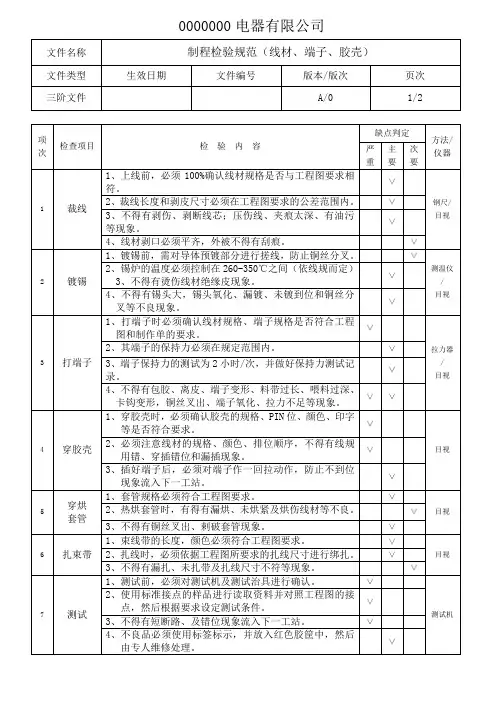
制程检验规范(线材,端子、胶壳)07.6.19修改
- 格式:doc
- 大小:85.50 KB
- 文档页数:2
德信诚培训网
电子线材制程检验规范
(ISO9001-2015)
1.0目的
保证产品品质的一致性,对产品生产过程进行全面有效控制。
2.0适用范围
从物料投入至半成品生产直至包装入库前的各工序。
3.0权责
3.1.生产部---生产计划的执行,生产过程品质的保证
3.2.IPQC---监督各生产部规定制程检验工作的执行力度与品质统计控制
4.0作业内容
4.1IPQC对产线上线前物料进行确认;
4.2确认上线的新订单各机种首件;
4.3每两小时对各工序作业品质进行巡回确认
德信诚培训网4.4单项外观不良率超过3%,电性不良率超过1%须立即开立品质异常联络单进行反馈
4.5对于由现场执行的改善措施进行跟踪并及时反馈上司。
5.0缺点定义
5.1严重缺点(CRITICAL)
——对人身安全造成伤害或存在安全隐患的缺陷,或与法律法规有冲突的缺陷。
5.2重要缺点(MAJOR)
——产品的功能不良,不能达到使用效果,或严重影响外观收货标准,及其它可能引起投诉的缺陷;
5.3次要缺点(MINOR)
——生产中造成的轻微不良,但不影响使用功能,不用更换零件稍作加工即可修复使用的缺陷。

江苏蓝源电子科技有限公司制程检验规范编号:版本:A制定部门:品质部制定日期:制定审查批准1. 目的通过对加工生产过程的有效控制,确保生产顺畅,确保制程中产品的生产品质满足客户的需求。
2. 范围本检验规范适用于物料投入加工到成品包装入库的各制作阶段的管制。
3. 职责IPQC负责本规范的实施。
4. IPQC依照《制程检验标准书》,SOP, 技术工程图,《控制计划》进行作业。
4.1首检制4.1.1作业员,巡检员在生产之初,对作业条件进行检查。
4.1.2巡检员对作业中每一次开关机,换模,换料,更换刀具,治工具,更换机种时,修理调整刀,模具时,应进行重要尺寸外观等检验并做好《首件检查项目表》。
4.1.3首件确定为不合格产品时,应立即通知作业人员停机检查,不合格品进行隔离,并做好不合格品记录,不合格原因分析与改进措施。
4.1.4首件确认合格后,作业员方可进行生产。
4.2巡检制4.2.1巡检员在制程过程中依照《制程检验标准书》和《控制计划》对每到工序进行巡回检查,每生产一个小时检查一次产品品质及作业条件,检查生产设备参数是否正常设置,如有问题应通知作业员立即调整合格后才可进行生产工具,并做好《制程巡检检验记录》。
4.2.2巡检发现异常时,应立即通知作业人员停机检查,对不合格品进行隔离。
做好不合格品记录,分析不合格原因并提出预防纠正措施。
对可以返工的通知作业员做返工处理,返工处理的产品需重新验证后方可流入下道工序。
4.2.3经巡检检验合格后,作业员方可继续加工生产。
4.3转站核查4.3.1在制品转入下一加工点时,巡检员应对产品标识进行核查,若标识卡填写内容与要求不符则不接收,确保检验标识卡与标识内容相符时方可接收。
4.3.2巡检员依据抽样规范对在制品进行抽样检查,并做好检验记录。
4.3.3经抽样检验不合格时,对不良品进行区分隔离,不合格品按照《不合格品管制程序》执行。
4.3.4经抽样检验为合格品方可转入下一站加工。
制程检验作业规范1. 目的:为确保生产过程能在有效的管制状态下执行,确保产品品质稳定、安全符合要求,特制订本作业规范。
2. 范围:适用于本公司内部在制品流转的检验作业。
3. 参考文件:不合格品控制程序纠正和预防措施控制程序4. 定义:自检:操作员在生产操作过程中,对自已操作的加工好的配件或半成品按照生产工艺单和加工图纸进行检验,合格品转入下道工序,不合格品挑拣出来或自己返工。
