钢管拱肋的制作
- 格式:pdf
- 大小:137.03 KB
- 文档页数:3
钢管拱肋钢管拱肋采用Q345厚14mm钢板卷制,钢板应有厂家质量证明书,必要时进行复检;钢板下料前应根据设计图纸绘制加工详图(包括加工大样图、厂内试拼图、工地试拼图和堆放与发送顺序图等),钢料切割应尽量使用剪板机,切割后应进行矫正,下料时加工预留收缩量由试焊决定。
拱肋卷管过程中应注意保证管端平面与管轴线垂直,卷管后应进行校圆,校圆后的筒体直缝焊接采用自动焊,板端坡口应在卷管前开好。
坡口尺寸误差应满足相关技术规程要求。
焊接工艺必须由拱肋加工单位提出详细的工艺图,并需经过评定后方可进行,确定后的工艺参数在施工中不得随意改动,焊工应经考核合格并取得相应施焊条件资格证书后方可上岗,每条焊接应有焊工钢印;焊缝位置、外形尺寸必须符合施工图和《钢结构工程施工及验收规范》的要求,母材非焊接部位严禁焊接引弧;焊接时应注意焊接环境、温度、湿度要求,所有焊缝质量应达到一级焊缝质量要求,各部位的焊缝应在24h后进行无损检验(可采用超声波或射线探伤法,具体由质检部门决定);进行局部探伤的焊缝,如发现裂纹或其它缺陷时,应继续延长探伤,必要时直至焊缝全长。
拱肋钢管外形质量要求:纵向弯曲偏差:f/d≤L/100,且不大于10mm;钢管椭圆度(失圆度):f/d≤3/1000;钢管管端不平度:f/d≤L/500,且不大于3mm。
钢管拱肋制作安装过程应按照施工工艺要求将吊点孔开好应装上附属构件,不得遗漏;对于钢管上预留的混凝土浇灌孔、排气孔等,可在工厂中开好,开孔留下的盖片应编号并妥善保管或点焊在原位上,待灌注混凝土后再盖上焊接,此时应注意焊接平整光滑,不突出和漏焊,不烧伤混凝土。
钢管制作和安装检验实测项目,应按《公路工程质量检验评定标准》要求进行,钢管构件出厂前应具备完整的验收资料如:(1)钢材质量证明书及抽样检验报告、(2)焊接材料证明书及烘焙记录、(3)涂装材料质量证明书、(4)焊接工艺评定报告、(5)焊缝质量外观检测报告、(6)内部探伤报告、(7)钢管构件加工施工图、(8)钢管构件几何尺寸检验报告、(9)按工序检验所发现的缺陷及处理方法记录、(10)钢管构件加工出厂产品合格证等。

空间扭曲变截面钢拱肋制作施工工法空间扭曲变截面钢拱肋制作施工工法一、前言空间扭曲变截面钢拱肋制作施工工法是一种应用于建筑工程中的新型施工技术。
通过对钢拱肋的空间扭曲变形,使其截面形状在不同位置具有不同的截面尺寸,从而提高了结构的承载能力和抗震性能。
本文将详细介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例,以期为读者提供参考和指导。
二、工法特点空间扭曲变截面钢拱肋制作施工工法的特点主要有:1. 结构刚度大:由于截面形状的变化,空间扭曲变截面钢拱肋具有较大的刚度,能够承受更大的荷载。
2. 抗震性能好:通过对截面形状的调整,能够提高结构的抗震能力,降低地震引起的结构损坏风险。
3. 施工效率高:采用现场制作的方式,能够快速完成钢拱肋的制作和安装,缩短工期。
4. 工艺灵活:可以根据具体工程需要调整钢拱肋的截面形状和尺寸,满足设计要求。
5. 节约材料:由于截面形状的变化,能够在保证结构安全性的前提下减少材料的使用量。
三、适应范围空间扭曲变截面钢拱肋制作施工工法适用于各类建筑工程中的大跨度结构,特别适用于体育馆、展览馆、会议中心等场馆类建筑。
经过优化设计和施工工艺的调整,该工法也可应用于其他类型的工程,如桥梁、厂房等。
四、工艺原理空间扭曲变截面钢拱肋制作施工工法的工艺原理是通过预制扭矩杆和变截面钢管结合,利用拧转变形来实现截面形状的调整。
在施工过程中,通过引入预应力,使拱肋产生扭转变形,从而达到预设的截面形状。
