气体辅助注射成型技术 (1)
- 格式:pdf
- 大小:193.70 KB
- 文档页数:3



气体辅助注塑成型技术简介气体辅助注塑成型技术简介类型:气体辅助注塑成型是欧美近期发展出来的一种先进的注塑工艺,它的工作流程是首先向模腔内进行树脂的欠料注射,然后利用精确的自动化控制系统,把经过高压压缩的氮气导入熔融物料当中,使塑件内部膨胀而造成中空,气体沿着阻力{TodayHot}最小方向流向制品的低压和高温区域。
当气体在制品中流动时,它通过置换熔融物料而掏空厚壁截面,这些置换出来的物料充填制品的其余部分。
当填充过程完成以后,由气体继续提供保压压力,解决物料冷却过程中体积收缩的问题。
气体辅助注塑成型优点为什么人们对于气体辅助注射成型的兴趣如此之大呢?其主要的原因在于这种方法出现时所许诺的种种优点。
成型者希望以低制造成本生产高质量的产品。
在不降低质量的前提下用现代注塑机和成型技术可以缩短生产周期。
通过使用气体辅助注射成型的方法,制品质量得到提高,而且降低了模具的成本。
使用气体辅助注射成型技术时,它的优点和费用的节约是非常显着的。
1、减少产品变形:低的注射压力使内应力降低,使翘曲变形降到最低;2、减少锁模压力:低的注射压力使合模力降低,可以使用小吨位机台;3、提高产品精度:低的残余应力同样提高了尺寸公差和产品的稳定性;4、减少塑胶原料:成品的肉厚部分是中空的,减少塑料最多可达40%;5、缩短成型周期:与实心制品相比成型周期缩短,不到发泡成型一半;6、提高设计自由:气体辅助注射成型使结构完整性和设计自由度提高;7、厚薄一次成型:对一些壁厚差异大的制品通过气辅技术可一次成型;8、提高模具寿命:降低模腔内压力,使模具损耗减少,提高工作寿命;9、降低模具成本:减少射入点,气道取代热流道从而使模具成本降低;10、消除凹陷缩水:沿筋板和根部气道增加了刚度,不必考虑缩痕问题。
第一阶段:按照一般的注塑成型工艺把一定量的熔融塑胶注射入模穴;第二阶段:在熔融塑胶尚未充满模腔之前,将高压氮气射入模穴的中央;第三阶段:高压气体推动制品中央尚未冷却的熔融塑胶,一直到模穴末端,最后{HotTag}填满模腔;第四阶段:塑胶件的中空部分继续保持高压,压力迫使塑料向外紧贴模具,直到冷却下来;第五阶段:塑料制品冷却定型后,排除制品内部的高压气体,然后开模取出制品。


气体辅助注塑工艺简介1.气体辅助注塑目前所指的气体辅助注塑:是指将氮气注射入产品内,使产品内部形成中空。
模具打开前,控制器会将塑胶工件内的氮气释放回大气中。
2.气辅注塑成形工艺的优势1)低射胶、低锁模力;2)压力分布均匀、收缩均匀、残余应力低、不易翘曲,尺寸稳定;3)消除凹陷,型面再现性高;4)省塑料,可用强度及价格更低的塑料;5)可用强度和价格更低的模具金属;6)厚薄件一体成型,减少模具及装配线数目;7)可用较厚的筋,角板等补强件,提高制品刚性,使得制件公称厚度得以变薄。
8)增强设计自由度。
3.气辅射胶控制工艺1)短射工艺,即胶料未完全充满型腔时,继之以氮气注射;2)满射工艺,塑胶熔体充满型腔之后,停止注射,继之以氮气注射。
短射工艺的特点:在气辅注塑中,塑胶注射取决于胶件形状及胶料性能,在以下条件才可进行短射。
1)胶件必须有独立完整的气体通道,即气流在穿透胶件时,无分支气道可走。
2)气体通道中多余胶料有足够的溢流空间。
3)胶料流动性优良,粘度不可太低,尽量避免使用含破坏高分子键的填充物的胶料。
4)胶料导热度较低,有可较长时间保持熔融状态的能力。
满射工艺特点:胶件射胶完成,通过气体代替啤机,防止胶件收缩。
其优点在于,啤机保压是以射胶量及压力来防止胶件收缩,气辅保压,则以气体穿透塑胶收缩后的空间,防止胶件表层埸陷。
4.气辅压力分析:现我们看以下气辅压力与啤机压力的对比:1)气辅压力a)低气压800psi=56.34kg/cm2b)中气压1500psi=105.63 kg/cm2c)高气压2500psi=176.06kg/cm22)啤机压力a)100 TON注塑最大压力188Mpa=1917 kg/cm2b)280 TON注塑最大压力150Mpa=1530 kg/cm2c)650TON注塑最大压力153Mpa=1560 kg/cm2从以上压力对比可知,氮气压力只相当于普通啤机注塑压力的十分之一,甚至更少。
