焊钉(栓钉)焊接工程检验批质量验收记录
- 格式:pdf
- 大小:82.12 KB
- 文档页数:2
焊钉焊接工程检验批质量验收记录一、工程概况工程地点:______施工单位:______监理单位:______质检单位:______二、质量验收依据1.《焊接工程质量验收规范》(以下简称《规范》)。
2.相关设计、施工图纸和技术文件。
三、检验依据和标准1.检验依据:根据《规范》和工程设计要求。
2.检验标准:根据相关规范和设计文件中所要求的焊接工艺和质量要求。
四、检验项目及结果序号检验内容检验方法检验结果1 焊接材料检验进货检验焊钉焊接工程所使用的焊条、焊丝等材料应符合标准要求。
检验结果合格。
2 焊缝外观检验目测检验焊缝外观应平整、均匀、无裂纹、挤压、气孔等缺陷。
检验结果合格。
3 焊缝尺寸检验测量检验焊缝尺寸应符合设计要求。
检验结果合格。
4 焊接质量检验非破坏性检验使用超声波、射线等非破坏性检验方法对焊缝进行检验。
检验结果合格。
5 焊缝抗拉强度检验拉力试验对焊缝进行拉力试验,检验焊缝的抗拉强度是否符合要求。
检验结果合格。
五、检验结论经上述检验项目的检验,焊钉焊接工程检验批质量验收结果合格。
六、质量问题与处理1.根据施工单位提供的材料进货检验记录,已无质量问题。
2.焊缝外观检验结果合格,未发现任何缺陷。
3.焊缝尺寸符合设计要求。
4.经非破坏性检验,焊缝无任何缺陷。
5.焊缝抗拉强度符合设计要求。
七、工程质量意见与建议根据本次质量检验情况,焊钉焊接工程质量符合相关规范和设计要求,建议施工单位继续保持施工质量水平,并加强施工过程中的质量控制。
八、相关附件1.焊接材料进货检验记录。
2.相关焊接工艺文件和检验记录。
九、参加质量验收人员施工单位代表、监理单位代表、质检单位代表等。
十、编制人:。


焊钉栓钉焊接工程检验批质量验收记录一、项目基本情况项目名称:焊钉栓钉焊接工程项目位置:XXXXX建设单位:XXXXX监理单位:XXXXX施工单位:XXXXX二、项目质量验收内容1.焊接工艺评定根据焊接工艺文件,对焊钉栓钉焊接工艺进行评定,并进行复试。
复试过程中,检验了焊接材料的质量、焊接工艺参数的合理性以及焊接人员的操作技术等方面。
评定结果符合要求。
2.焊接设备检验对施工现场使用的焊接设备进行了检验,确认设备完好,并进行相应的校正和调试,确保焊接设备的正常运行和可靠性。
3.焊接材料检验对焊钉、栓钉的焊接材料进行了质量检验。
检验项目包括焊接材料的外观质量、化学成分、机械性能等方面。
检验结果符合相关标准要求。
