关于塑料结晶性、收缩率和流动性的解析
- 格式:docx
- 大小:37.66 KB
- 文档页数:4

中英名称中文名称(聚丙烯)[1]英文名称Polypropylene性能特性(1)物理性能:聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0.90~.091g/cm3,是目前所有塑料中最轻的品种之一。
它对水特别稳定,在水中24h的吸水率仅为0.01%,分子量约8~15万之间。
成型性好,但因收缩率大,厚壁制品易凹陷。
制品表面光泽好,易于着色。
(2)力学性能:聚丙烯的结晶度高,结构规整,因而具有优良的力学性能,其强度和硬度、弹性都比HDPE高,但在室温和低温下,由于本身的分子结构规整度高,所以冲击强度较差,分子量增加的时候,冲击强度也增大,但成型加工性能变差。
PP最突出的性能就是抗弯曲疲劳性,如用PP注塑一体活动铰链,能承受7×107次开闭的折迭弯曲而无损坏痕迹,干摩擦系数与尼龙相似,但在油润滑下,不如尼龙。
(3)热性能:PP具有良好的耐热性,熔点在164~170℃,制品能在100℃以上温度进行消毒灭菌,在不受外力的,150℃也不变形。
脆化温度为-35℃,在低于-35℃会发生脆化,耐寒性不如聚乙烯。
(4)化学稳定性:聚丙烯的化学稳定性很好,除能被浓硫酸、浓硝酸侵蚀外,对其它各种化学试剂都比较稳定,但低分子量的脂肪烃、芳香烃和氯化烃等能使PP软化和溶胀,同时它的化学稳定性随结晶度的增加还有所提高,所以聚丙烯适合制作各种化工管道和配件,防腐蚀效果良好。
(5)电性能:聚丙烯的高频绝缘性能优良,由于它几乎不吸水,故绝缘性能不受湿度的影响。
它有较高的介电系数,且随温度的上升,可以用来制作受热的电气绝缘制品,它的击穿电压也很高,适合用作电气配件等。
抗电压、耐电弧性好,但静电度高,与铜接触易老化。
(6)耐候性:聚丙烯对紫外线很敏感,加入氧化锌、硫代丙酸二月桂酯、碳黑或类似的乳白填料等可以改善其耐老化性能。
PP聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0.90~0.91g/cm3,是目前所有塑料中最轻的品种之一。
收缩性:1.收缩形式:线性尺寸收缩—热胀冷缩、弹性回复,塑件变形后收缩—残余应力作用热处理收缩:2.影响因素:a)塑料品种:尼龙>PP>低压PE>聚甲醛POM (较大收缩率)ABS(0.3-0.8),PU(聚氨酯),POM(聚甲醛),PE(聚乙烯),PVC(聚氯乙烯),RPVC(硬聚氯乙烯,0.6-1.5),半硬PVC(15-2.0),ASA,PA(尼龙),PC(聚碳酸酯0.5-0.8),PS(聚苯乙烯0.5-0.8),有机玻璃(0.5-0.9)b)塑件特征:形状与复杂,尺寸越小,壁厚越薄,嵌件越多,型孔越多,则收缩率愈小。
c)模具结构、成型工艺参数等流动性:1.实质是分子间的相互滑移。
2.塑料的流动性差时,不易充满型腔而缺料;流动性若是太好,容易产生流涎,在分型面、推杆处产生飞边和毛刺。
3.结晶型塑料,加工温度高于其熔点时,流动性较好,而无定型材料流动性差,但是不是绝对的。
流动性较好:PE,PP,PS,碳酸纤维流动性中等:改性PS,ABS,有机玻璃,聚甲醛,氯化聚醚流动性较差:聚碳酸酯,硬聚氯乙烯,聚苯醚,氟塑料其他性能:结晶性、热敏性、水敏性、吸湿性、挥发含量、应力敏感性、相容性、硬化特性、比体积/压缩比(表示塑料松散程度)PP(聚丙烯)性能:1.线性结构结晶型,使用温度10-120℃2.化学稳定性较好,耐寒性差(低温冲击强度低),光氧作用下易老化3.成型收缩率大,成型性能较好,易产生变形等缺陷近年来,由于PP的改性及生产工艺的进步,大有代替ABS和PVC 的趋势。
