冲孔落料件冷冲模具设计
- 格式:doc
- 大小:273.00 KB
- 文档页数:15
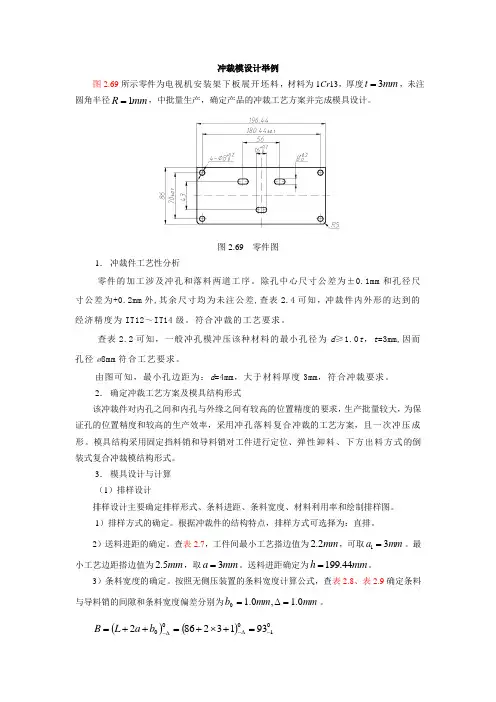
冲裁模设计举例图2.69所示零件为电视机安装架下板展开坯料,材料为1Cr 13,厚度mm t 3=,未注圆角半径mm R 1=,中批量生产,确定产品的冲裁工艺方案并完成模具设计。
图2.69 零件图1. 冲裁件工艺性分析零件的加工涉及冲孔和落料两道工序。
除孔中心尺寸公差为±0.1mm 和孔径尺寸公差为+0.2mm 外,其余尺寸均为未注公差,查表2.4可知,冲裁件内外形的达到的经济精度为IT12~IT14级。
符合冲裁的工艺要求。
查表2.2可知,一般冲孔模冲压该种材料的最小孔径为d ≥1.0t ,t =3mm,因而孔径ø8mm 符合工艺要求。
由图可知,最小孔边距为:d =4mm ,大于材料厚度3mm ,符合冲裁要求。
2. 确定冲裁工艺方案及模具结构形式该冲裁件对内孔之间和内孔与外缘之间有较高的位置精度的要求,生产批量较大,为保证孔的位置精度和较高的生产效率,采用冲孔落料复合冲裁的工艺方案,且一次冲压成形。
模具结构采用固定挡料销和导料销对工件进行定位、弹性卸料、下方出料方式的倒装式复合冲裁模结构形式。
3. 模具设计与计算(1)排样设计排样设计主要确定排样形式、条料进距、条料宽度、材料利用率和绘制排样图。
1)排样方式的确定。
根据冲裁件的结构特点,排样方式可选择为:直排。
2)送料进距的确定。
查表2.7,工件间最小工艺搭边值为mm 2.2,可取mm a 31=。
最小工艺边距搭边值为mm 5.2,取mm a 3=。
送料进距确定为mm h 44.199=。
3)条料宽度的确定。
按照无侧压装置的条料宽度计算公式,查表2.8、表2.9确定条料与导料销的间隙和条料宽度偏差分别为mm mm b 0.1,0.10=∆=。
()()0100093132862-∆-∆-=+⨯+=++=b a L B4)材料利用率的确定。
%08.91%10044.1999344.19686=⨯⨯⨯==Bh A η 4)绘制排样图。
摘要本论文应用所学专业理论课程和生产实际知识进行了冷冲压模具设计工作的实际训练,从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容。
通过设计与制造,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本技能,懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了相应工程设计规范和标准,同时对相关的课程进行了全面的复习,使独立思考能力有了提高。
本设计采用落料冲裁级进模,能较好地实现落料及落料件的修边,模具设计制造简便易行。
落料冲裁效果好,能极大地提高生产效率。
在设计中因落料冲裁凹模设计较为重要,充分考虑到其落料冲裁模口形状,否则易影响落料冲裁件的形状。
而且要考虑到修模的方便,因此在设计中采用了镶块,即使是凹模出现问题需要修理,可以在很短的时间内替换损坏的镶块,为再次投入生产节约时间,能提高生产效率。
主要工序包括:a冲孔,b冲裁,c落料。
本设计分别论述了产品工艺分析,冲压方案的确定,工艺计算,模板及主要零件设计,模具装配等问题。
本设计的内容是确定复合模内型和结构形式以及工艺性,绘制模具总图和非标准件零件图。
关键词:冷冲压,冲裁,落料,前言随着科学技术的发展需要,模具已成为现代化不可缺少的工艺装备,模具设计是机械专业一个最重要的教学环节,是一门实践性很强的学科,是我们对所学知识的综合运用,通过对专业知识的综合运用,使学生对模具从设计到制造的过程有了基本的了解,为以后的工作及进一步学习深造打下了坚实的基础。
毕业设计的主要目的有两个:一是让学生掌握查阅查资料手册的能力,能够熟练的运用工程软件进行模具设计。
二是掌握模具设计方法和步骤,了解模具的加工工艺过程。
本文是落料冲裁级进模设计说明书,结合模具的设计和制作,广泛听取各位人士的意见,经过多次修改和验证编制而成。
为了达到设计的规范化,标准化和合理性,本人通过查阅多方面的资料文献,力求内容简单扼要,文字顺通,层次分明,论述充分。
《冷冲压工艺与模具设计》课程实验指导书一模具安装与冲裁间隙实验二典型结构模具拆装三最小弯曲半径测定和弯曲件回弹四拉深变形金属流动实验五最小拉深系数测定及拉深件起皱、拉裂实验六模具装配及试模实验一模具安装与冲裁间隙实验一实验目的1.了解模具安装过程。
2.了解间隙大小、凸凹模刃口状态对冲裁件断面质量的影响。
3.了解间隙大小对冲裁件尺寸精度的影响。
二实验内容⒈ 在压力机上安装与调整模具,是一件很重要的工作,它直接影响到冲件质量和安全生产。
因此,安装和调整冲模不但要熟悉压力机和模具的结构性能,而且要严格执行安全操作制度。
冲模安装的一般注意事项有:检查压力机上的打料装置,将其暂时调整到最高位置,以免在调整压力机闭合高度时被压弯;检查模具的闭合高度与压力机的闭合高度是否合理;检查下模顶杆和上模打料杆是否符合压力机的打料装置的要求(大型压力机则应检查气垫装置);模具安装前应将上下模板和滑块底面的油污揩拭干净,并检查有无遗物,防止影响正确安装和发生意外事故。
⒉ 冲裁间隙是指冲裁模中凸、凹模刃口尺寸的差值。
间隙值对冲裁件质量、冲裁力和模具寿命都有很大的影响,是冲裁工艺与冲裁模设计中的一个重要的工艺参数。
间隙大小合适,则可得到好的断面质量;同样,刃口锐利,也可得到好的断面质量;间隙大小合适,得到的冲裁件尺寸精度高,即零件的实际尺寸和冲模工作部分的尺寸之间的偏差小。
三实验用设备、工具和材料1.设备:25T曲柄冲床。
2.工具:冲裁模一套千分尺放大镜钢皮尺固定模具的工具等。
3.材料:A3钢板t=3(mm)四实验步骤1.冲裁模的安装(1)根据冲模的闭合高度调整压力机滑块的高度,使滑块在下极点时其底平面与工作台面之间的距离大于冲模的闭合高度。
(2)先将滑块升到上极点,冲模放在压力机工作台面规定位置,再将滑块停在下极点,然后调节滑块的高度,使其底平面与上模座上平面接触。
带有模柄的冲模,应使模柄进入模柄孔,并通过滑块上的压块和螺钉将模柄固定住。