具体实施步骤如下:1. 设计截面形状和尺寸:根据工程需求和结构要求,确定钢拱肋的截面形状和尺寸。
2. 制作扭矩杆:根据设计要求,制作预制扭矩杆,并预先调整其扭转角度和扭矩。
3. 安装变截面钢管:将变截面钢管安装在扭矩杆的两端,并通过螺栓连接好。
4. 调整扭矩杆:通过对扭矩杆施加预应力,引起拱肋的扭转变形,使其达到预设的截面形状。
5. 完成拱肋制作:经过截面形状调整后,利用合适的焊接工艺将变截面钢管与扭矩杆进行永久连接。
钢管混凝土系杆拱桥施工技术难点及对策钢管拱肋制作工艺流程:放样→下料→零件加工→卷圆→钢管纵缝拼接→校圆→钢管接长→校验→焊拼吊杆锚箱及零部件→阶段预拼报验→整体预拼报验→装焊临时连接件→涂装报验→存放以直代曲、短管划分原则,每节短管长约2m,矢高不超过5mm。
接头不在吊杆位置,纵缝埋弧焊形成钢管,环缝焊接形成钢管拱肋。
短管拱肋制作工艺流程:放样→下料→加工坡口→滚圆→纵缝拼接→校圆喷漆工艺流程:喷砂除锈Sa2.5级→吸砂吸尘→无极硅酸锌底漆→喷涂环氧云铁中间漆→检查油漆干膜厚度、附着力→涂层损坏修补→聚氨酯面漆→检验合格、存放。
拱肋吊装流程:技术交底→定位放样→拱肋临时支撑→微调定位→复测后节段环缝对接质量点:采用高压无气喷漆,厚度240~260μm,环境温度15~30o C,相对湿度不大于85%焊接工艺评定试验,确定合理的焊接工艺,保证焊缝的熔透性,控制焊缝变形每片拱肋做1块进行抗拉、屈服强度、低温冲击韧性、冷弯实验,检验试板焊缝机械力学性能,保证制作中焊缝接头的机械性能质量拱肋纵、环缝对接缝按I级焊缝要求进行100%的超声波探伤、X射线拍片,拱肋缀板熔透角焊按II级焊接要求进行100%超声波探伤,以确保焊接熔透及内在质量。
加强吊装过程拱肋高程、中心以及应力检测,严格以监测指令进行微调。
1/8跨、1/4跨、及拱顶必不可少设应力、应变观测点。
钢管混凝土使用水泥52.5,初凝时间8~12小时,高性能微膨胀砼,2.1支承系统2.1.1功能系杆拱桥支承系统宜选用WDJ齿碗扣型多功能支架,该系统具有支架竖向组合微调功能,主要以工具支架和特制微调座组成。
2.1.2地基处理WDJ齿碗扣型多功能支架必须搭设在经处理的坚实地基上,地基须高出原地面0.5~0.8m,做好防水,避免雨季浸泡。
在立杆底部铺设垫层和安放底座,垫层可采用厚度≥20cm的混凝土或厚度≮10cm的钢筋混凝土或厚度≮5cm的木板。
2.1.3预压支架使用前须全程预压,不能以一孔预压取得的经验数据推概全桥。
钢管混凝土拱桥的施工方法钢管砼结构,由于能通过互补使钢管和混凝土单独受力的弱点得以削弱甚至消除,管内混凝土可增强管壁的稳定性,钢管对混凝土的套箍作用,使砼处于三向受力状态,既提高了混凝土的承载力,又增大了其极限压缩应变,所以自钢管砼结构问世以来,是桥梁建筑业发展的一项新技术,具有自重轻、强度大、抗变形能力强的优点,因而得到突飞猛进的发展。
在桥梁方面,已以各种拱桥发展到桁架梁等结构形式,并发展到钢管混凝土作劲性骨架拱桥。
其施工方法发展很快,已经应用的有无支架吊装法,支架吊装法,转体施工法等。
1 拱肋钢管的加工制作拱肋加工前,应依理论设计拱轴座标和预留拱度值,经计算分析后放样,钢管拱肋骨架的弧线采用直缝焊接管时,通常焊成 1.2-2.0m的基本直线管节;当采用螺旋焊接管时,一般焊成12.0~20m弧形管节。
对于桁式拱肋的钢管骨架,再放样试拼,焊成10m左右的桁式拱肋单元,经厂内试拼合格后即可出厂.具体工艺流程为:选材料进场材料分类材质确认和检验划线与标记移植编号码下料坡口加工钢管卷制组圆、调圆焊接非坡口检验附件装配、焊接单节终检组成10m左右的大节桁式拱肋焊接无损检验大节桁式拱肋终检 1:1大样拼装检验防腐处理出厂。