4.焊接工艺检验对焊钉栓钉的焊接工艺进行了检验,确认焊接工艺符合设计要求,焊接工艺参数设置合理,焊接工艺符合焊接规范要求。
5.焊接过程监控对焊接过程进行了监控,通过检查焊接接头的外观质量、焊缝形状和焊缝的尺寸等方面进行评定,确认焊接过程中未出现明显的焊接缺陷和质量问题。
6.非破坏检测采用非破坏检测方法,对焊钉栓钉焊接接头进行了探伤和超声波检测,确认焊接接头的质量符合要求,无焊接缺陷。
7.焊接接头力学性能试验对部分焊接接头进行力学性能试验,检测焊接接头的强度、延伸率、冲击韧性等力学性能指标,验证焊接接头的质量。
8.附属构件安装检验对焊钉栓钉焊接工程的附属构件进行了安装检验,检查构件的安装位置、安装质量等,确认构件的安装符合设计要求。
9.质量验收合格文件编制根据以上各项检验结果,编制质量验收合格文件,记录了焊钉栓钉焊接工程的质量验收情况。
三、质量验收结论经过对焊钉栓钉焊接工程的全面质量检验,结合施工过程中的监理和质量反馈情况,确定该工程的质量验收结论如下:1.焊接工艺评定合格。
2.焊接设备检验合格。
3.焊接材料检验合格。
4.焊接工艺检验合格。
5.焊接过程监控合格。
6.非破坏检测合格。
7.焊接接头力学性能试验合格。
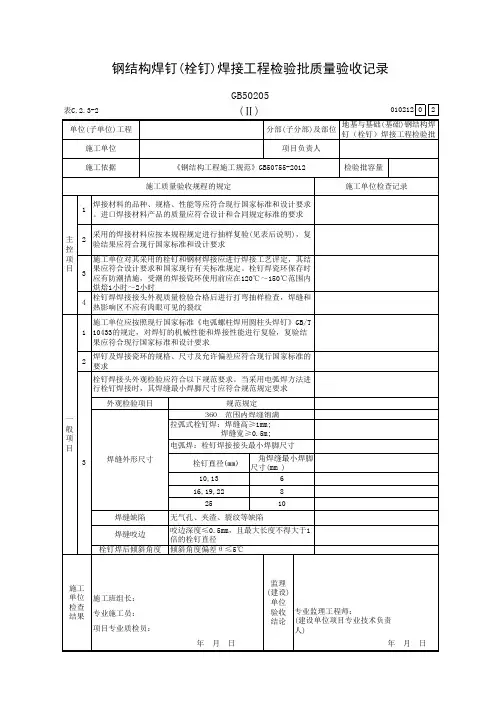
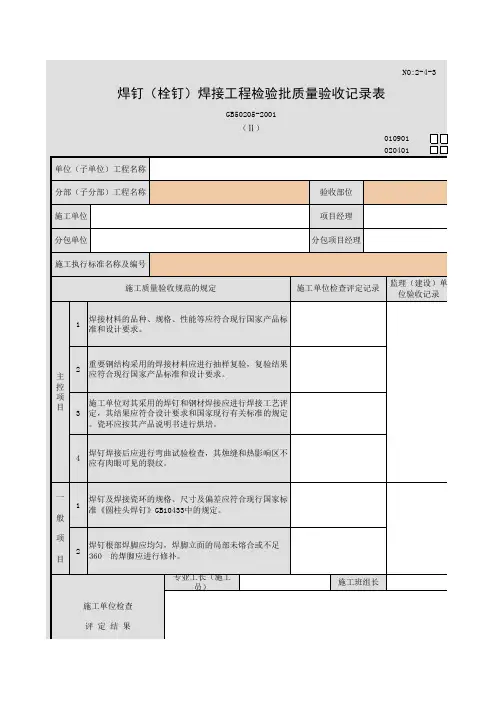
钢结构焊钉(栓钉)焊接工程检验批质量验收记录表
GB0205—2001
010901 □□
(n ) 020401 □□
DBJ04-226-2003
说明
010901
(n) 020401
主控项目:
1. 检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件,中文标志及检验报告。
2. 检查数量:全数检查。
检验方法:检查复验报告。
3. 检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
4. 检查数量:每批同类构件抽查 10%;且不应少于 10 件,被抽查的构件中,每 100 个焊钉检查 1 个不足100 个
时,亦应检查 1 个。
检验方法:焊钉弯曲 30°后用角尺检查和观察检查。
一般项目:
1. 检查数量:按量抽查 1%,且不应少于 10 套。
检验方法:同钢尺和游标卡尺量测。
2. 检查数量:按总焊钉数量抽查 1%,且不应少于 10。
检验方法:观察检查。
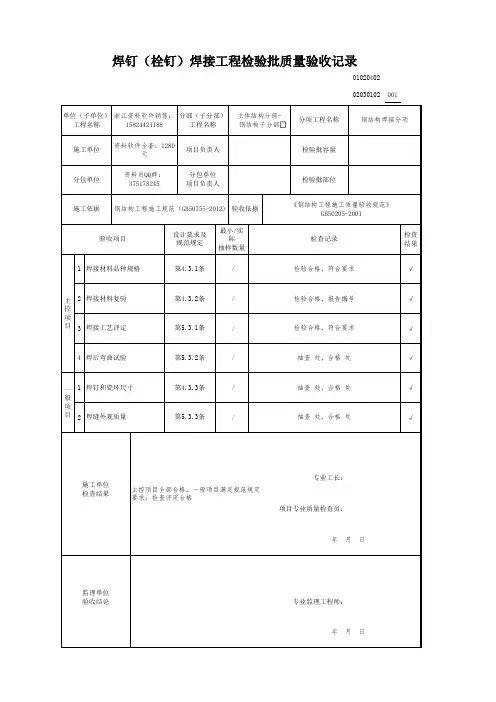
