模具课程设计冲孔落料连续模
- 格式:docx
- 大小:622.39 KB
- 文档页数:14
方案三也只需要一副模具,生产效率高,操作方便,设计简单,由于工件精度要求不高,完全能满足工件技术要求。
所以经过比较和根据任务要求,采用方案三最为合适。
3.主要设计计算
(1)排样方式的确定以及计算
设计级进模,先要设计条料排样图。工件图可视为一矩形中间冲孔,直排材料利用率最高。如图一所示的排样方法,可减少废料。第一次冲裁使用活动挡料销,然后第二次可用固定挡料销。
学习小结
通过这样学期对冲压工艺学的学习,本来是进行基本知识考试的,但是由于不能按时参加考试,所有只能回学校后在做此报告来作为考察,也谢谢伦师给了我这次机会,让我初步了解模具设计的基本步骤。
这几周的学习,从模具的基本冲裁,弯曲,拉深,到胀形与翻边,板料的冲压成形性能与成形极限,最后学到了冲模的机构与设计。在课堂上,老师也提出各种问题,让同学们踊跃的回答,这样既带动了课堂气氛,也让我们马上学马上用到。在本书中,主要学习了冲裁模具,这是一种实用简单的模具,但是在以后的工作中会很快的入手。所有,在课堂上我也认真的听讲,积极的回答问题。从刚开始的什么都不懂,到慢慢的对模具有一点认识,后来在老师的讲解下,基本上掌握了简单冲裁,拉深,弯曲,翻边胀形的工作过程和原理。
通过本次的冲压模具设计,让我对这门课有了重新的认识。让我学到了不同与课堂的新东西,增加了直接的动手能力。我相信,在以后的工作中能够努力的学习,在这次选修这门课的基础上,基于我现在所懂的,一定会对模具设计,及其它的机构和以后的运用有进一步的提升。虽然我计的模具不一定好,但是,我觉得通过不断努力,我可以设计一套实用的好模具!
表一
料厚
K(卸)
K(推)
K(顶)
钢
<=1
0.06~0.09
0.1
0.14
0.1~0.5
0.04~0.7
0065
0.08
0.5~2.5
0.025~0.06
0.05
0.06
2.5~6.5
0.02~0.05
0.045
0.05
>6.5
0.015~0.04
0.25
0.03
铝,铝合金
0.03~0.08
0.03~0.07
图5圆孔冲孔凸模
图6方孔冲孔凸模
图7落料凸模
结合工件外形并考虑加工,将落料凸模设计成直通式,采用线切割机床加工,2个M8螺钉固定在垫板上,与凸模固定板的配合按H6/m5。总长L可按公式计算:L= +h=14.4+14+1+20.6=50mm
凹模
凹模采用整体凹模,各冲裁的凹模孔均采用线切割机床加工,安排凹模具在模架上的位置时。要依据计算压力中心的数据,将压力中心与模柄范围内。其轮廓尺寸可按公式计算:
6.《机械制造技术》,李华,高等教育出版社
7.《冲压与成型设备》,孙凤勤主编,高等教育出版社
8.《模具制造工艺学》,郭铁良,机械工业出版社
4)将卸料板套装在已装入固定板的凸凹模上,装上橡胶和卸料螺钉,并调节橡胶的预压缩量,使卸料板高出凸凹模下端约1~2mm
5)复查凸凹模间隙并调整合适后,紧固螺钉
6)切纸检查,合适后打入销钉
5
试冲与调整
装机试冲,并根据试冲结果作相应调整
图9模具总装图
1.弹簧2.螺钉3.下模座4.导柱5.凹模6始用挡料销7.定位销8.螺钉9.导正销10.导套11.凸模固定板12.凸模垫板13.上模座14.螺钉15.模柄16.螺钉17.螺钉18.凸模19.螺钉20.固定卸料板21.托料板
条料送进时采用活动挡料销21作为粗定距,在落料凸模上安装2个导正销,利用条料上 mm的孔作为导正销孔导正,以此作为条料送进的精确定距。
7.冲压设备的选定
通过校核,选择开式双柱压力机J23-40能满足要求。起主要参数如下:
公称压力:400kN
滑块行程:80mm
最大闭合高度:330mm
最大装模高度:250mm
纯铜,黄铜
0.02~0.06
0.03~0.09
(4)工作零件刃口尺寸计算
在确定工作零件刃口尺寸计算方法之前,首先要考虑工作零件的加工方法及模具装配方法。这个模具采用级进模,冲孔的圆孔和方孔是简单规则形状的制件,因冲裁此类的制件的凸凹模制造相对简单,精度容易保证,所以采用分别加工。对于落料模,由于冲制复杂形状制件的冲压模具,所以采用凸模与凹模配置的加工方法,使设计与制造变得方便。
冲孔时,凹模按凸模配加工凸模尺寸计算,凸模刃口尺寸计算如下:
= =
= =
= =
落料时,凹模按凸模配加工凸模尺寸配制,
= =
= =
= =
= =
4. 模具总体设计
(1)模具类型的选择
由冲压工艺分析可知,采用级进冲压,所以模具类型为级进模。
(2)定位方式的选择
因为该模具采用的是条料,控制条料的送进方向采用导料板,无侧压装置。控制条料的送进步距采用挡料销初定距,导正销精定距。而第一件的冲压位置可由活动挡料销定距。
(3)尺寸精度
从图1可知,该制件的公差等级为IT13级,用冲裁加工可以达到该精度要求。其余尺寸为自由公差,精度要求不高,所以均按IT14级确定制件公差。
(4)表面粗糙度
该制件的厚度为2,查表可知表面表面粗糙度Ra为6.3μm。冲裁件内、外形可到达的经济精度为0.16mm和0.23mm,两孔中心距公差为 0.12mm,孔中心与边缘距离尺寸公差为 0.6mm。
1
凹凸模预装
1)装配前仔细检查各凸模形状及尺寸以及凹模形孔,是否符合图纸要求尺寸精度,形状。
2)将各凸模分别与相应的凹模孔相配,检查其间隙是否加工均匀。不适合的应重新修磨或更换。
2
凸模装配
以凹模孔定位,将各凸模分别压入凸模固定板的形孔中,并牢固。
3
装配上模
1)在上模座上划中心线,按中心线预装凹模、垫板、凸模固定板
(3)冲压力的计算:
用平刃口模冲裁时,其冲裁力一般按下式计算:
Q235-A的抗拉强度 为370~500MPa,取 =440MPa。
所以 338153.6N=338.15KN
推件力: =16.9N
选择冲床总压力 =355.05N,查压力机规格表,根据总压力初选压力机为J23-40。
卸载力、推件力和顶件力系数如下:
凹模厚度H=kb=0.3 70=21mm,取H=25mm
凹模轮廓尺寸为130 150 25mm
对于多工位的级进模凹模可以按下表表1-23选取凹模尺寸,计算后按近似值选取标准凹模。所以取C为42。
表2
凹模一般都是采用螺钉、销钉定位和固定的。因此,螺钉孔和销钉孔之间的距离,螺钉孔和销钉孔距凹模边缘及刃口的距离不能太近,否则会影响模具的使用寿命。孔距的最小值见表3。
= =40+10+50+25+45-2=168mm
式中:h2为凸模冲裁后进入凹模的深度,h2=2mm
L—凸模长度,L=50mm
H—凹模厚度,H=25mm
可见该模具闭合高度小于所选压力机J23-40的最大装模高度(250 mm),可以使用。
6.模具总装图
通过以上设计,可得如图所示的模具总装图。模具上模部分主要由上模板、垫板、凸模(3个)、凸模固定板及卸料板等组成。卸料方式采用弹性卸料,以橡胶为弹性元件/下模部分由下模座、凹模板、导料板等组成。冲孔废料和成品件均由漏料孔漏出。
材料:Q235A
材料厚度:2mm
零件公差:IT13
展开板金件,设计一副冲孔、落料连续模。为弯曲模准备毛坯。
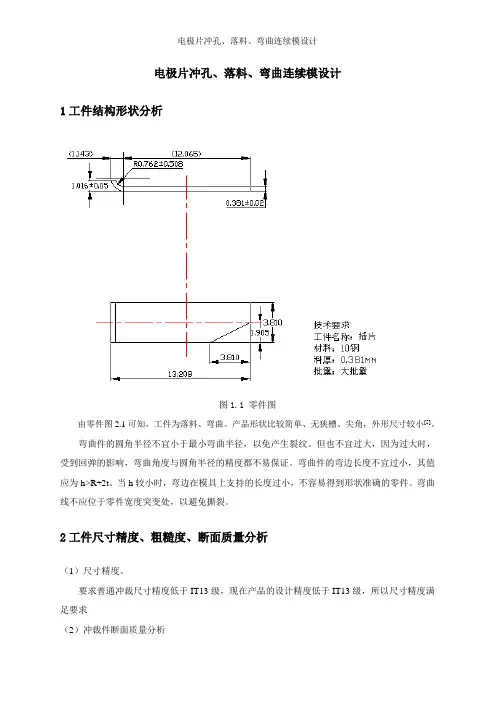
图1工件图
1.冲压件工艺性分析