气辅注塑工艺利用了气体具有的高效压力传递性原理,使流程长的部位迅速充满而不至于产生缩痕,达到消除变形、降低注塑压力、减轻产品重量、提高设计自由度、节省塑料以及降低成本等目的。
气辅注塑工艺在实践中通常与注射量、注射速度及保压、气体压力及注气速度以及延迟时间等因素有关。
1.注射量气辅注塑工艺是采用所谓的“短射”方法,即先在模腔内注入一定量的料(通常为70%~99%),然后再注入气体,实现全充满过程。
熔胶的注射量与模具气道大小及模腔结构有很大的关系。
气道截面越大,气体越易穿透,掏空率也就越高,适宜采用较大的“短射率”。
但料量过多,则易发生熔料堆积,出现缩痕;料太少,则会导致吹穿。
这种气辅工艺中,保证气道与流料方向完全一致是非常重要的,因为这样才最有利于气体的穿透,气道的掏空率也能达到最大。
因此在模具设计时应尽可能实现气道与流料方向的一致性。
2.注射速度及保压实际生产中,在保证制品表面不出现缺陷的情况下,应该尽可能使用较高的注射速度,使熔料尽快充填模腔,这样熔料的温度保持性较好,有利于气体的穿透及充模。
在这一过程中,气体在推动熔料充满模腔后仍保持有一定的压力,相当于传统注塑工艺中的保压阶段,因此一般情况下气辅注塑工艺可以省却用注塑机来保压的过程。
但有些制品由于结构原因仍需使用一定的注塑保压来保证产品的质量。
不可使用高的保压,因为保压过高会使气针封死,腔内气体不能回收,开模时极易产生吹爆现象。
此外,保压高亦会使气体穿透受阻,加大注塑保压有可能使制品出现更大缩痕。
3.气体压力及注气速度气体压力与材料的流动性关系最大。
流动性好的材料(如PP)应采用较低的注气压力(见表1)。
表1 几种常用材料注塑压力数值气体压力大,虽易于穿透,但容易吹穿;气体压力小,又可能出现充模不足、填不满或制品表面有缩痕等情况。
注气速度高,可在熔料温度较高的情况下充满模腔,而对流程长或气道小的模具,提高注气速度有利于熔胶的充模,可改善产品表面的质量。
气辅注塑成型技术气辅注塑工艺是国外八十年代研究成功,九十年代才得到实际应用的一项实用型注塑新工艺,其原理是利用高压隋性气体注射到熔融的塑料中形成真空截面并推动熔料前进,实现注射、保压、冷却等过程,使产品形成真空。
气辅设备包括气辅控制单元和氮气发生装置;氮气发生装置主要包括氮气发生器,氮气压缩机,氮气储气瓶。
它是独立于注塑机外的另一套系统,其与注塑机的唯一接口是注射信号连接线。
注塑机将一个注射信号注射开始或螺杆位置传递给气辅控制单元之后,便开始一个注气过程,等下一个注射过程开始时给出另一个注射信号,开始另一个循环,如此反复进行。
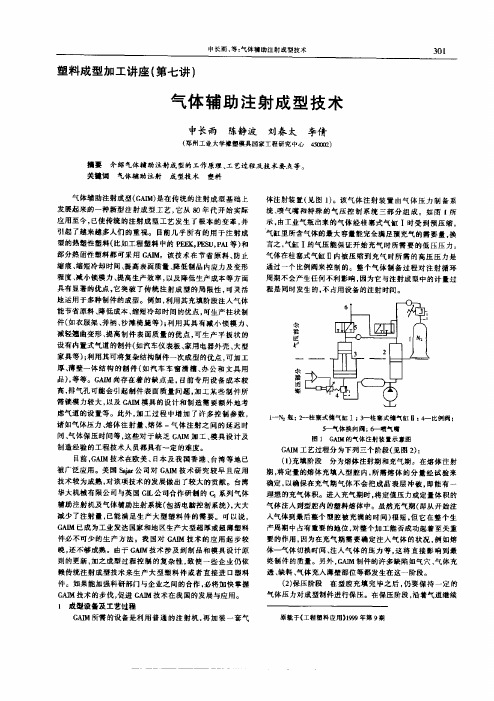
气体辅助注塑过程可分为注塑期,充气期,气体保压期和脱模期。
1.注塑期:所需塑料注塑量要通过实验找出来,以保证在充气期间,气体不会把成品表面冲破及能有一个理想的充气体积,通常注满产品的70%-95%。
注入熔体2.充气期:可以在注射中或后的不同时间注入气体,气体注入的压力必需大于注塑压力,以达到产品成中空状态。
注入氮气3.气保压期:当成品内部被气体填充后,气体在成品中空部分的压力就成为保压压力,可大大减低成品的缩水及变形率。
保压成型4.脱模期:随冷却周期完成,防止产品暴裂,自动排出气体,模具内压力降至大气压力,成品由模腔内顶出。
排出气体和产品出模气体辅助注塑成型进气方式有两种:一种由射嘴进入成品;二种由模具进入成品,这两种各有各的优点和缺点。
一从射嘴进气优点:1)修改现在有旧模具即可使用。
2)流道形成中空状,减少塑料使用。
3)成品无气针所留下之气口痕迹。
缺点:1)所有气体通道必须相通连接。
2)气体通道必须对称且平衡。
3)不能用于热流道模具上使用。
4)注塑机射嘴更换且费用较高。
二从模具进气优点:1)可以多处进气,气体通道不需完全相通连接。
2)气体与塑料可同时射入。
3)可允许使用热流道模具。
4)可使用于非对称模穴之产品成型。
缺点:1)模具须重新开发设计。
2)气针会留下气口痕迹。
塑料制品成型应用气体辅助成型技术,有以下优点:1)节省塑胶原料,节省可高达50%。