机架或机座设计
- 格式:docx
- 大小:158.08 KB
- 文档页数:2
机架或机座设计i1.机座或机架的作用及基本要求机座或机架是支承其他零部件的基础部件。
其基本要求是:(1)刚度与抗振性刚度是抵抗载荷变形的能力。
动刚度是衡量抗振性的主要指标。
为提高机架或机座的抗振性,可采取如下措施:1)提高静刚度,即从提高固有振动频率入手,以避免产生共振;2)增加阻尼,增加阻尼对提高动刚度的作用很大,如液(气)动、静压导轨的阻尼比滚动导轨的大,故抗振性能好;3)在不降低机架或机座静刚度的前提下,减轻重量可提高固有振动频率,如适当减小壁厚、增加筋和隔板、采用钢材焊接代替铸件等;4)采取隔振措施,如加减振橡胶垫脚、用空气弹簧隔板等。
(2)热变形减小热变形。
(3)提高稳定性除上述要求之外,还应考虑工艺性、经济性及人机工程等方面的要求。
2.机座或机架的结构设计要点机座或机架的结构设计必须保证其自身刚度、连接处刚度和局部刚度,同时要考虑安装方式、材料选择、结构工艺性以及节省材料、降低成本和缩短生产周期等问题。
筋板及加强筋的形式(1)机座的结构工艺性机座一般体积较大、结构复杂、成本高,尤其要注意其结构工艺性,以便于制造和成本低,在保证刚度的条件下,应力求铸件形状简单,起模容易,泥芯要少,便于支撑和制造。
机座壁厚应尽量均匀,力求避免截面的急剧变化,凸起过大、壁厚过薄、过长的分型线和金属的局部堆积等。
铸件要便于清砂,为此,必须开有足够大的清砂口,或几个清砂口。
在同一侧面的加工表面,应处于同一个平面上,以便一起刨出或铣出。
如下图所示,图b 的结构比图a 的好。
加工面要在一个平面上(2)机座的加工工艺性机座必须有可靠的加工工艺基面,若因结构原因没有工艺基准,必须铸出四个或两个“工艺凸台”A,如下图所示(图b 的结构比图a 的好)。
加工时,先把凸台加工好,然后以凸台作基面来加工B面,加工完毕后把凸台割去。
(3)焊接机架的设计焊接机架具有许多优点:在刚度相同的情况下可减轻重量30%左右;改型快,废品极少;生产周期短、成本低。

机座的结构设计
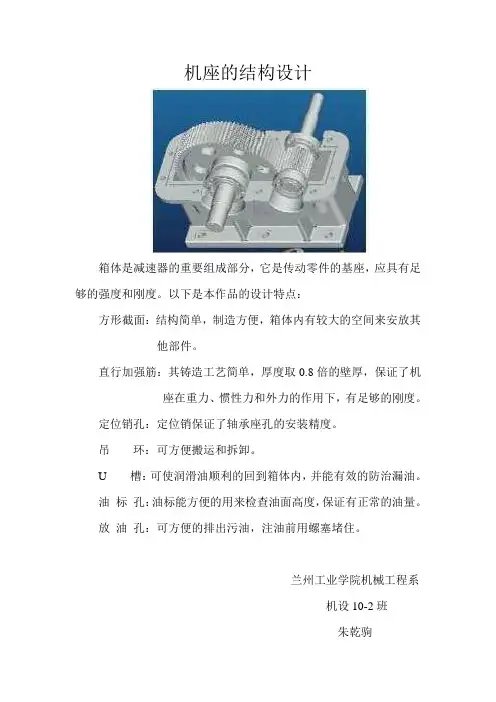
箱体是减速器的重要组成部分,它是传动零件的基座,应具有足够的强度和刚度。
以下是本作品的设计特点:
方形截面:结构简单,制造方便,箱体内有较大的空间来安放其他部件。
直行加强筋:其铸造工艺简单,厚度取0.8倍的壁厚,保证了机
座在重力、惯性力和外力的作用下,有足够的刚度。
定位销孔:定位销保证了轴承座孔的安装精度。
吊环:可方便搬运和拆卸。
U 槽:可使润滑油顺利的回到箱体内,并能有效的防治漏油。
油标孔:油标能方便的用来检查油面高度,保证有正常的油量。
放油孔:可方便的排出污油,注油前用螺塞堵住。
兰州工业学院机械工程系
机设10-2班
朱乾驹。

机座的结构设计机座的材料和时效处理1.机座的材料:机座材料应根据其结构、工艺、成本、生产批量和生产周期等要求正确选择,常用的有:(1)铸铁:容易铸成形状复杂的零件;价格较便宜;铸铁的内摩擦大,有良好的抗振性。
其缺点是生产周期长,单件生产成本较高;铸件易产生废品,质量不易控制;铸件的加工余量大,机械加工费用大。
