涂装车间整车工艺流程ppt课件
- 格式:ppt
- 大小:260.00 KB
- 文档页数:2



汽车装配技术目第三部分 汽车涂装技术录5.1 磷化处理5.2 电泳底漆涂装5.3 车身内外密封剂和车底保护涂料涂装5.4 中涂漆涂装5.5 面漆涂装5.6 检验外观质量5.1磷化处理1.磷化处理前的预处理p轿车车身材料一般是钢板,在进入涂装车间之前,经过了储藏、冲压、拉延、焊接、修磨甚至烘烤等处理过程。
在这些处理过程中,不可避免地带入大量的防锈油、拉延油、铁粉、铁屑以及残胶等杂物。
u冲洗:用同样水温的水进行冲洗,除去附着在车身上的污物。
u除油:将清洗干净的车身浸没在含有弱碱性的除油剂中,或用碱浴(清洗过程中的除油的别称)喷淋于车身,除去车身上的油污。
u再次冲洗:用水将除油干净的车身冲洗干净,除去残留的碱性除油剂。
l磷化处理前预处理工艺如下:(1)重油、锈、氧化皮工件。
除油脂、酸洗、水洗、中和、表调、磷化。
(2)轻油、锈工件。
除油除锈“二合一”:水洗、中和、表调、磷化。
(3)无锈工件。
除油脂、水洗、表调、磷化。
(4)预清洗。
热水喷淋、预脱脂、脱脂、水洗、表调、磷化。
2.磷化处理(1)浸没式磷化处理。
(2)喷淋式磷化处理。
3.磷化处理后的清洗、干燥(或称电泳底漆前的清洁)5.2电泳底漆涂装1.电泳底漆涂装(1)电泳涂装定义。
•经过加温干燥的车身全部浸入装满电泳底漆的电泳池中,此时车身和电泳池中的涂料被加以相当高的直流电压(通常为200~300 V,车身与电泳池中的涂料极性不同),涂料中的离子在电动势的作用下聚积于车身表面。
(2)电泳的分类。
•电泳分为阴极电泳和阳极电泳两种:若加于涂料的电极为正极,加于车身的电极为负极,则此种电泳为阳极电泳;反之,称为阴极电泳。
•所使用的电泳涂料为水溶性涂料。
•将电泳涂装完毕的车身吊入倾斜架,使车身上多余的电泳底漆由车身表面和结构腔体中流出。
•电泳底漆为高温烘烤型涂料,如不经过高温烘烤不会固化,所以不必担心电泳涂装完毕后,在进入倾斜架时电泳底漆干燥固化。
3.冲 洗•用大量的水冲洗经过倾斜架的车身,冲洗掉附着不牢的电泳底漆。
涂装车间工艺流程图引言概述:涂装车间工艺流程图是指在汽车生产过程中,涂装车间的工艺流程图,通过图表形式展示了涂装车间各个工序的先后顺序和流程,帮助生产人员了解整个涂装过程,提高生产效率和质量。
一、前处理工序1.1 表面清洁:在涂装前,需要对汽车表面进行清洁处理,以去除油污、灰尘等杂质。
1.2 防锈处理:对汽车表面进行防锈处理,以保护车身不受腐蚀。
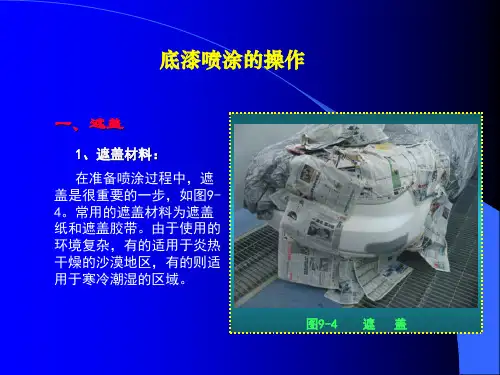
1.3 喷涂底漆:喷涂底漆是为了增加漆膜的附着力和保护性,为后续的涂装工序做准备。
二、涂装工序2.1 静电喷涂底漆:采用静电喷涂技术,使底漆均匀附着在汽车表面。
2.2 烘干:将喷涂好的底漆进行烘干,使其快速固化。
2.3 手工打磨:对底漆进行手工打磨,使表面平整光滑。
三、涂装工序3.1 喷涂面漆:采用喷涂技术,将面漆均匀涂抹在汽车表面。
3.2 烘干:将喷涂好的面漆进行烘干,使其快速固化。
3.3 抛光:对面漆进行抛光处理,使其具有良好的光泽度。
四、涂装工序4.1 涂装质检:对涂装后的汽车进行质量检测,确保涂装质量符合标准。
4.2 补漆修饰:对涂装不良的部分进行补漆修饰,保证整体外观美观。
4.3 喷涂透明漆:喷涂透明漆是为了增加漆膜的光泽度和保护性。
五、涂装工序5.1 烘干:将喷涂好的透明漆进行烘干,使其快速固化。
5.2 抛光:对透明漆进行抛光处理,使整个漆膜更加光滑。
5.3 涂装完成:完成整个涂装工序,汽车外观光亮、均匀。
结论:涂装车间工艺流程图是汽车生产中不可或缺的一部分,通过清晰的工艺流程图,生产人员可以更好地掌握涂装工序的先后顺序和流程,提高生产效率和质量,确保汽车外观的美观和保护性。