注释:改性PP,流动性好、性能高,在车身塑料中运用最多,达到50%以上,运用包括仪表板、门内饰、装饰面板等大型内饰件,以及保险杠、水箱面罩、挡泥板、外装部件等。
PE(聚乙烯)性能:1.线性结构结晶性,使用温度小于80℃2.化学稳定性较好,不耐强氧化剂,耐水性好,质软、力学性能差,表面硬度低3.成型性能较好,可不预热4.PE在受热和光照条件下会氧降解,致使塑件脆化;PE上不能嵌入金属手柄,否则会脱落;遇洗涤液会产生应力裂纹PVC(聚氯乙烯)性能:1.线性结构无定型,使用温度-15-55℃2.不耐强酸强碱,能溶于甲苯等,性能主要取决于配方3.成型性能差,加工温度范围较窄,热成型之前有捏合工序4.80℃以上,硬质PVC制品会软化变形PA(尼龙)性能:1.线性结构结晶型,使用温度小于60℃(尼龙6)2.化学稳定性较好,不耐强酸和氧化剂抗拉强度、硬度、耐磨性、自润滑性突出,吸水性强3.熔点高、熔融温度范围较窄、成型前需干燥、要防止流涎和溢料、制品易变行ABS性能:1.线性结构结晶型,使用温度小于70℃2.化学稳定性较好,机械强度好,有一定耐磨性、耐热较差、吸水性较大3.成型性能很好、成型前需干燥注释:ABS品种多,表面处理效果好,价格低。


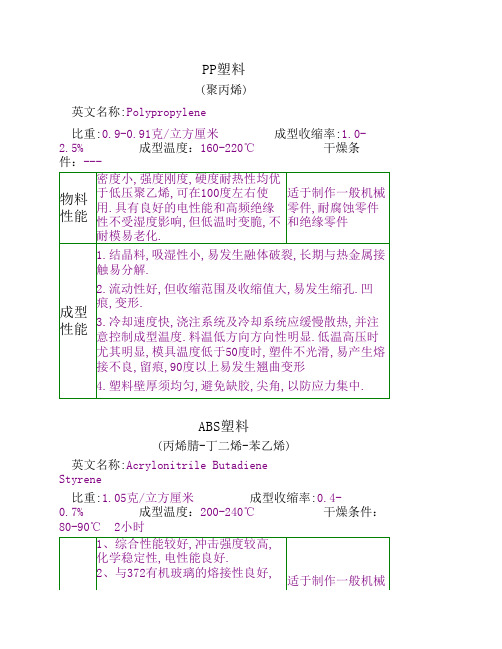
pp材料简介PP塑料,化学名称:聚丙烯英文名称:Polypropylene(简称PP)比重:0.9-0.91克/立方厘米成型收缩率:1.0-2.5% 成型温度:160-220℃。
成分结构PP为结晶型高聚物,常用塑料中PP最轻,密度仅为0.91g/cm3(比水小)。
通用塑料中,PP的耐热性最好,其热变形温度为80-100℃,能在沸水中煮。
PP有良好的耐应力开裂性,有很高的弯曲疲劳寿命,俗称“百折胶”。
PP的综合性能优于PE料。
PP产品质轻、韧性好、耐化学性好。
PP的缺点:尺寸精度低、刚性不足、耐候性差、易产生“铜害”,它具有后收缩现象,脱模后,易老化、变脆、易变形。
日常生活中,常用的保鲜盒就是由PP材料制成。
成型特性1.结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.2.流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.3.冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低温高压时容易取向,模具温度低于50度时,塑件不光滑,易产生熔接不良,流痕,90度以上易发生翘曲变形4.塑料壁厚须均匀,避免缺胶,尖角,以防应力集中.工艺特点PP在熔融温度下有较好的流动性,成型性能好,PP在加工上有两个特点:其一:PP熔体的粘度随剪切速度的提高而有明显的下降(受温度影响较小);其二:分子取向程度高而呈现较大的收缩率。
PP的加工温度在200-300℃左右较好,它有良好的热稳定性(分解温度为310℃),但高温下(270-300℃),长时间停留在炮筒中会有降解的可能。
因PP的粘度随着剪切速度的提高有明显的降低,所以提高注射压力和注射速度会提高其流动性,改善收缩变形和凹陷。
模温宜控制在30-50℃范围内。
PP熔体能穿越很窄的模具缝隙而出现披锋。
PP在熔化过程中,要吸收大量的熔解热(比热较大),产品出模后比较烫。
PP料加工时不需干燥,PP的收缩率和结晶度比PE低。
横向比较PP与其它几种主要的通用塑料的性能比较塑料种类PP PE PVC PS ABS密度最小小于水较大略高于水略高于水刚性较好差好好好收缩率一般差好好好韧性低温下差好差差好强度较高低较高高高耐热性好一般差较差较差化学稳定性好好好好好耐候性差差一般一般较差毒性无毒无毒可以无毒无毒无毒粘合剂粘合差差好一般一般热合性一般好一般一般一般成型加工性好好麻烦好好性能概述1、密度PP是所有合成树脂中密度最小的,仅为0.90~0.91g/cm3,是PVC密度的60%左右。