当拱肋截面为组合型时,应在胎模支架上组焊骨架一次成型,经尺寸检验和校正合格后,先焊上、下两面,再焊两侧面(由两端向中间施焊).焊接采用坡口对焊,纵焊缝设在腔内,上、下管环缝相互错开。
在平台上按1:1放样时,应将焊缝的收缩变形考虑在内。
为保证各节钢管或其组合骨架拼组后符合设计线型,可在各节端部预留1cm左右的富余量,待拼装时根据实际情况将富余部分切除。
钢管焊接施工以“GBJD05-83、钢结构施工和施工及验收规范”的规定为标准.焊缝均按设计要求全部做超声波探伤检查和X射线抽样检查(抽样率大于5%)。
焊缝质量应达到二级质量标准的要求。
2 钢管混凝土拱桥的架设2.1无支架吊装法2。
1。
1缆索吊机斜拉扣挂悬拼法具体做法与其他拱肋的架设相似,只是钢管混凝土拱肋无支架架设方案用于较大跨度,它可根据吊机能力把钢管拱肋合成几大段进行分段对称吊装,并随时用扣索和缆风绳锚固,稳定在桥位上,最后合拢。

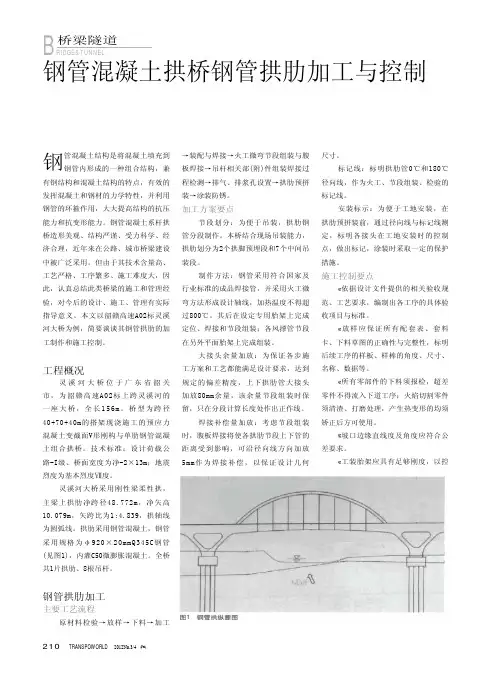
舟山新城大桥钢管拱肋制造工艺及精度控制杨元录 郝敬毓 曹国华(中铁宝桥股份有限公司 宝鸡 721006)摘 要 介绍了舟山新城大桥钢管混凝土提篮式系杆拱桥的施工工艺及质量控制,重点阐述了钢管拱肋的制造工艺及精度控制技术,意在为同类桥梁的施工提供参考。
关键词 钢管混凝土 拱桥 拱肋 制造工艺 精度控制FABRICATION P R OCEDURE AN D ACC URA CY CONTROL OF STEEL TUBEARC H RIB FO R Z H OU S HAN NEW C ITY BRID GEY a ng Y ua nlu Hao J ingyu Cao Guohua (China Rai lway Turnout B ri dge Inc 1 B aoji 721006)ABSTRA CT It is introduced that the const ruction technology and quality control of the concrete 2f illed steel tube a rc h bridge with basket tie ba r for Zhoushan New City Bridge ,a nd it is also expounde d t he f abrication procedure and accuracy control of the steel tube arc h rib ,intending to provide refer ence f or the const ruction of si milar bridges 1KEY WO R DS concrete 2f illed steel tube a rch bridge arch rib fa brication proce dure accur ac y control第一作者:杨元录 男 1965年2月出生 高级工程师j yy @63收稿日期68 钢管混凝土结构是将混凝土填充到钢管内形成的一种组合结构,兼有钢结构和混凝土结构的特点,并利用钢管的环箍作用,大大提高结构的抗压能力和抗变形能力。
钢管拱桥拱肋制作的质量控制随着科技进步,钢管混凝土拱桥陆续被交通和市政工程所采用。
而钢管拱肋制作和组拼的施工技术有待进一步提高。
1、工程特征攀枝花市某大桥属钢管混凝土拱桥,采用二肋拱,拱肋断面成桁架型,主拱管直径为φ750mm,由厚为12mm的Q345C钢板卷制焊接而成,再用φ351×10的腹杆和钢板厚16mm的缀板与四根钢管组焊成桁架型。