常用的灰口铸铁有两种:HT200适用于外形较简单,单位压力较大(p>5公斤/厘米2)的导轨,或弯曲应力较大的(σ≥300公斤/厘米2)床身等;HT150的流动性较好,但机械性能稍差,适用于形状复杂而载荷不大的机座。
若灰口铸铁不能满足耐磨性要求,应采用耐磨铸铁。
(2)钢:用钢材焊接成机架。
钢的弹性模量比铸铁大,焊接机架的壁厚较薄,其重量比同样刚度的机座约轻20%~50%;在单件小批量生产情况下,生产周期较短,所需设备简单;焊接机架的缺点是钢的抗振性能较差,在结构上需采取防振措施;钳工工作量较大;成批生产时成本较高。
2.机座的时效处理制造机座时,铸造(或焊接)、热处理及机加工等都会产生高温,因各部分冷却速度不同而收缩不均匀,使金属内部产生内应力。
如果不进行时效处理,将因内应力的逐渐重新分布而变形,使机座丧失原有的精度。
时效处理就是在精加工之前,使机座充分变形,消除内应力,提高其尺寸的稳定性。
常见的方法有自然时效、人工时效和振动时效等几种,其中以人工时效应用最广。
机座的结构设计1. 机座的典型结构(1)方形截面机座结构简单,制造方便,箱体内有较大的空间来安放其它部件;但刚度稍差,宜用于载荷较小的场合。
所以机座应选择合适的壁厚、筋板和形状,以保证在重力、惯性力和外力的作用下,有足够的刚度。
见图21-1。
(2)圆形截面机座结构简单、紧凑,易于制造和造型设计,有较好的承载能力。
(3)铸铁板装配式机座铸铁板装配结构,适用于局部形状复杂的场合。
它具有生产周期短、成本低以及简化木模形状和铸造工艺等优点。
前言21世纪世界钢铁工业发展的一个显著特点是钢材市场竞争愈演愈烈,竞争的焦点是钢材的质量高而成本低。
(1)随着国民经济的高速发展,科学技术的不断进步,汽车、机械制造、电器和电子行业对板材及带材的质量提出了更高的要求。
板厚精度是板带材的两大质量指标之一,板厚控制是板带轧制领域里的两大关键技术之一。
(2)我国近年来从发达国家引进的一些大型的现代化的板带轧机,其关键技术是高精度的液压板厚控制和板形控制。
板厚精度关系到金属的节约、构件的重量以及强度等使用性能,为了获得高精度的产品厚度,液压辊缝控制系统必须具有高精度的压下调节系统及控制系统的支持。
液压辊缝自动控制是AGC(自动厚度控制)系统的重要组成部分,其目的是获得板带材纵向厚度的均匀性和保证较高的厚度精度,从而生产出合格产品。
目前,液压辊缝自动控制已成为现代化板带生产中不可缺少的组成部分,其运行状态的优劣对轧制产品的质量和产量具有重大影响。
(3)各行各业对板带材厚度精度的要求越来越高,对轧机液压辊缝控制系统的控制要求也随之越来越高。
在实际轧制过程中,影响轧后带材厚度精度的因素很多,分析系统参数变化对轧制厚度及系统品质的影响,可为系统的优化设计及对轧制过程的参数设定提供基础。
由于冷连轧机无法停产做实验(1676mm冷轧机停产一天的损失就会将近二千万元),因此有必要借助计算机手段,对影响其厚度精度的液压辊缝控制系统进行仿真,以便了解这些因素对板厚精度影响的规律,提出消除或减小该影响的方案。
在板带材工业加工过程中,生产的速度越来越快,要求的效率也越来越高,因而要求液压辊缝控制系统能在最短的时间内达到给定的目标。
这也就要求保证两点:一是控制模型的准确性和合理性;二是液压压下的快速性。
(4)因此,必须对液压辊缝控制的控制算法和执行机构进行进一步的研究,以选择最适合某套轧机的控制模型和提高执行机构的反应能力。