名词解释塑料的流动性塑料的流动性是指塑料材料在加热状态下的流动性能。
塑料作为一种重要的工程材料,在现代社会中扮演着重要的角色。
它被广泛应用于各种工业领域,如家电制造、汽车制造、建筑材料和包装材料等。
塑料的流动性对塑料制品的成型工艺和产品质量具有重要影响。
首先,塑料的流动性与塑料分子结构有关。
塑料材料通常由大量的聚合物链组成,这些链之间的交联情况会影响塑料的流动性。
一般来说,链之间交联越多,塑料的流动性越差;反之,链之间交联越少,塑料的流动性越好。
这是因为链之间的交联限制了链的运动能力,使得塑料在加热时难以流动。
其次,塑料的流动性与塑料的分子量有关。
分子量越大的塑料,其分子链越长,分子链之间的交联也会相应增多。
因此,分子量越大的塑料的流动性通常较差。
相反,分子量较小的塑料的分子链较短,分子链之间的交联相对较少,其流动性较好。
这也是为什么一些低分子量聚合物通常用于制作流动性要求较高的塑料制品。
另外,塑料的流动性还受到加热温度的影响。
随着温度的升高,塑料分子的运动能力增强,其流动性也相应提高。
但是,当温度过高时,塑料可能会熔化或分解,影响其使用性能。
因此,加热温度的选择对于保证塑料制品的成型质量至关重要。
此外,塑料的流动性还与塑料的添加剂有关。
添加剂可以改变塑料的流动性,调节塑料的熔体黏度和流动性能。
例如,增塑剂可以降低塑料的玻璃化转变温度,提高塑料的流动性;而抗流动剂则可以增加塑料的凝固速度,降低其流动性。
通过添加不同的添加剂,可以调整塑料的流动性,以满足不同的应用需求。
总之,塑料的流动性是指塑料材料在加热状态下的流动能力。
该属性受到塑料的分子结构、分子量、加热温度和添加剂等多种因素的影响。
了解和控制塑料的流动性对于塑料制品的成型工艺和产品质量具有重要意义。
通过对塑料流动性的研究和优化,可以提高塑料制品的成型效率、降低生产成本,进一步推动塑料工业的发展。
塑料注塑性能工艺概括一、注塑性能1. 结晶性,收缩率分子结构简单、对称性高的聚合物从高温向低温转变时都能结晶,如聚乙烯,聚丙烯,聚偏二氯乙烯,聚四氟乙烯等;一些分子链节较大,但分子之间作用力也很大的聚合物也可以结晶,如聚酰胺,聚甲醛等;分子链上有很大侧基的聚合物一般很难结晶,如聚苯乙烯,聚醋酸乙烯酸,聚甲基丙烯酸甲酯等;分子链刚性大的聚合物也不能结晶,如聚砜,聚碳酸酯,聚苯醚等。
结晶聚合物一般都具有耐热性、非透明性和较高的强度。
结晶程度越高,体积收缩越大(收缩率越大),易因收缩不均而引起翘曲。
结晶必须发生在塑料的玻璃化温度之上,熔点之下。
一般没有明确的熔点,对称性高的熔点高,对称性低的熔点低。
冷却速度提高以及模温降低,结晶度降低,密度减小。
切应力和剪切速率增大,取向程度将提高,结晶速度和结晶度增大;但作用时间太长,变形松弛使取向结构减小或消失,结晶速度又会减小。
压力增大,聚合物结晶温度将提高,结晶度将增大,密度增大。
聚合物沿料流方向收缩大,强度高;与料流垂直方向收缩小,强度低。
厚度越大,收缩也越大。
塑料品种各种塑料都有其各自的收缩范围,同种类塑料由于填料、分子量及配比等不同,则其收缩率及各向异性也不同。
塑件特性塑件的形状、尺寸、壁厚、有无嵌件,嵌件数量及布局对收缩率大小也有很大影响。
模具结构模具的分型面及加压方向,浇注系统的形式,布局及尺寸对收缩率及方向性影响也较大。
预热情况、成形温度、成形压力、保持时间、填装料形式及硬化均匀性对收缩率及方向性都有影响。
成形时由于塑件各部位密度及填料分布不匀,故使收缩也不匀。