钢管拱肋分节段制作成运输段,再运到桥台上组拼成吊装段,经过起吊安装成悬链线钢管拱肋。
该拱桥拱肋拱轴系数m=1.756,设计拱顶预拱度为L/1000=19.2cm,其余各点预拱度值按二次抛物线分布。
轴线偏差控制按不大于L/6000mm计算。
节段对接错台不超过0.2壁厚(2.4mm),接口间隙6±1mm。
较高的精度要求对如此大型的钢结构焊接组装件进行制作加工,要确保加工质量,其工艺手段和质量控制,难度较大。
因此要控制好质量,就必须健全责任制,相互配合,加强各道工序的自检和互检,前道工序不合格,后道工序不施工,共同对质量负责。
2、控制首先要从施工技术准备和基础工作做起钢管拱肋制作在工厂进行,由于没有一部统一的、切实可行的规范来指导施工,又缺乏经验,对于如何帮助和解决施工中的问题是一个重要课题。
钢管拱肋节段加工制作开始,我们紧紧围绕质量控制,这一难题,研究设计图纸,分析构件结构、尺寸、公差及加工技术要求,统一使用规范及标准等,做好施工前的各项技术准备工作。
2.1首先健全质量管理机构,确定技术负责人;明确场地规划;配置设备能力;校核检测仪器;加工好工装夹具等施工准备。
2.2确保九项质量保证体系:设计、核审、材质、制造、焊接、检验、工艺手段、计量、理化探伤等齐全。
在施工过程中,开展全面质量管理,加强每个环节的质量控制,做好自检、互检工作,严把质量关。
2.3考核焊接技工技术,查阅焊工操作许可证及钢印代码。
并对上岗焊工进行焊接试验评定,合格后才能上岗,参与拱肋焊接工作。

广西壮族自治区公路桥梁工程总公司越南项目东筹大桥钢管拱肋制作及涂装施工方案编制:温森元审核:王建军批准:陈宇编制时间:2010年8月20日目录第一章预制场的布置 (4)1.1钢管拱肋预制场方案 (4)1.2预制场龙门吊示意图 (7)第二章钢管拱肋制作施工方案 (8)2.1钢管拱肋制作分段方案 (8)2.2钢管拱肋制作施工步骤 (9)2.2.1 筒节制作 (9)2.2.2 钢管拱肋节段制作 (14)2.2.3 钢管拱肋节段预制场试拼 (16)2.2.4 钢管拱肋节段空中拼装 (17)2.3钢管拱肋制作重难点方案设计 (17)2.3.1 拼装大样图放样方案 (17)2.3.2 焊接方案设计 (19)2.4钢管拱肋制作验收 (26)2.4.1 原则 (26)2.4.2 允许偏差 (26)第三章钢管拱肋涂装施工方案 (27)3.1钢管拱肋涂装设计要求 (28)3.2钢管拱肋涂装施工方法及施工工艺 (28)3.2.1 施工要求及施工工艺流程 (28)3.2.2 施工工艺 (30)3.2.3 涂装质量检验 (33)3.2.4 涂装时施工安全 (34)第四章拟投入本项施工的人力配置 (34)第五章拟投入本项施工的主要机械设备 (35)第六章施工进度计划 (37)东筹大桥是一座下承式拱桥,主桥为三跨钢管拱桥,跨径为80+120+80米。
上构施工是本合同段的施工内容,重点难点在于钢管拱肋的制作及安装。
第一章预制场的布置1.1钢管拱肋预制场方案考虑到越南的运输条件不是很理想,所以计划在东筹大桥北岸利用业主提供的场地布置预制场进行东筹大桥上构钢结构构件预制,加工完成后通过轨道、龙门吊将预制构件运输到吊点下面进行安装。
该预制场总长度240m,宽度33m。
位于9#墩与10#墩之间的左侧,与洞河大致平行,与桥轴线方向垂直,龙门吊轨道直接延伸至9#墩与10#墩之间。
东筹桥钢管拱肋加工量约为2310吨,预制场地相对来说比较拥挤。
浅谈钢管拱肋及风撑制作施工技术摘要:通过上海浦东区浦东北路跨越赵家沟大桥的工程实例,介绍了钢管拱部件制作、预拼装、焊接方案等控制环节。
关键词:钢管拱;预拼装;焊接1 设计概述赵家沟大桥主桥为下承式三肋系杆拱桥,计算跨径130m。
拱肋轴线为悬链线m=1.167,矢跨比f/l=1/5。