互检:是指操作员对上工序流入本工序加工的半成品按照生产工艺单和加工图纸进行检验,合格品继续加工,不合格品退回给上工序返工。
5. 职责a. 生产部负责首件检验、自检、互检。
b. 品质部负责首件确认及制程中的巡回检验。
6. 内容准备工作提前准备检验所需的相关检验标准、检验填写的表单、检验所需的检具、关键零部件清单、BOM生产订单等检验所必须资料。
首件检测a. 生产人员应在更换机种时、更换材料时或停机后恢复使用时实施首件检查(含:每批首件、更换材料、模具修改、工艺变更等之首件),检查完交由品管进行检验确认。
b. 品管进行首件确认时应依相关资料(如BOM青单、生产订单、工艺变更单、其他联络单、图纸、样品等)进行核对,并根据相关检验/测试标准对样品进行外观与性能等检验。
c. 首件由品管检验合格后方可正式投入批量生产;首件若判定不合格,经品质课长及以上人员确认后需退回生产单位,由其重新进行首件制作并重新送检。
d. 对于新产品,其生产前三批之首件若经品管检验发现不合格时,必须呈交生产部长、品质课长及以上审核确认,判断检验结果并裁定处理方法。
生产单位操作员要做好“自检、互检、专检”三检相结合的自主检查;a. 生产单位在生产过程中,应依据相关生产工艺单和加工图纸逐一进行自主检查,并于《制程自主检查表》中记录检测数据,以备查看。
b. 在自主检查中若发现不合格品时需依《不合格品控制程序》对不合格品进行处理,上报品制部,由品管开具《零件加工异常记录分析表》进行处理。
制程检验管理规范1.目的为保证产品在生产制程中得到有效检验作业,控制制程品质,降低制程批量返工、报废,提升产品合格率,提高不良问题解决的时效性,特制定本规范。
2.适用范围本文件适用于制程检验作业,在产品有关本文件的管理范围内,如与其它文件相冲突,请以此文件为准。
3.部门职责3.1 生产部:3.1.1 生管:负责生产指令的下发,参与品质异常的处理;3.1.2 线长:3.1.2.1负责填写“首件确认单”送IPQC检验人员对产品进行首件检验确认。
3.1.2.2负责填写“送检确认单”送FQC对产品进行成品检验确认。
3.1.3 维修人员:负责对不良品进行具体维修。
3.2 质量部:3.2.1负责编制生产过程产品和成品检验规范。
3.2.2 负责对首件、制程、成品、包装等过程根据相应规范要求进行检验确认。
3.2.3负责对品质异常不良品的反馈,品质异常的协助分析,品质异常的处理追踪确认。
3.3 工程部:3.3.1提供并判定产品规格是否符合相关技术要求。
3.3.2 负责对不良品的原因进行分析并提出纠正、预防措施。
4.检验4.1 首件检验4.1.1首件检验的触发:当有下列情况发生时,需进行首件确认。
●产线每个工作班开始生产时●批量生产之前●工艺参数变更之后(含关键工装、设备)●更换操作员之后●停产达24小时之后●升级程序之后●切换编码/机种●更换标签纸/碳带●版本切换(结构变更)●生产发生异常,停线(机)超过2小时以上再次恢复生产时4.1.2首件检验的发起:当达到首件检验的触发条件时,由生产车间填写相应的《首件确认单》,并进行自检,依据作业指导书的要求,确保各测试站测试程序或测试参数合格后签字,并连同当批次生产的前5PCS产品一起送交IPQC人员进行专检确认。
4.1.3首件检验的实施:IPQC接到《首件确认单》后,依据《首件检验规范》实施检验、确认;无《首件确认单》不予进行检验。
4.1.4依据生产通知单核实《首件确认单》的产品信息,确认是否为要生产的产品;4.1.5依据相应产品的《检验规范/规格书/图纸/作业指导书/变更通知单》等确认产品是否符合要求;4.1.6当产线未做首件检验、未完成首件检验或经首件检验不合格时,禁止产线进行批量生产作业;4.1.7 IPQC进行首件检验确认合格后,在《首件确认单》上签字;4.1.8 IPQC需要将首检合格的5PCS样品与《首件确认单》共同暂存在首件摆放区,保存到班次结束;4.1.9首检中发现不合格项,可直接反馈至生产车间进行对策改善;当二次对策改善无效时,可开具《品质异常单》处理;4.1.10首件检验记录的归档:当批次产品生产完毕后,产品质量部须及时将《首件确认单》归档,并按月整理后封存保管。