焊钉(栓钉)焊接工程检验批质量验收记录
注:本表内容的填写需依据《现场验收检验批检查原始记录》。
本检验批质量验收的规范依据见本页背面。
填写说明
一、填写依据
1 《钢结构工程施工质量验收规范》GB50205-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分
焊钉(栓钉)焊接工程可按相应的钢结构制作或安装工程检验批的划分原则划分为一个或若干个检验批。
单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。
压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。
三、GB50205-2001规范摘要
主控项目
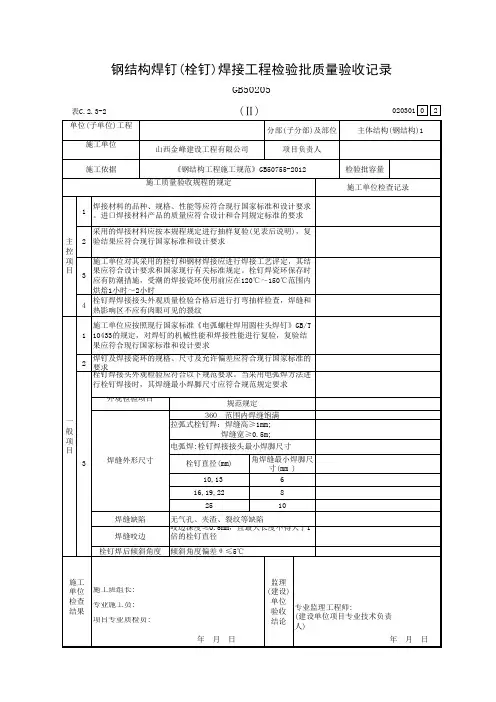
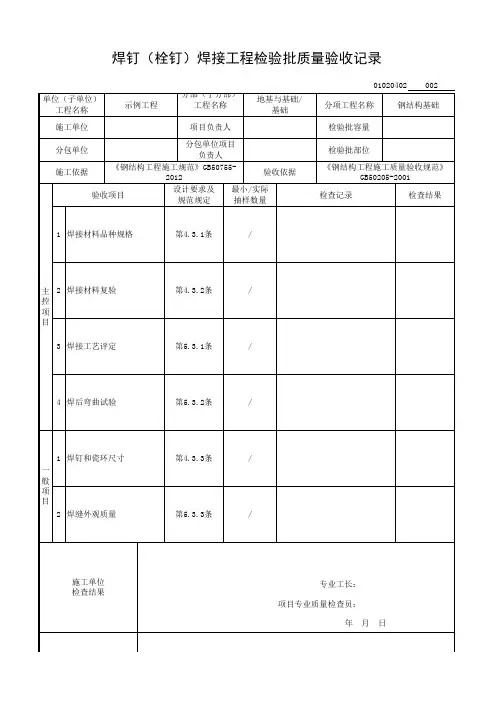
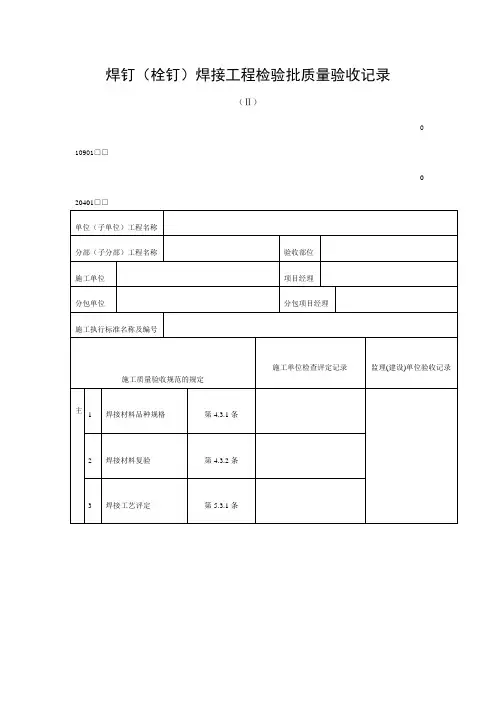
4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2 重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.3.1 施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现行有关标准的规定。
瓷环应按其产品说明书进行烘焙。
检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
5.3.2 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
检查数量:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。
检验方法:焊钉弯曲30°后用角尺检查和观察检查。
一般项目
4.3.3 焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准《圆柱头焊钉》GB10433中的规定。
检查数量:按量抽查1%,且不应少于10套。
检验方法:用钢尺和游标卡尺量测。
5.3.3 焊钉根部焊脚应均匀,焊脚立面的局部未熔合或不足360°的焊脚应进行修补。
检查数量:按总焊钉数量抽查1%,且不应少于10个。
检验方法:观察检查。