产生的收缩差使塑件易发生翘曲、变形、裂纹结晶塑料(收缩率)非结晶塑料(收缩率)PE(1.5~3.5) PTEE() PS(0.5~0.8) PPO(0.5~1.0) EP(0.1~0.5) 未知(收缩率)MF(0.5~1.5) 塑料名称 PA1010 塑料制品壁厚/mm 1 0.5~1 PP HDPE POM 1~2 1.5~21~1.5 2~2.5 1.5~2 2~2.6 105~120% 2 3 1.1~1.3 4 2~2.5 5 1.8~2 2.5~3 - 2.5~3.5 120~140% 110~150% 2~2.5 6 7 8 >8 高度/水平的收缩率百分比 PP( 1.0~2.5) PVDF() PSF(0.4~0.8) UF(0.6~1.4) PA() PET(2.0~2.5) POM(1.2-3.0) PBT(1.3~2.4) PC(0.3~0.8) PF(0.4~0.9) PMMA(0.2~0.8) 硬PVC(0.6~1.5) ABS(0.4~0.7) 2.5~4 70% 1.4~1.62. 各个转化温度,热敏性(热降解)1热降解:由于聚合物在高温下受热时间过长(或浇口截面过小,剪切作用大时)而引起的变色降解反应。
塑料收缩率及其影响因素
首先,塑料的收缩率与材料的性质密切相关。
不同种类的塑料具有不
同的化学结构和分子形态,因此其收缩率也不同。
一般而言,晶态聚合物
的收缩率较高,而非晶态聚合物的收缩率较低。
此外,聚合物的分子量、
结晶度和热收缩性等因素也会影响塑料的收缩率。
其次,注塑工艺参数对塑料收缩率有很大的影响。
注塑工艺参数包括
模具温度、注射速度、冷却时间等。
模具温度是影响塑料收缩率的重要因素,高温下塑料分子更容易流动,冷却时收缩率较低;而低温下塑料分子
运动受限,冷却时收缩率较高。
注射速度和冷却时间也会影响塑料收缩率,过快的注射速度和过短的冷却时间会导致塑料收缩不完整,出现缺陷。
此外,环境条件对塑料收缩率也有一定的影响。
环境温度和湿度会影
响塑料的热胀冷缩性能,从而影响塑料收缩率。
高温环境会加速塑料的冷
却速度,导致收缩率增加;高湿度环境则会增加塑料的吸湿性,导致收缩
率增大。
在实际应用中,塑料收缩率的准确预测对于产品设计和模具制造非常
重要。
为了准确预测塑料收缩率,可以进行实验测定或借助模流分析软件
进行模拟计算。
实验测定可以通过在不同温度下制作标准试样来测量收缩率,并进行统计分析得出平均值和标准偏差。
模流分析软件可以根据材料
的性质和注塑工艺参数,模拟注塑过程中的流动和冷却情况,并预测塑料
的收缩率。
总结起来,塑料收缩率是塑料制品冷却过程中发生尺寸变化的能力,
受材料性质、注塑工艺参数、环境条件等多个因素影响。
预测和控制塑料
收缩率对于塑料制品的生产和设计至关重要。
本文摘自再生资源回收-变宝网()关于塑料结晶性、收缩率和流动性的解析
一、结晶性
1、热塑性塑料按其冷凝时无出现结晶现象可划分为结晶型塑料与非结晶型(又称无定形)塑料两大类。
所谓结晶现象即为塑料由熔融状态到冷凝时,分子由独立移动,完全处于无次序状态,变成分子停止自由运动,按略微固定的位置,并有一个使分子排列成为正规模型的倾向的一种现象。
2、作为判别这两类塑料的外观标准可视塑料的厚壁塑件的透明性而定,一般结晶性料为不透明或半透明(如POM等),无定形料为透明(如PMMA等)。
但也有例外情况,如聚四甲基戍烯为结晶型塑料却有高透明性,ABS为无定形但却并不透明。
3、在模具设计及选择注塑机时应注意对结晶型塑料时,料温上升到成型温度所需的热量多,要用塑化能力大的设备。
二、收缩率
影响热塑性塑料成型收缩的因素如下:
1、塑料品种热塑性塑料成型过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大。