ELETECH ENTERPRISE LTD.ADD: 8E,815 BaiZhang East Road NingBo China 宁波怡泰国际贸易有限公司TEL: 0574- FAX:0574-接线端子抽样检验规范批准页二零零五年四月接线端子成品抽样检验标准一、目的:1、为了确保厂商出货品质2、确保本公司本系列产品品质的一定水准及符合客户要求3、让工厂和公司有一个共同的标准及依据二、适用:本规范适用于所有接线端子三、本规范按IEC 60410正常检查一次抽样方案进行四、本规范合格质量水平AQL规定如下五、抽样:1、抽样时以一张订货单为单位。
2、若为倾向性的缺点,则无论缺点数如何一律判定为退货,由厂商复检改进后再通知本公司派人员去复检。
3、本规范为一般常见之缺点,若有未尽事项,可随时修订或增减之。
若未列出项目有危及人身安全或直接影响产品之特性者为致命缺点或重缺点,其它缺点为轻缺点。
4、检验后在判定上如有争议,则与厂部的品保部门或生产单位主管派人员与公司商讨判定。
六、产品简介该产品是用来连接电线电缆用的。
234三、机构部分No. 不良现象缺失标准检验方法适用机种CR MA MI 备注1 外壳材料不符,规格或等级用错等①按合同和结构数据表核对所有*2 重要外观尺寸不合格②游标卡尺所有*3 塑件阻燃测试失败阻燃测试仪所有*4 螺丝旋转不灵活手感所有*5 螺丝头部不是锥形目测所有*6 螺丝不能压紧对应规格电线手感所有*7 产品中的铜件和螺丝在螺丝完全旋松的情况下掉出来目测所有*备注:螺丝铜件配合要精确.验货时要将螺丝在铜件内旋进,旋出若干次,观察是否灵活.若不灵活要返工.①螺丝为钢,铜件为黄铜②如附图规格L(mm) B(mm) H1(mm) Φ(mm) E1(mm) E2(mm) H2(mm)4mm2 3A 93 17 12.5 2.8 8 5.8 86mm2 6A 115 19 15.5 3.2 9.5 6.2 910mm2 10A 129 20.7 16.5 4.2 11 7.6 1012mm2 15A 138 22.5 19 4.4 12 8.4 10.714mm2 20A 138 25 19 4.7 12 8.4 10.716mm2 30A 163 25.5 20 5.5 14 9.5 1225mm2 60A 185 29 25.5 6.7 16 10.8 1535mm2 80A 206 32.6 27 7.5 17 15 1440mm2 100A 255 45 34.5 9 21.5 20 22.35。
制程检验规范制程检验规范是一份文件,用于指导制程检验的实施和管理。
本文以1000字的篇幅介绍了制程检验规范的基本内容。
制程检验规范是指在生产制程中进行的检验活动的规范化要求,旨在确保产品质量的稳定性和一致性。
制程检验规范的制定是为了提高制程监控的效果,通过对制程进行持续性的检验和监控,及时发现制程中的问题,并采取相应的措施加以解决。
制程检验规范的基本内容包括以下几个方面:1. 检验对象的定义:明确需要进行制程检验的对象及其规格要求。
包括具体的产品、物料或设备等。
2. 检验方法和工具的选择:根据不同的检验对象,确定适合的检验方法和工具。
包括物理性能测试、化学成分分析、外观检查等。
3. 检验频次和样本量的确定:根据生产工艺和质量管理要求,确定制程检验的频次和样本量。
包括每班检验、每批检验、每日检验等。
4. 检验记录和报告的要求:对检验结果和相关信息进行记录和报告。
