栓钉试样进行弯曲试验,用手锤打击或使用套管,使其正反方向交替弯曲30°,直至损坏为止。
对于所有弯曲试件,如果试验都是断裂在钢板母材或栓钉上而不是在焊缝或热影响区中,则认为弯曲试验合格。
使用套管时,套管下端距焊肉上端的距离约为栓钉的直径,当环境温度低于10℃时,不得使用锤击进行弯曲试验。
3)复验如果在弯曲试验中,焊缝或热影响区发生断裂;或者在拉伸试验中,抗拉载荷小于规定的最低值时,则必须重新制备一组试样进行试验,如仍不满足要求,则栓钉焊接端评定不合格。
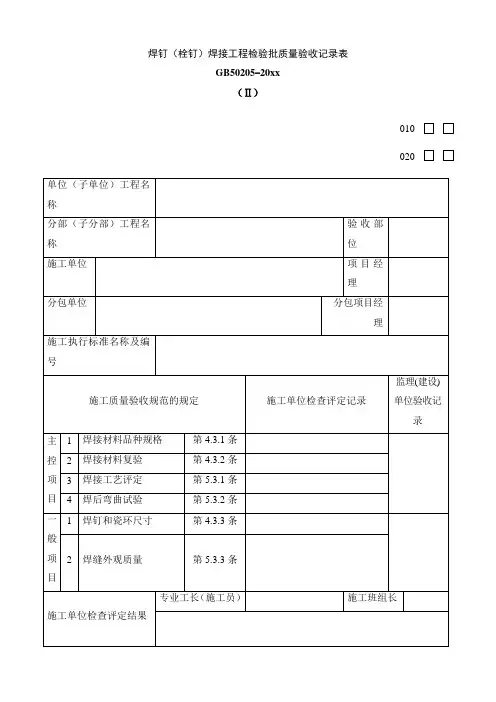
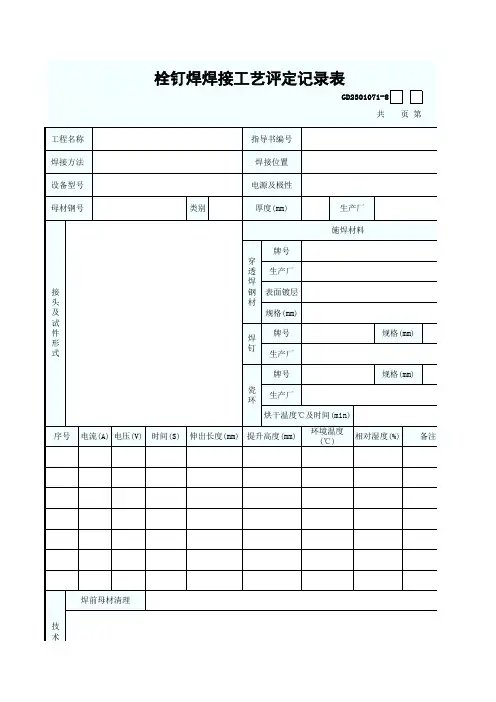

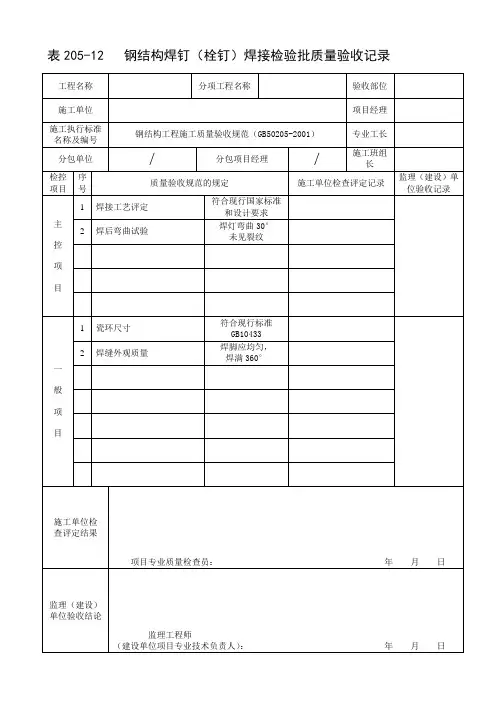
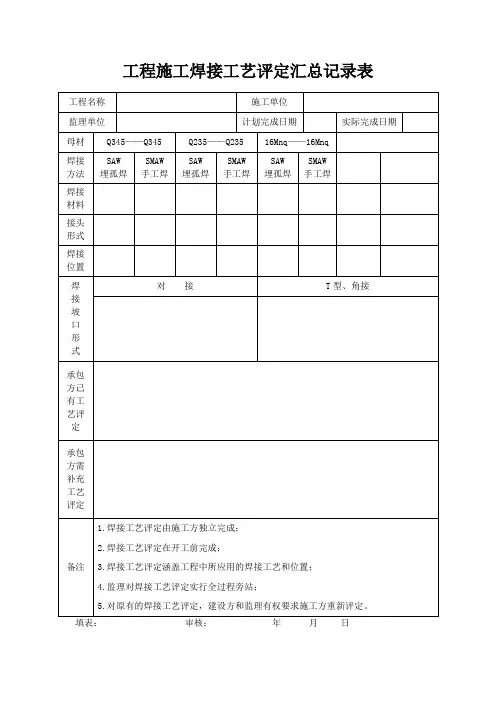
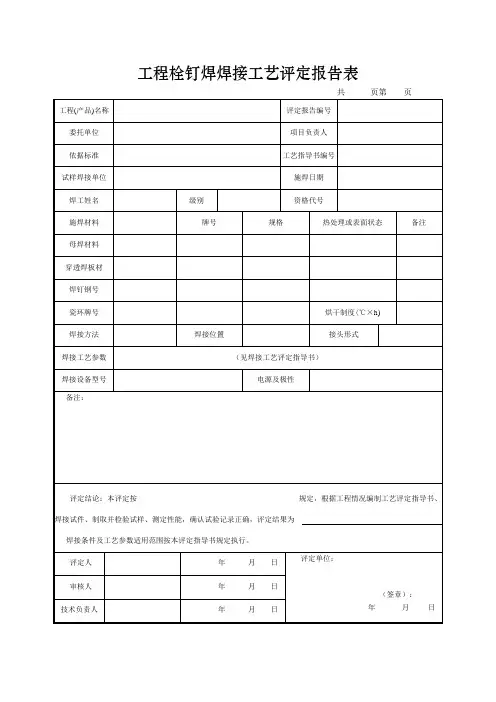
栓钉焊焊接工艺评定记录表
0 1
共页第工程名称指导书编号
焊接方法焊接位置
设备型号电源及极性
母材钢号类别厚度 (mm) 生产厂
施焊材料
牌号
穿
透生产厂
焊
接钢表面镀层
头材
及规格 (mm)
试
件
焊牌号规格 (mm)
形
钉
式生产厂
牌号规格 (mm)
瓷
生产厂
环
烘干温度℃及时间 (min)
序号电流 (A) 电压 (V) 时间 (S) 伸出长度 (mm) 提升高度 (mm) 环境温度
备注
相对湿度 (%)
( ℃)
焊前母材清理
技
术
措
施
术
措
其它:
施
焊工姓名资格代号级别施焊日期年月日
编制
年月
审核日期年月日日期
日
页注
日日。