主拱肋采用钢管混凝土桁架拱,上下弦管内灌注混凝土,腹杆为空钢管,拱肋四个小钢管直径均为φ700mm。
钢桥主管材为Q345C,风撑、腹杆为Q235。
拱肋高度3.2m,中拱肋宽度2m,边拱肋宽度1.7m。
中拱肋上下拱圈分别是由两个厚δ=12mm圆形钢管以厚δ=14mm的钢板相连形成哑铃型截面。
边拱肋高上下拱圈分别是由两个厚δ=10mm圆形钢管以厚δ=12mm的钢板相连形成哑铃型截面,上下拱圈间采用厚δ=10mm、直径φ300mm的圆钢管每隔一定间距相联系形成桁架腹杆。
风撑为钢管桁架结构,桁架上下弦杆钢管为δ=12mm圆形空钢管,直径φ500mm,腹杆为δ=10mm圆形空钢管,直径φ300mm,共设三道风撑。
根据设计要求,钢管拱分5段安装。
在施工顺序上,首先要施工拱脚,因而先安排拱脚拱肋的加工,其他段的加工随着进行,整体试拼装完成方可出厂。
2 施工准备材料入场:根据施工计划安排,编制材料采购计划,材料提前进场检验。
材料入库严格按照相关程序进行验收、入库、保管、领料等过程有责任人签字。
预制加工场地:在施工现场附近租用60m×150m场地一处,作为施工材料堆放、预制、组对、存放场地,搭设30m×10m钢平台两个。
3 制作方案3.1 厂内制作内容厂内制作内容包括:钢管拱主拱肋5×3件,风撑3×2件。
3.2 部件制作工艺部件制作包括钢管煨制、型钢下料、连接板加工等内容。
钢管拱制作工艺流程:号料→切割→边缘加工→卷管→焊接纵缝(并超声波检测)→矫圆→拼接(接长,焊接对接环境)→超声波检测及X射线拍片→热弯→组装(焊成分段桁架,超声波检测必要时X射线拍片)→试拼(各吊装段间试拼接,含风撑)→涂装(含弦管、缀板及封端)→起吊装船→运输到桥位处。
广西壮族自治区公路桥梁工程总公司越南项目东筹大桥钢管拱肋制作及涂装施工方案编制:温森元审核:王建军批准:陈宇编制时间:2010年8月20日目录第一章预制场的布置 (3)1.1钢管拱肋预制场方案 (3)1。
2预制场龙门吊示意图 (5)第二章钢管拱肋制作施工方案 (6)2。
1钢管拱肋制作分段方案 (6)2。
2钢管拱肋制作施工步骤 (6)2.2.1 筒节制作 (7)2。
2.2 钢管拱肋节段制作 (10)2。
2。
3 钢管拱肋节段预制场试拼 (11)2.2.4 钢管拱肋节段空中拼装 (11)2。
3钢管拱肋制作重难点方案设计 (12)2。
3。
1 拼装大样图放样方案 (12)2。
3.2 焊接方案设计 (13)2。
4钢管拱肋制作验收 (20)2.4。
1 原则 (20)2。
4。
2 允许偏差 (20)第三章钢管拱肋涂装施工方案 (21)3。
1钢管拱肋涂装设计要求 (21)3.2钢管拱肋涂装施工方法及施工工艺 (21)3.2.1 施工要求及施工工艺流程 (21)3.2。
2 施工工艺 (23)3。
2。
3 涂装质量检验 (26)3。
2.4 涂装时施工安全 (27)第四章拟投入本项施工的人力配置 (27)第五章拟投入本项施工的主要机械设备 (28)第六章施工进度计划 (30)东筹大桥是一座下承式拱桥,主桥为三跨钢管拱桥,跨径为80+120+80米.上构施工是本合同段的施工内容,重点难点在于钢管拱肋的制作及安装。
第一章预制场的布置1。
1钢管拱肋预制场方案考虑到越南的运输条件不是很理想,所以计划在东筹大桥北岸利用业主提供的场地布置预制场进行东筹大桥上构钢结构构件预制,加工完成后通过轨道、龙门吊将预制构件运输到吊点下面进行安装。
该预制场总长度240m,宽度33m。
位于9#墩与10#墩之间的左侧,与洞河大致平行,与桥轴线方向垂直,龙门吊轨道直接延伸至9#墩与10#墩之间。
东筹桥钢管拱肋加工量约为2310吨,预制场地相对来说比较拥挤。