包括记录制程参数、检验结果、异常情况和处理措施等。
5. 异常处理和纠正措施:对于检验过程中发现的异常情况,及时采取相应的措施进行处理和纠正。
包括停线检查、追溯调查、不良品处理等。
6. 检验结果的统计和分析:对制程检验结果进行统计和分析,以评估制程的稳定性和一致性。
包括计算制程能力指数、绘制控制图等。
7. 审核和评审:定期对制程检验规范进行审核和评审,确保其符合实际生产需要和质量管理要求。
制程检验规范的实施可以通过以下几个步骤来进行:1. 制定制程检验规范:根据产品的特性和生产工艺,制定适合的制程检验规范。
2. 培训和意识培养:对制程检验人员进行培训,提高其检验技能和意识。
3. 检验计划的编制:根据制程检验规范,编制具体的检验计划,包括检验频次、样本量和检验方法等。
4. 检验的实施和记录:按照检验计划进行制程检验,并记录检验结果和相关信息。
5. 异常处理和纠正措施:对检验中发现的异常情况,及时进行处理和纠正。
6. 检验结果的统计和分析:对检验结果进行统计和分析,评估制程的稳定性和一致性。
测试规范版次 1.0 页次1/3线缆组件中线材的外观和工艺检验3.1 外护套合格1 线缆线材护套表面清洁无脏污;2 线缆线材护套表面没有烫伤割伤严重磨损等损伤;3 线缆线材护套表面没有擦花或可以有浅度的擦花现象但轻擦外表面无毛刺和凸起感护套无变色情况;4 线缆线材护套表面印字清晰且印字连续;5 线缆线材护套或绝缘在注塑或加工后的没有起包现象;6 线缆线材护套或绝缘的颜色与PANTONE标准色号的色差△E小于等于1 ;7 线缆线材护套剥开后露出的屏蔽部分应保持完整,无断裂或划伤现象;不合格1)线缆线材护套或绝缘表面脏污,污点直径大于1.0mm,一般手段可清除的脏污(干布可擦拭干净)为2处以上为不合格,存在任一无法清除脏污为不合格。
如图1所示:图1 线材护套表面脏污2)线缆线材外护套或绝缘有任一损伤或变形如鼓包、凹陷、缺损等均为不合格。
如图2,3所示:图2 线材护套表面损伤或变形测试规范版次 1.0 页次2/3图3 线材护套表面损伤或变形3)线缆外表面存在由于加工造成的划痕(长度≥5.0mm,且深度≥0.15mm)或损伤轻擦外表面有刮磨感,划痕处线缆颜色有变化,如图4、5;半刚线缆弯曲造成线缆本身可恢复的损坏,如图6所示:图4 线材表面明显刮痕图5 线材表面明显刮痕测试规范版次 1.0 页次3/3图6 线缆弯曲造成的损伤4)线缆线材外护套或绝缘表面由于加工造成护套表面印字磨损、刮伤,印字内容无法辩认等。
如图7所示:图7 线材护套表面印字磨损无法辨认5)线缆线材护套或绝缘的颜色与PANTONE标准色号的色差大于1。
6)线缆线材护套剥开后,露出的屏蔽部分不完整或有断裂或划伤现象。
4、线缆组件中的连接器外观检验及加工工艺外观检验4.1 线缆组件中连接器的外观部分合格1)连接器金属外表面无划伤或有轻度划伤但划伤处未露出镀层下的金属划伤长度小于10mm且数量小于3处;2)连接器无非正常的损伤、裂纹和裂缝;3)连接器金属外壳无锈蚀或锈斑;4)无电镀层脱落情况、无电镀不均匀情况;5)连接器的插针镀层无损伤、锈蚀等;6)连接器插头无缺针、断针、弯针等不良;7)装配壳装配到位,螺钉等连接器附件没有缺失,连接器外壳无不易清除的脏污,插针或插孔没有涂有或堵有异物,影响连接器之间的正常电接触;8)符合相应的器件规格书上外形尺寸的要求;不合格1)连接器有变形,如图9,或划伤,并且划伤处已露出镀层下的金属,或划伤长度X 深度大于10X 0.15mm,数量大于等于3处,参见图8:2)连接器金属外壳,塑胶绝缘等有任一非正常的损伤、裂纹和裂缝中的一项,如图9:3)连接器导体、金属外壳等有任一锈蚀或锈斑,为不合格。
1.目的:为明确制程检验IPQC的工作职责,提高人员的工作能力及工作效率,以利于更好的对产品制程质量作管控。