课程设计任务书课程设计题目:连接板冲孔落料级进模学院:专业:学生姓名:学号:指导老师:目录摘要.................................................... (2)一课程设计题目.................................................... .4二冲裁件的工艺性计题目 (4)三模具的结构与工序安排,冲件 (5)四根据模具类型画排样图,计算材料利用率 (5)五冲,推,卸料力的计算................................................... .. (7)六选择冲压设备................................................... .. (8)七压力中心的计算................................................... . (9)八凸凹模工作刃口计算................................................... (10)九冲裁模主要零部件的结构设计 (12)总结.................................................... (15)参考文献 (16)摘要目前,模具的设计特别是冲压模具的设计在现代化制造行业起着越来越重要的作用。
本次设计是从零件的工艺性分析开始,根据工艺要求确定设计的基本思路。
在分析冲压变形过程及冲压件质量影响因素的基础上,经过方案比较,选择级进模作为该模具工艺生产方案。
然后设计模具的工作部分,即凸、凹模的设计。
包括冲压工艺计算、工艺方案制订和冲模设计以及典型零件的工艺分析。
设计中涉及冲压变形过程分析、冲压件质量及影响因素、间隙确定、刃口尺寸计算原则和方法、排样设计、冲压力与压力中心计算、冲压工艺性分析与工艺方案确定、冲压典型结构、零部件设计及模具标准应用、冲压模具设计方法与步骤等。
I摘要本次设计了一套冲孔﹑落料的模具。
经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比,采用冲孔落料工序,通过冲裁力、顶件力、卸料力等计算,确定模具的类型。
得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。
在论文中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性,接着是对冲压件的工艺分析,完成了工艺方案的确定。
第二部分,对零件排样图的设计,完成了材料利用率的计算。
再进行冲裁工艺力的计算和冲裁模工作部分的设计计算,对选择冲压设备提供依据。
最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据。
通过前面的设计方案画出模具各零件图和装配图。
本模具性能可靠,运行平稳,能够适应大批量生产要求,提高了产品质量和生产效率,降低劳动强度和生产成本。
关键词:冲压;落料冲孔模;模具结构;目录1冲压基础知识 (1)2工艺分析 (3)2.1零件的功用与经济性分析 (3)2.2零件钣金成形工艺性分析 (3)2.2.1结构形状与尺寸分析: (3)2.2.2 精度与表面粗糙度 (4)2.2.3 材料 (4)3制定工艺方案 (5)3.1工艺方案的分析 (5)3.2工艺方案的确定 (5)4工艺计算 (6)4.1排样及材料的利用率 (6)4.11排样的选用原则 (6)4.12材料利用率的计算 (6)4.2落料力、冲孔力、卸料力、推件力的计算 (7)4.4模具刃口的尺寸和公差的确定 (10)4.41冲裁间隙的确定 (10)4.42凸、凹模刃口尺寸计算 (10)5 主要零部件设计 (13)5.1 凹模设计 (13)5.2 凸模的设计 (14)5.3 凸凹模设计 (15)5.4 卸料橡胶的设计 (16)5.5 卸料板的设计 (17)5.6 固定板的设计 (17)5.7 上下模座、模柄的选用 (18)6 冲压设备的校核与选定 (20)6.1 冲压设备的校核 (20)6.2 冲压设备的选用 (20)7 绘制模具总装图及零件图 (21)7.1装配图绘制 (21)参考文献 (22)1冲压基础知识冲压是利用模具使板料沿一定的轮廓形状产生分离的一种冲压工序。
湖南农业大学东方科技学院课程设计说明书需图纸,联系QQ153893706课程名称:冷冲压模具设计与制造题目名称:冲孔落料连续模班级:2008级机制专业机制三班姓名:学号:指导教师:评定成绩:教师评语:指导老师签名:年月目录冷冲压的概述 (2)冲压工艺的特点及其应用 (2)模具设计的主要内容 (3)一、零件设计总图 (3)二、冲压件的工艺分析 (4)四、冲裁工艺方案 (5)五、排样 (8)六、计算冲压力 (10)七、确定模具压力中心 (10)八、计算凸凹模刃口尺寸 (12)九,凸模和凹模工作部分尺寸的设计计算 (13)十、磨具其他装置的设计 (15)十一、模架的选择 (16)十二、压力机相关参数的计算 (17)十三、装配图 (17)十四、结论 (17)十五、参考文献 (18)1。
冷冲压的概述:冷冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状,尺寸和性能的零件加工方法。
它是压力加工方法的一种,是机械制造中先进的加工方法之一。
在冷冲压加工中,冷冲模就是冲压加工所用的工艺设备,没有先进的冷冲模,先进的冲压工艺就无法实现。
冷冲压工序的分类:由于冷冲压加工的零件形状、尺寸、精度要求、批量大小、原材料性能等不同,其冲压方法可分为分离工序和变形工序两大类。
冷冲压可分为5个基本工序:冲裁使板料实现分离的冲压工序。
弯曲将金属材料沿弯曲线弯成一定的角度和形状的冲压工序。
拉伸将平面板料变成各种开口空心件,或者把空心件的尺寸作进一步改变的冲压工序。
成形用各种步同性质的局部变形来改变毛坯或冲压件形状的冲压工序。
立体压制将金属材料体积重新分布的冲压工序。
冲压工艺的特点及应用冷冲压工艺与其他加工方法相比,有以下特点:用冷冲压加工方法可以得到形状复杂,用其他加工方法难以加工的工件。
冷冲压的尺寸精度是由模具保证的,因此,尺寸稳定,互换性好。
材料利用率高,工件质量轻,刚性好,强度高,冲压过程耗能少,因此工件成本较低。
在传统的工业生产中,工人生产的劳动强度大、劳动量大,严重影响生产效率的提高。
随着当今科技的发展,工业生产中冲压模具的使用已经越来越引起人们的重视,而被大量应用到工业生产中来。
冲压模具的自动送料技术也投入到实际的生产中,冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