(1)冲裁件结构形状分析
该冲裁件结构简单,从图中不难看出,此工件只有冲孔和落料两个工序。其外形为规则形,内部有两个小孔和一个方孔,结构较为简单适合冲裁。
(2)尺寸
制件图给出的外形为规则形,其尺寸为50*70,两个内孔直径为8mm和一个10*15mm的方孔,其尺寸如图1所示,制件厚度为2mm。属于中等尺寸的冲裁件。
因为宽度L=70mm,取搭边a=3.0mm, =2.0mm,条料宽度为 =76mm,步距为S=52mm,一个步距的材料利用率为77.4%。
图2
(2)压力中心的确定及相关计算
图a图3图b
图a:因为制件对称,压力中心一定在对称轴Y上,及x=0,由机械原理可以计算出,y=34.53mm。图b的压力中心为(39.31,34.57)。
2)在上模座上,用已经加工好的凹模分别确定其螺孔位置,并分别钻孔、攻丝
3)将上模座、垫板、凸模固定板、凹模装在一起,并用螺钉紧固,打入销钉
4
装配下模
1)在凹模中放入0.12mm的纸片,然后将凸凹模与固定板组合装入凹模,将上模翻转
2)预装下模,划出与凸凹模固定板相应的螺孔、销孔位置并钻铰螺孔、销孔
3)用螺钉将固定板组合、垫板、下模座连接在一起,但不要拧紧
图4
工件精度为IT13,Δ=0.54,磨损系数x=0.8
查表得冲裁双面间隙 =0.16, =0.10,校核满足 + ≤﹙ - ﹚
以凸模为基准件,根据凸模磨损后的尺寸变化情况,将零件图中各尺寸为别为:
第一类(A)尺寸: mm、 mm、 mm、 mm、 、 mm
第二类(B)尺寸: mm
第三类(C)尺寸:30 0.33mm、
(3)卸料,出件方式的选择
因为工件料厚2m,相对较薄,卸料力也比较小,故可采用固定卸料。又因为是级进模生产,所以采用下出件比较便于操作与提高生产效率。
(4)导向方式选择
为了提高模具寿命和工件治疗,方便安装调整,该级进模采用中间导柱的导向方式。
5. 主要零部件设计
(1)主要零件的结构设计
圆孔冲孔凸模
因为所冲的孔为圆形,而且都不属于需要特别保护的小凸模,所以冲孔凸模采用所示。
连杆调节长度:60mm
工作台尺寸(前后x左右):460x700mm
所以经过比较和根据任务要求,采用方案三最为合适。
3.主要设计计算
(1)排样方式的确定以及计算
设计级进模,先要设计条料排样图。工件图可视为一矩形中间冲孔,直排材料利用率最高。如图一所示的排样方法,可减少废料。第一次冲裁使用活动挡料销,然后第二次可用固定挡料销。
学习小结
通过这样学期对冲压工艺学的学习,本来是进行基本知识考试的,但是由于不能按时参加考试,所有只能回学校后在做此报告来作为考察,也谢谢伦师给了我这次机会,让我初步了解模具设计的基本步骤。
这几周的学习,从模具的基本冲裁,弯曲,拉深,到胀形与翻边,板料的冲压成形性能与成形极限,最后学到了冲模的机构与设计。在课堂上,老师也提出各种问题,让同学们踊跃的回答,这样既带动了课堂气氛,也让我们马上学马上用到。在本书中,主要学习了冲裁模具,这是一种实用简单的模具,但是在以后的工作中会很快的入手。所有,在课堂上我也认真的听讲,积极的回答问题。从刚开始的什么都不懂,到慢慢的对模具有一点认识,后来在老师的讲解下,基本上掌握了简单冲裁,拉深,弯曲,翻边胀形的工作过程和原理。
通过本次的冲压模具设计,让我对这门课有了重新的认识。让我学到了不同与课堂的新东西,增加了直接的动手能力。我相信,在以后的工作中能够努力的学习,在这次选修这门课的基础上,基于我现在所懂的,一定会对模具设计,及其它的机构和以后的运用有进一步的提升。虽然我计的模具不一定好,但是,我觉得通过不断努力,我可以设计一套实用的好模具!