板带材几何尺寸包括纵向厚差,横向厚差和板形。
纵向厚差是指以板宽中点处沿轧制方向的厚度之差;横向厚差是指板带材同一横断面上,中点与边部的厚度之差,板形直观上讲是指板带材的翘曲程度,实质是指板带材内部残余应力沿横向的分布。
如何设计出可靠的设备机架设计可靠的设备机架需要考虑多个因素,包括结构强度、稳定性、振动控制、散热管理和可访问性等。
以下是一些设计可靠设备机架的关键考虑因素:1.结构强度:机架的结构必须能够承受设备的重量和外部载荷。
使用合适的材料和结构设计,确保机架具有足够的强度和刚度,可以有效地支撑设备并防止变形或破坏。
2.稳定性:机架必须具有良好的稳定性,以防止设备在使用过程中发生倾斜、晃动或倒塌。
考虑机架的基座设计、重心位置和重心调整装置,以确保机架的稳定性和平衡。
3.振动控制:振动可能对设备的性能和寿命造成负面影响。
设计机架时,考虑使用减震垫、减振材料或减振支撑结构来减少振动传递到设备的程度。
4.散热管理:设备在运行过程中会产生热量,因此机架设计应考虑有效的散热管理。
确保机架具有良好的通风设计,可以促进空气流通并有效地散发热量。
此外,可以考虑使用风扇、散热片或热管等散热设备来提高散热效果。
5.可访问性:机架的设计应考虑到设备的安装、维护和更换。
确保机架内部有足够的空间和适当的布局,以便容易访问设备的各个部分。
此外,考虑到电缆管理和标识,以便识别和管理连接到设备的电缆。
6.环境适应性:机架设计应考虑到设备所处的环境条件,例如温度、湿度、腐蚀性等。
选择适合环境的材料和涂层,以提高机架的耐用性和抗腐蚀性。
7.安全性:机架设计应考虑到设备的安全性和防护。
根据需要,可以考虑使用锁定装置、防尘罩、防水罩等安全措施来保护设备免受未经授权的访问、灰尘、水等因素的影响。
综上所述,设计可靠的设备机架需要综合考虑结构强度、稳定性、振动控制、散热管理、可访问性、环境适应性和安全性等因素。
根据具体的应用和要求,可以采取适当的设计和工程措施,确保机架能够提供稳定、可靠和安全的支持和保护设备。
机座的结构设计机座的材料和时效处理1.机座的材料:机座材料应根据其结构、工艺、成本、生产批量和生产周期等要求正确选择,常用的有:(1)铸铁:容易铸成形状复杂的零件;价格较便宜;铸铁的摩擦大,有良好的抗振性。
其缺点是生产周期长,单件生产成本较高;铸件易产生废品,质量不易控制;铸件的加工余量大,机械加工费用大。
常用的灰口铸铁有两种:HT200适用于外形较简单,单位压力较大(p>5公斤/厘米2)的导轨,或弯曲应力较大的(σ≥300公斤/厘米2)床身等;HT150的流动性较好,但机械性能稍差,适用于形状复杂而载荷不大的机座。
若灰口铸铁不能满足耐磨性要求,应采用耐磨铸铁。
(2)钢:用钢材焊接成机架。
钢的弹性模量比铸铁大,焊接机架的壁厚较薄,其重量比同样刚度的机座约轻20%~50%;在单件小批量生产情况下,生产周期较短,所需设备简单;焊接机架的缺点是钢的抗振性能较差,在结构上需采取防振措施;钳工工作量较大;成批生产时成本较高。
2.机座的时效处理制造机座时,铸造(或焊接)、热处理及机加工等都会产生高温,因各部分冷却速度不同而收缩不均匀,使金属部产生应力。
如果不进行时效处理,将因应力的逐渐重新分布而变形,使机座丧失原有的精度。