本文介绍了级进模冷冲压成形过程,并且简要分析了坯料形状、尺寸,排样、裁板方案,冲压工序性质、数目和顺序的确定。
进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。
还具体分析了模具的主要零部件(如凸凹模、卸料装置、垫板、凸模固定板等)的设计与制造,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程。
列出了模具所需零件的详细清单,并给出了合理的装配图。
通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。
关键词:级进模具;冲压模具;模具设计;工艺In the traditional industrial production, the worker works very hard and there are too much work for them, so the efficiency is low. With the development of the science and technology nowadays, the use of punching die in the industrial production gain more attention, and be used in the industrial production more and more. Self-acting feed technology of punching die is also used in production, punching die could increase the efficiency of production and could alleviate the work burden,so it has significant meaning in technologic progress and economic value.This article describes the anti-theft lock picks cold stamping process ,and a brief analysis of the blank shape, size, layout, the Conference Board, stamping processes in nature, number and sequence determination. For the process, the center of pressure, the die size and the tolerance of the calculation, design mold. Also analyzes the mold of the main components (such as punch and die and dump devices, slates, Punch plate, etc.) design and manufacturing, stamping equipment selection, punch-gap adjustment and establishment of a vital parts machining process. Die requirements set out a detailed list of parts, and gives a reasonable assembly. By fully utilizing modern manufacturing technology to mold traditional mechanical parts for structural improvements, design optimization, Process optimization methods can greatly enhance production efficiency, the method of similar products have some reference.Key words: anti-theft lock picks;punching die;Mold design; process目录1 综论 (1)1.1 冲压的定义和特点 (1)1.2 冲压基本工序 (2)1.3 冲压模具 (3)1.3.1冲压模具的定义 (3)1.3.2冲压模具的分类 (4)1.4 我国冲压技术的现状 (4)1.5 冲压技术的发展趋势 (4)1.6 冲压模具的设计步骤 (6)1.6.1取得必要的资料 (6)1.6.2确定工艺方案及模具结构形式 (6)1.6.3进行必要的工艺计算 (6)1.6.4模具的总体设计 (7)1.6.5模具主要零部件的结构设计 (7)1.6.7选定冲压设备 (7)1.6.8绘制模具总图 (7)1.6.9绘制各非零件的零件图 (7)1.7.0填写模具记录卡和编写冲压工艺文件 (8)2冲压工艺设计 (8)2.1 冲压件的工艺性分析 (8)2.1.1结构工艺性 (8)2.1.2尺寸精度与粗糙度 (9)2.1.3冲裁件的材料 (9)2.2 工艺方案的确定 (9)3 冲压模具总体结构设计 (10)3.1 模具类型 (10)3.2 操作与定位方式 (10)3.3 卸料与出件方式 (10)3.4 模架类型及精度 (11)4 模具设计工艺计算 (12)4.1 排样设计与计算 (12)4.2 冲压力的计算 (12)4.3 压力中心的确定 (13)4.4 冲裁模间隙的确定 (13)4.5 刃口尺寸的计算 (14)4.5.1刃口尺寸计算的基本原则 (14)5 模具零件的设计 (16)5.1 工艺零件的结构设计 (16)5.1.1冲孔凸模的设计 (16)5.1.2卸料板的设计 (16)5.1.3导料板的设计 (18)5.1.4导正销 (18)5.2 辅助零件的结构设计 (18)5.2.1选择模架 (18)5.2.2模柄 (19)5.2.3模具的闭合高度 (19)6冲压工艺过程卡 (21)结论 (22)谢辞 (23)参考文献 (24)1.1 冲压的定义和特点冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