2.适用范围:2-1:首件检验2-2:制程检验2-3:退料检验3.相关文件:制程检验程序文件4.流程:5.管理重点:5-1首件检验:5-1-1 生产部于重机开机前半小时间内将当日量产前的首个产品进行自检,并交于品质部IPQC进行检验。
5-1-1-1 生产中出现异常进行修模、调机或修理、调试机器设备等动作合格后,生产部领班于量产前,将自检合格的首个产品交于品质部IPQC进行检验。
5-1-2 进行检验:5-1-2-1 检验量具与治具是否完好(如卡尺是否归零)。
5-1-2-2 查阅该产品的工序图,相关的工程变更,检验指导书,并对上述资料做详细了解。
5-1-2-3 依据上述资料对产品的版本、尺寸、外观、颜色及各项特殊测试做确认。
各项检验的确认结果需如实填写在“首件检验记录”,并做出综合判定。
IPQC首件检验需在10-30分钟之类完成,并将结果告知生产部。
5-1-3 判定及处理:5-1-3-1 首件判定结果OK后,生产线即可进行量产。
5-1-3-2 首件判定结果NG后,IPQC通知生产领班,将首件还给生产领班,并要求其改善,且改善OK后重新送首件,结果OK后方可进行量产。
5-2 巡回检验:5-2-1 IPQC人员必须每2H对机台进行巡检一次。
尺寸,外观抽检3模,特殊测试2模.5-2-1-1 确认每一机位SOP是否正确,若有异常,则通知工程进行修改,并记录且追踪修改结果,同时要求作业人员更改正确方法进行作业。
5-2-1-2 确认每一机位作业人员的作业手法是否按SOP作业,如果不是,通知现场生产领班一同予以纠正。
5-2-1-3 确认每一机们作业员使用的加工工具、设备是否能够达到产品质量要求,否则同生产领班及模具部一同予以解决。
5-2-1-4 每2H随机抽样,开箱检验按AQL进行抽检验确认各机位生产的产品是否符合质量要求,否则开出品质异常单给予以生产领班,并追踪改善结果,要求其回得原因对策。
1.目旳根据产品质量控制文献旳规定,对产品生产过程旳各个环节实行有效控制,保证加工过程中每道工序旳质量都是合格旳。
2.范围合用于我司产品生产操作旳全过程。
3.职责3.1过程检查员负责对生产全过程进行监视和测量。
3.2记录车间生产过程中产生旳不良品并上报。
3.3负责车间过程检查资料旳搜集整顿并上报存档。
4.流程5.控制过程5.1.产品零件检查5.1.1.生产车间在进行生产前,必须提请过程检查员(IPQC)进行首件封样,严禁无首件封样生产。
5.1.2.过程检查员(IPQC)根据《工序卡片》/《质量控制计划》/《作业指导书》确认产品型号和生产工艺流程与否对旳,同步根据质量控制文献规定旳检查项目对产品逐项实行检查。
5.1.3.按照产品质量控制有关文献旳规定首件样品检查合格,巡检员在《送检单》和检查合格旳首件样品上签字确认,并将《送检单》和封样件反馈给生产车间。
生产车间将封样旳首件样品,悬挂放在生产此产品旳机台旁作为生产比对样品。
5.1.4.首件样品检查不合格:A.巡检员在《送检单》上描述不良现象,并将《送检单》旳生产单位联反馈给生产车间,由生产车间根据不良现象进行对应改善。
改善后需要重新制作样件送检,送检规定合用4.1.3条款规定。
B.对于产品旳不良现象不影响产品最终品质,并且生产车间无法改善不良现象旳,由生产车间向检查员提出开具《不合格评审单》申请,车间提请技术部、质管部和生产部对不良现象进行评审;技术部评审不予使用,则由生产车间负责进行对应改善;技术部、质管部评审可以让步接受,则须报总经理同意,过程检查员接到《不合格评审单》时进行首件封样,生产车间方可进行生产,同步巡检员将信息反馈给入库检查员和出货检查员,放行该批产品。
巡检员负责将评审后旳《不合格评审单》进行存档管理。
5.1.5.首件确认之时机为每次开机生产前,修模、调模或换模再次进行生产前,确认人为IPQC,IPQC在《巡检登记表》上记录检查成果。