2、塑件特性成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。
由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。
所以壁厚、冷却慢、高密度层厚的则收缩大。
另外,有无嵌件及嵌件布局、数量都直接影响料流方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小、方向性影响较大。
3、进料口形式、尺寸、分布这些因素直接影响料流方向、密度分布、保压补缩作用及成型时间。
直接进料口、进料口截面大(尤其截面较厚的)则收缩小但方向性大,进料口宽及长度短的则方向性小。
距进料口近的或与料流方向平行的则收缩大。
4、成型条件模具温度高,熔融料冷却慢、密度高、收缩大,尤其对结晶料则因结晶度高,体积变化大,故收缩更大。
模温分布与塑件内外冷却及密度均匀性也有关,直接影响到各部分收缩量大小及方向性。
另外,保持压力及时间对收缩也影响较大,压力大、时间长的则收缩小但方向性大。
注塑压力高,熔融料粘度差小,层间剪切应力小,脱模后弹性回跳大,故收缩也可适量的减小,料温高、收缩大,但方向性小。
因此在成型时调整模温、压力、注塑速度及冷却时间等诸因素也可适当改变塑件收缩情况。
5、模具设计时根据各种塑料的收缩范围,塑件壁厚、形状,进料口形式尺寸及分布情况,按经验确定塑件各部位的收缩率,再来计算型腔尺寸。
对高精度塑件及难以掌握收缩率时,一般宜用如下方法设计模具:
①试模确定浇注系统形式、尺寸及成型条件。
②要后处理的塑件经后处理确定尺寸变化情况(测量时必须在脱模后24小时以后)。
③按实际收缩情况修正模具。
④再试模并可适当地改变工艺条件略微修正收缩值以满足塑件要求。
三、流动性
热塑性塑料流动性大小,一般可从分子量大小、熔融指数、阿基米德螺旋线流动长度、表现粘度及流动比(流程长度/塑件壁厚)等一系列指数进行分析。
分子量小,分子量分布宽,分子结构规整性差,熔融指数高、螺流动长度长、表现粘度小,流动比大的则流动性就好,对同一品名的塑料必须检查其说明书判断其流动性是否适用于注塑成型。
按模具设计要求大致可将常用塑料的流动性分为三类:
①流动性好PA、PE、PS、PP、CA、聚(4)甲基戍烯;
②流动性中等聚苯乙烯系列树脂(如ABS、AS)、PMMA、POM、聚苯醚;
③流动性差PC、硬PVC、聚苯醚、聚砜、聚芳砜、氟塑料。
各种塑料的流动性也因各成型因素而变,主要影响的因素有如下几点:
1、温度料温高则流动性增大,但不同塑料也各有差异,PS(尤其耐冲击型及MFR 值较高的)、PP、PA、PMMA、改性聚苯乙烯(如ABS、AS)、PC、CA等塑料的流动性随温度变化较大。
对PE、POM、则温度增减对其流动性影响较小。
所以前者在成型时宜调节温度来控制流动性。
2、压力注塑压力增大则熔融料受剪切作用大,流动性也增大,特别是PE、POM较为敏感,所以成型时宜调节注塑压力来控制流动性。
3、模具结构浇注系统的形式,尺寸,布置,冷却系统设计,熔融料流动阻力(如型面光洁度,料道截面厚度,型腔形状,排气系统)等因素都直接影响到熔融料在型腔内的实际流动性,凡促使熔融料降低温度,增加流动性阻力的则流动性就降低。
模具设计时应根据所用塑料的流动性,选用合理的结构。
成型时则也可控制料温,模温及注塑压力、注塑速度等因素来适当地调节填充情况以满足成型需要。
本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站;
变宝网官网:/?qxb
买卖废品废料,再生料就上变宝网,什么废料都有!。