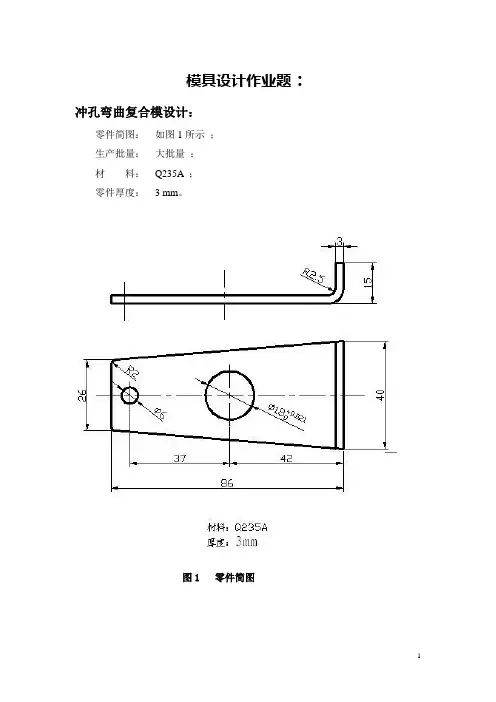
模具设计作业题:冲孔弯曲复合模设计:零件简图:如图1所示;生产批量:大批量;材料:Q235A ;零件厚度: 3 mm。
图1 零件简图1、冲压件的工艺分析以及方案的确定通过对冲压件图样的分析得出对于这类工件,一般采用先落料、冲孔,再弯曲的加工顺序进行加工。
如果把三道工序放到一起,可以大大提高工作效率,降低整个模具的开发成本,能够减轻工作量,节约能源,产品质量稳定而且在加工时不需再将手伸入模具空间, 保护了操作者的人身安全。
将三道工序复合在一起,可以有以下两个不同的工艺方案:方案一、先落料,然后冲孔和弯曲在同一工步;方案二、冲孔为同一工步首先完成,然后再进行弯曲。
采用第一种方案加工工件,不易保证长度尺寸的精度,而且容易磨损内孔冲头,降低模具寿命。
经分析、比较最后确认方案二。
对弯曲的回弹,可以用减小间隙的方法来避免或减小回弹。
该冲压件的形状较为简单对称,由《冷冲压成形工艺与模具设计制造》中的表4-9和表4-11查的,冲裁件内外形达到的经济精度为IT12~IT13,弯曲部分用r=2.5mm 的圆角进行过渡。
除孔0.021018+Φmm 有精度要求外, 其余尺寸的精度要求不高。
Q235- A 钢冲压性能较好, 孔与外缘的壁厚较大, 复合模中的凸凹模壁厚部分具有足够的强度。
因此, 该工件采用落料、冲孔及弯曲复合模加工较合理。
2、主要工艺参数的计算2.1 毛坯尺寸的计算在计算毛坯尺寸前,需要先确定弯曲前的形状和尺寸,又有弯曲半径 r=2.5mm > 0.5t=0.5x3=1.5mm,故这类弯曲件变薄不严重,横断面畸变较小,可以按应变中性层展开长度等于毛坯长度的原则计算毛坯尺寸,即: 12++()180ar kt L l l π+=式中的L ——毛坯的展开长度,k ——与变形程度有关的系数,r K t==2.53 =0.83查书本中表4-5利用插值法算得 k=0.4064,带入数据L=9.5+80.5+3.1490(2.50.40643)180⨯+⨯=95.84 mm2.2 排样的设计与计算排样设计主要确定排样形式、送料步距、条料宽度、材料利用率和绘制排样图。
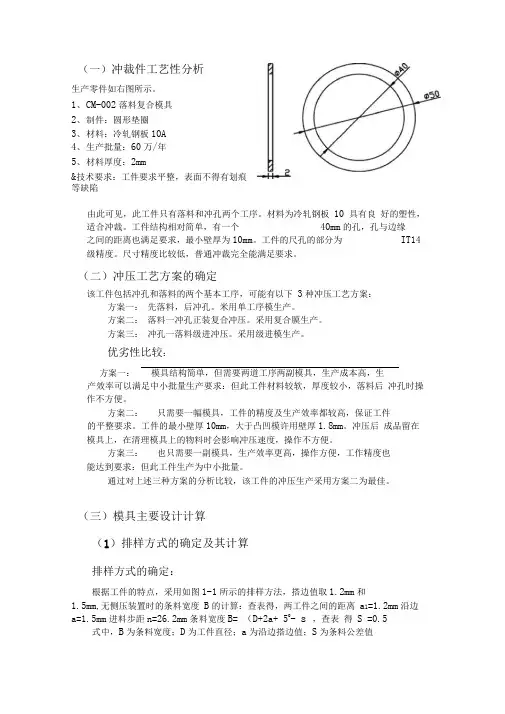
(一)冲裁件工艺性分析生产零件如右图所示。
1、C M-002落料复合模具2、制件:圆形垫圈3、材料:冷轧钢板10A4、生产批量:60万/年5、材料厚度:2mm&技术要求:工件要求平整,表面不得有划痕等缺陷由此可见,此工件只有落料和冲孔两个工序。
材料为冷轧钢板10 具有良好的塑性,适合冲裁。
工件结构相对简单,有一个40mm的孔,孔与边缘之间的距离也满足要求,最小壁厚为10mm。
工件的尺孔的部分为IT14 级精度。
尺寸精度比较低,普通冲裁完全能满足要求。
(二)冲压工艺方案的确定该工件包括冲孔和落料的两个基本工序,可能有以下3种冲压工艺方案:方案一:先落料,后冲孔。
米用单工序模生产。
方案二:落料一冲孔正装复合冲压。
采用复合膜生产。
方案三:冲孔一落料级进冲压。
采用级进模生产。
优劣性比较:方案一:模具结构简单,但需要两道工序两副模具,生产成本高,生产效率可以满足中小批量生产要求:但此工件材料较软,厚度较小,落料后冲孔时操作不方便。
方案二:只需要一幅模具,工件的精度及生产效率都较高,保证工件的平整要求。
工件的最小壁厚10mm,大于凸凹模许用壁厚1.8mm。
冲压后成品留在模具上,在清理模具上的物料时会影响冲压速度,操作不方便。
方案三:也只需要一副模具,生产效率更高,操作方便,工作精度也能达到要求:但此工件生产为中小批量。
通过对上述三种方案的分析比较,该工件的冲压生产采用方案二为最佳。
(三)模具主要设计计算(1)排样方式的确定及其计算排样方式的确定:根据工件的特点,采用如图1-1所示的排样方法,搭边值取1.2mm和1.5mm,无侧压装置时的条料宽度B的计算:查表得,两工件之间的距离a1=1.2mm沿边a=1.5mm进料步距n=26.2mm条料宽度B= (D+2a+ 50- s ,查表得S =0.5 式中,B为条料宽度;D为工件直径;a为沿边搭边值;S为条料公差值所以B=97.4°-0.5mm(2)材料利用率的计算:方案A:布距A为26.2mm,查板材标准,选1000x2000mm的钢板。
冲孔落料件冷冲模具设计《张剑雄》目录摘要I引言II1. 冲压件工艺性分析2. 冲压工艺方案的确定2.1 工序性质的确定2.2工序数量的确定2.3工序顺序的安排2.4工序定位基准和定位方式的选择3. 要紧设计运算3.1 排样方案的确定及运算3.2 冲压力的运算3.3 压力中心的确定及相关运算3.4工件零件刃口的运算3.5 卸料橡胶的设计4. 模具总体设计4.1 模具类型的选择4.2 卸料,出件方式的选择4.3定位导向方式选择5. 要紧零部件设计5.1 落料凸模的设计5.2 冲孔凸模的设计5.3 凹模的设计6.冲压模具零件加工工艺的编制9.1凹模加工工艺过程……………………………………………………………………… 9.2凸模加工工艺过程………………………………………………………………………9.3卸料板加工工艺过程…………………………………………………………………….9.4凸模固定板加工工艺过程……………………………………………………………….9.5上模座加工工艺过程....................................................9.6下模座加工工艺过程……………………………………………………………………9.7导料板加工工艺过程……………………………………………………………………7.模具总装图及设备的选定7.1模具的总装图7.2 设备的选定8.工作零件的加工工艺9. 模具的装配要紧参考文献设计小结摘要我国冲压模具不管在数量上,依旧在质量、技术和能力等方面都已有了专门大进展,但与国民经济需求和世界先进水平相比,差距仍专门大,一些大型、周密、复杂、长寿命的高档模具每年仍大量进口,专门是中高档轿车的覆盖件模具,目前仍要紧依靠进口。
因而只有培养模具人才才能缩小我国同发达国家之间的距离。
这次毕业设计我设计的是手柄冲裁模,利用的是级进模生产的。
级进模,又称为多工位级进模、连续模、跳步模,它是在一副模具内,按所加工的工作分为若干等距离的工位,在每个工位设置一个或几个差不多冲压工序,来完成冲压工作某部分的加工。