时效处理就是在精加工之前,使机座充分变形,消除应力,提高其尺寸的稳定性。
常见的方法有自然时效、人工时效和振动时效等几种,其中以人工时效应用最广。
机座的结构设计1. 机座的典型结构(1)方形截面机座结构简单,制造方便,箱体有较大的空间来安放其它部件;但刚度稍差,宜用于载荷较小的场合。
所以机座应选择合适的壁厚、筋板和形状,以保证在重力、惯性力和外力的作用下,有足够的刚度。
见图21-1。
(2)圆形截面机座结构简单、紧凑,易于制造和造型设计,有较好的承载能力。
(3)铸铁板装配式机座铸铁板装配结构,适用于局部形状复杂的场合。
它具有生产周期短、成本低以及简化木模形状和铸造工艺等优点。
但刚度较整体箱体机座的差,且加工和装配工作量较大。
机架或机座设计i
1.机座或机架的作用及基本要求
机座或机架是支承其他零部件的基础部件。
其基本要求是:
(1)刚度与抗振性
刚度是抵抗载荷变形的能力。
动刚度是衡量抗振性的主要指标。
为提高机架或机座的抗振性,可采取如下措施:
1)提高静刚度,即从提高固有振动频率入手,以避免产生共振;
2)增加阻尼,增加阻尼对提高动刚度的作用很大,如液(气)动、静压导轨的阻尼比滚动导轨的大,故抗振性能好;
3)在不降低机架或机座静刚度的前提下,减轻重量可提高固有振动频率,如适当减小壁厚、增加筋和隔板、采用钢材焊接代替铸件等;
4)采取隔振措施,如加减振橡胶垫脚、用空气弹簧隔板等。
(2)热变形
减小热变形。
(3)提高稳定性
除上述要求之外,还应考虑工艺性、经济性及人机工程等方面的要求。
2.机座或机架的结构设计要点
机座或机架的结构设计必须保证其自身刚度、连接处刚度和局部刚度,同时要考虑安装方式、材料选择、结构工艺性以及节省材料、降低成本和缩短生产周期等问题。
筋板及加强筋的形式
(1)机座的结构工艺性
机座一般体积较大、结构复杂、成本高,尤其要注意其结构工艺性,以便于制造和成本低,在保证刚度的条件下,应力求铸件形状简单,起模容易,泥芯要少,便于支撑和制造。
机座壁厚应尽量均匀,力求避免截面的急剧变化,凸起过大、壁厚过薄、过长的分型线和金属的局部堆积等。
铸件要便于清砂,为此,必须开有足够大的清砂口,或几个清砂口。
在同一侧面的加工表面,应处于同一个平面上,以便一起刨出或铣出。
如下图所示,图b 的结构比图a 的好。
加工面要在一个平面上
(2)机座的加工工艺性
机座必须有可靠的加工工艺基面,若因结构原因没有工艺基准,必须铸出四个或两个“工艺凸台”A,如下图所示(图 b 的结构比图a 的好)。
加工时,先把凸台加工好,然后以凸台作基面来加工B面,加工完毕后把凸台割去。
(3)焊接机架的设计
焊接机架具有许多优点:在刚度相同的情况下可减轻重量30%左右;改型快,废品极少;生产周期短、成本低。
机架常用普通碳素结构钢材(钢板、角钢、槽钢、钢管等)焊接制造。
轻型机架也可用铝制型材连结制成。
对于轻载焊接机架,由于其承受载荷较小,故常用型材焊成立体框架,再装上面板、底板及盖板。
板料型材制成的框架接头形式如图1所示。
槽钢制成的框架的接头形式见图2
所示。
角铁构成机架的接头形式如图3所示。
图4(a—是用薄钢板折弯成形后、焊接而成的机箱,顶板的连接可采用图b、c所示的接头形式。
i注:摘自张建民《机电一体化系统设计》第四版。