表一
料厚
K(卸)
K(推)
K(顶)
钢
<=1
0.06~0.09
0.1
0.14
0.1~0.5
0.04~0.7
0065
0.08
0.5~2.5
0.025~0.06
0.05
0.06
2.5~6.5
0.02~0.05
0.045
0.05
>6.5
0.015~0.04
0.25
0.03
铝,铝合金
0.03~0.08
0.03~0.07
图5圆孔冲孔凸模
图6方孔冲孔凸模
图7落料凸模
结合工件外形并考虑加工,将落料凸模设计成直通式,采用线切割机床加工,2个M8螺钉固定在垫板上,与凸模固定板的配合按H6/m5。总长L可按公式计算:L= +h=14.4+14+1+20.6=50mm
凹模
凹模采用整体凹模,各冲裁的凹模孔均采用线切割机床加工,安排凹模具在模架上的位置时。要依据计算压力中心的数据,将压力中心与模柄范围内。其轮廓尺寸可按公式计算:
6.《机械制造技术》,李华,高等教育出版社
7.《冲压与成型设备》,孙凤勤主编,高等教育出版社
8.《模具制造工艺学》,郭铁良,机械工业出版社
4)将卸料板套装在已装入固定板的凸凹模上,装上橡胶和卸料螺钉,并调节橡胶的预压缩量,使卸料板高出凸凹模下端约1~2mm
5)复查凸凹模间隙并调整合适后,紧固螺钉
6)切纸检查,合适后打入销钉
5
试冲与调整
装机试冲,并根据试冲结果作相应调整
图9模具总装图
1.弹簧2.螺钉3.下模座4.导柱5.凹模6始用挡料销7.定位销8.螺钉9.导正销10.导套11.凸模固定板12.凸模垫板13.上模座14.螺钉15.模柄16.螺钉17.螺钉18.凸模19.螺钉20.固定卸料板21.托料板
条料送进时采用活动挡料销21作为粗定距,在落料凸模上安装2个导正销,利用条料上 mm的孔作为导正销孔导正,以此作为条料送进的精确定距。
7.冲压设备的选定
通过校核,选择开式双柱压力机J23-40能满足要求。起主要参数如下:
公称压力:400kN
滑块行程:80mm
最大闭合高度:330mm
最大装模高度:250mm
纯铜,黄铜
0.02~0.06
0.03~0.09
(4)工作零件刃口尺寸计算
在确定工作零件刃口尺寸计算方法之前,首先要考虑工作零件的加工方法及模具装配方法。这个模具采用级进模,冲孔的圆孔和方孔是简单规则形状的制件,因冲裁此类的制件的凸凹模制造相对简单,精度容易保证,所以采用分别加工。对于落料模,由于冲制复杂形状制件的冲压模具,所以采用凸模与凹模配置的加工方法,使设计与制造变得方便。
冲孔时,凹模按凸模配加工凸模尺寸计算,凸模刃口尺寸计算如下:
= =
= =
= =
落料时,凹模按凸模配加工凸模尺寸配制,
= =
= =
= =
= =
4. 模具总体设计
(1)模具类型的选择
由冲压工艺分析可知,采用级进冲压,所以模具类型为级进模。
(2)定位方式的选择
因为该模具采用的是条料,控制条料的送进方向采用导料板,无侧压装置。控制条料的送进步距采用挡料销初定距,导正销精定距。而第一件的冲压位置可由活动挡料销定距。
(3)尺寸精度
从图1可知,该制件的公差等级为IT13级,用冲裁加工可以达到该精度要求。其余尺寸为自由公差,精度要求不高,所以均按IT14级确定制件公差。
(4)表面粗糙度
该制件的厚度为2,查表可知表面表面粗糙度Ra为6.3μm。冲裁件内、外形可到达的经济精度为0.16mm和0.23mm,两孔中心距公差为 0.12mm,孔中心与边缘距离尺寸公差为 0.6mm。
1
凹凸模预装
1)装配前仔细检查各凸模形状及尺寸以及凹模形孔,是否符合图纸要求尺寸精度,形状。
2)将各凸模分别与相应的凹模孔相配,检查其间隙是否加工均匀。不适合的应重新修磨或更换。
2
凸模装配
以凹模孔定位,将各凸模分别压入凸模固定板的形孔中,并牢固。
3
装配上模