冲孔落料件冷冲模具设计目录1. 冲压件工艺性分析———————————————————(1)2.冲压工艺方案的确定——————————————————(3)3. 主要设计计算(1)排样方式的确定以及计算—————————————————————(3)(2)压力中心的确定及相关计算————————————————————(3)(3)冲压力的计算—————————————————————————(4)(4)工作零件刃口尺寸计算——————————————————————(4)(5)卸料橡胶的设计—————————————————————————(5)4.模具总体设计(1)模具类型的选择————————————————————————(5)(2)定位方式的选择———————————————————————(5)(3)卸料,出件方式的选择—————————————————————(6)(4)导向方式选择—————————————————————————(6)5. 主要零部件设计(1)主要零件的结构设计———————————————————————(6)(2)定位零件的设计—————————————————————————(8)(3)导料板的设计——————————————————————————(8)(4)卸料板部件设计—————————————————————————(8)(5)模架及其他零部件设计——————————————————————(8)6.模具总装图7.冲压设备的选定——————————————————————(8)8.工作零件的加工工艺—————————————————————(8)9. 模具的装配—————————————————————————(10)主要参考文献————————————————————————(12)设计小结——————————————————————————(12)工件名称:冲孔落料件工件简图:如下图生产批量:大批量材料:紫铜材料厚度:1mm要求:1.完成模具总装图(3D电子文档);2.完成总装配图,图纸符合国家制图标准;3.绘制工程图,图纸符合国家制图标准;4.编写设计说明书。
落料-冲孔冲压工艺及模具设计目录第一章零件设计任务....................................................................................................................... 第二章冲裁件的工艺分析...............................................................................................................2.1工件材料...............................................................................................................................2.2工件结构形状.......................................................................................................................2.3工件尺寸精度....................................................................................................................... 第三章冲裁工艺方案....................................................................................................................... 第四章模具结构形式的选择...........................................................................................................4.1模具的类型的选择...............................................................................................................4.2卸料装置...............................................................................................................................4.2.1.条料的卸除 ..........................................................................................................4.2.2卸料方式 ..........................................................................................................................4.3定位装置...............................................................................................................................4.3.1.送料形式.................................................................................................................4.3.2.定位零件:.............................................................................................................4.4.模架类型及精度...................................................................................................................4.4.1.模架.........................................................................................................................4.4.2.精度............................................................................................................................ 第五章冲压工艺计算:...................................................................................................................5.1.排样....................................................................................................................................5.1.1.排样方案分析.........................................................................................................5.1.2.计算条料宽度.....................................................................................................5.1.3.确定布距:.............................................................................................................5.1.4.计算材料利用率.....................................................................................................5.2.冲压力计算.....................................................................................................................5.2.1.冲裁力计算.............................................................................................................5.2.2.卸料力、顶件力的计算.........................................................................................5.3.压力中心的计算................................................................................................................5.4.模具工作部分尺寸及公差................................................................................................5.4.1.落料凸凹模尺寸.....................................................................................................5.4.2.冲孔凸凹模尺寸..................................................................................................... 第六章主要零部件设计.................................................................................................................6.1.凹模的设计........................................................................................................................6.2.凸模的设计........................................................................................................................6.2.1.冲孔凸模:................................................................................................................6.2.2.落料凸模....................................................................................................................6.2.3.凸模的校核:.........................................................................................................6.3.固定板的设计....................................................................................................................6.3.1.凸模固定板: ...............................................................................................................6.4.模架以及其他零部件的选用............................................................................................ 第7章校核模具闭合高度及压力机有关参数...............................................................................7.1 校核模具闭合高度..............................................................................................................7.2 冲压设备的选定.................................................................................................................. 第8章设计并绘制模具总装图及选取标准件............................................................................... 第9章结论..................................................................................................................................... 第10章参考资料……………………………………………………………………………第一章零件设计任务材料为ST12,材料厚度为2mm,大批生产。
摘要冲压模具在实际工业生产中应用广泛。
随着当今科技的发展,工业生产中模具的使用已经越来越引起人们的重视,而被大量应用到工业生产中来。
冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
本设计进行了落料模具的设计。
文中简要概述了冲压模具目前的发展状况和趋势。
对产品进行了详细工艺分析和工艺方案的确定。
按照冲压模具设计的一般步骤,计算并设计了本套模具上的主要零部件,如:凸模、凹模、凸模固定板、垫板、凹模固定板、卸料板、导尺、挡料销、导正销等。
模架采用标准模架,选用了合适的冲压设备。
设计中对工作零件和压力机规格均进行了必要的校核计算。
此外,本模具采用使用固定挡料销。
模具的落料凸模用固定板固定,便于调整间隙;落料凹模则采用整体固定板固定。
落料凸模内装有导正销,保证了工件上孔和外形的相对位置准确,提高了加工精度。
如此设计出的结构可确保模具工作运行可靠和冲压产品大批量生产的要求。
关键词:冲压;模具;制造;模具设计;冲裁;落料AbstractPunching die has been idely used in industrial production.In the traditional With the development of the science and technology nowadays,the use of punching die in the industial production gain more attention, and be used in the industrial production more and more.Self-acting feed technology of punching die is also used in production, punching die could increase the efficience of production and could alleviate the work burden,so it has significant meaning in technologic progress and economic value.The design of the blanking composite modulus design. This paper briefly outlined the Stamping Die current development status and trends. The product of a detailed analysis and the identification process. Stamping die design in accordance with the general steps to calculate and design the sets on the main mold parts such as : punch and die. Punch plate plate Die plate and dump plates I. feet behind the sales marketing and other derivative is. Die-standard model planes to choose a suitable stamping equipment. Design work on the parts and specifications will press for the necessary checking calculation. In addition the die block used only with marketing materials and Crook block behind the marketing materials. Punch and Die blanking punch were different plate fixed to facilitate adjustment gap; Punch and Die blanking die is used overall fixed