1)在上模座上划中心线,按中心线预装凹模、垫板、凸模固定板
(3)冲压力的计算:
用平刃口模冲裁时,其冲裁力一般按下式计算:
Q235-A的抗拉强度 为370~500MPa,取 =440MPa。
所以 338153.6N=338.15KN
推件力: =16.9N
选择冲床总压力 =355.05N,查压力机规格表,根据总压力初选压力机为J23-40。
卸载力、推件力和顶件力系数如下:
凹模厚度H=kb=0.3 70=21mm,取H=25mm
凹模轮廓尺寸为130 150 25mm
对于多工位的级进模凹模可以按下表表1-23选取凹模尺寸,计算后按近似值选取标准凹模。所以取C为42。
表2
凹模一般都是采用螺钉、销钉定位和固定的。因此,螺钉孔和销钉孔之间的距离,螺钉孔和销钉孔距凹模边缘及刃口的距离不能太近,否则会影响模具的使用寿命。孔距的最小值见表3。
= =40+10+50+25+45-2=168mm
式中:h2为凸模冲裁后进入凹模的深度,h2=2mm
L—凸模长度,L=50mm
H—凹模厚度,H=25mm
可见该模具闭合高度小于所选压力机J23-40的最大装模高度(250 mm),可以使用。
6.模具总装图
通过以上设计,可得如图所示的模具总装图。模具上模部分主要由上模板、垫板、凸模(3个)、凸模固定板及卸料板等组成。卸料方式采用弹性卸料,以橡胶为弹性元件/下模部分由下模座、凹模板、导料板等组成。冲孔废料和成品件均由漏料孔漏出。
材料:Q235A
材料厚度:2mm
零件公差:IT13
展开板金件,设计一副冲孔、落料连续模。为弯曲模准备毛坯。
图1工件图
1.冲压件工艺性分析
(1)冲裁件结构形状分析
该冲裁件结构简单,从图中不难看出,此工件只有冲孔和落料两个工序。其外形为规则形,内部有两个小孔和一个方孔,结构较为简单适合冲裁。
(2)尺寸
制件图给出的外形为规则形,其尺寸为50*70,两个内孔直径为8mm和一个10*15mm的方孔,其尺寸如图1所示,制件厚度为2mm。属于中等尺寸的冲裁件。
因为宽度L=70mm,取搭边a=3.0mm, =2.0mm,条料宽度为 =76mm,步距为S=52mm,一个步距的材料利用率为77.4%。
图2
(2)压力中心的确定及相关计算
图a图3图b
图a:因为制件对称,压力中心一定在对称轴Y上,及x=0,由机械原理可以计算出,y=34.53mm。图b的压力中心为(39.31,34.57)。
2)在上模座上,用已经加工好的凹模分别确定其螺孔位置,并分别钻孔、攻丝
3)将上模座、垫板、凸模固定板、凹模装在一起,并用螺钉紧固,打入销钉
4
装配下模
1)在凹模中放入0.12mm的纸片,然后将凸凹模与固定板组合装入凹模,将上模翻转
2)预装下模,划出与凸凹模固定板相应的螺孔、销孔位置并钻铰螺孔、销孔
3)用螺钉将固定板组合、垫板、下模座连接在一起,但不要拧紧
图4
工件精度为IT13,Δ=0.54,磨损系数x=0.8
查表得冲裁双面间隙 =0.16, =0.10,校核满足 + ≤﹙ - ﹚
以凸模为基准件,根据凸模磨损后的尺寸变化情况,将零件图中各尺寸为别为:
第一类(A)尺寸: mm、 mm、 mm、 mm、 、 mm
第二类(B)尺寸: mm
第三类(C)尺寸:30 0.33mm、
(3)卸料,出件方式的选择
因为工件料厚2m,相对较薄,卸料力也比较小,故可采用固定卸料。又因为是级进模生产,所以采用下出件比较便于操作与提高生产效率。
(4)导向方式选择
为了提高模具寿命和工件治疗,方便安装调整,该级进模采用中间导柱的导向方式。
5. 主要零部件设计
(1)主要零件的结构设计
圆孔冲孔凸模
因为所冲的孔为圆形,而且都不属于需要特别保护的小凸模,所以冲孔凸模采用所示。
连杆调节长度:60mm
工作台尺寸(前后x左右):460x700mm