plate. Blanking punch contents is a derivative sales and guarantee the workpiece and the shape of the holes in the relative position accurately improve processing accuracy. So the structure is designed to ensure reliable operation of die stamping products and mass production requirements.Key word: punching;die;manufacture;die design;punching;blanking目录摘要 (I)Abstract................................................................................................ I I 1 绪论 (1)1.1冲压模具行业发展现状 (1)1.2冲压模具制造技术发展趋势 (2)1.3冲压工艺的基本知识 (4)1.4冲裁变形分析 (5)1.4.2冲裁时板料的变形过程 (7)1.4.3冲裁件断面质量及其影响因素 (8)2落料模具的冲压工艺性分析 (12)2.1冲压工艺规程 (12)2.2设计题目 (15)2.3冲压件工艺计算 (15)2.4模具工艺方案的确定 (15)3落料模具的工艺计算 (17)3.1排样设计 (17)3.2压力与压力中心计算 (18)3.2.1冲压力 (18)3.2.2 卸料力 (18)3.2.3推件力 (18)3.2.4模具总冲压力 (19)3.3压力中心 (19)3.4作零件刃口尺寸计算 (20)3.4.1刃口尺寸计算原则 (21)3.4.2刃口尺寸计算 (21)3.5冲床选用 (21)3.5.1冲压设备的选择原则 (21)3.5.2压力机的选择 (23)4主要零部件的结构设计 (24)4.1工作部分零件 (24)4.1.1凸模的结构形式和紧固联结方式 (24)4.1.2凹模的结构形式设计及固定形式的选择 (25)4.2定位零件 (27)4.2.1挡料销的选择 (27)4.2.2导料销的选择 (28)4.3卸料装置 (28)4.3.1卸料装置中关系尺寸的计算 (29)4.3.2 卸料弹簧的选用 (30)4.4导向零件 (31)4.5夹持及支持零件 (33)4.5.1模座的选择 (33)4.5.2模具闭合高度计算 (33)5典型零件的加工工艺编制 (34)5.1落料凹模加工工艺过程 (34)5.2落料凸模加工工艺过程 (35)5.3凸模座加工工艺过程 (36)5.4凸模压板加工工艺过程 (37)5.5卸料板加工工艺过程 (38)5.6上模座加工工艺过程 (39)5.7下模座加工工艺过程 (40)参考文献 (41)致谢 (42)附录 (44)1 绪论1.1冲压模具行业发展现状改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
冲孔落料件冷冲模具设计
目录
1. 冲压件工艺性分析———————————————————(1)
2.冲压工艺方案的确定——————————————————(3)
3. 主要设计计算
(1)排样方式的确定以及计算—————————————————————(3)(2)压力中心的确定及相关计算————————————————————(3)(3)冲压力的计算—————————————————————————(4)(4)工作零件刃口尺寸计算——————————————————————(4)(5)卸料橡胶的设计—————————————————————————(5)
4.模具总体设计
(1)模具类型的选择————————————————————————(5)(2)定位方式的选择———————————————————————(5)
(3)卸料,出件方式的选择—————————————————————(6)(4)导向方式选择—————————————————————————(6)
5. 主要零部件设计
(1)主要零件的结构设计———————————————————————(6)(2)定位零件的设计—————————————————————————(8)(3)导料板的设计——————————————————————————(8)(4)卸料板部件设计—————————————————————————(8)(5)模架及其他零部件设计——————————————————————(8)
6.模具总装图
7.冲压设备的选定——————————————————————(8)
8.工作零件的加工工艺—————————————————————(8)
9. 模具的装配—————————————————————————(10)主要参考文献————————————————————————(12)
设计小结——————————————————————————(12)
工件名称:冲孔落料件
工件简图:如下图
生产批量:大批量
材料:紫铜
材料厚度:1mm
要求:1.完成模具总装图(3D电子文档);
2.完成总装配图,图纸符合国家制图标准;
3.绘制工程图,图纸符合国家制图标准;
4.编写设计说明书。
(A4纸打印)
工件图
此工件只有冲孔和落料两个工序。
材料为紫铜,具有良好的冲压性能,适合冲裁。
工件结果简单,有2个直径8mm的孔;孔与孔,孔与边缘之间的距离满足要求,工件的尺寸全部为自由公差,可看着IT14级,尺寸精度底,普通冲裁就能满足要求。
该工件包括落料冲孔两个基本工序,可有以下三种工艺方案:
方案一:先落料,后冲孔。
采用单工序模生产。
方案二:落料—冲孔复合冲压。
采用复合模生产。
方案三:冲孔—落料级进冲压。
采用级进模生产。
方案一模具结构简单,但需要两道工序两套模具,成本高而生产效率低,难以满足大批量生产要求。
方案二只需一套模具,工作精度及生产效率都比较高,但制造难度大,并且冲压成品件留在模具上,清理模具上的物料影响冲压速度,操作不方便。
方案三也只需要一副模具,生产效率高,操作方便,设计简单,由于工件精度要求不高,完全能满足工件技术要求。
所以经过比较,采用方案三最为合适。
3.主要设计计算
(1)排样方式的确定以及计算
设计级进模,先要设计条料排样图。
工件图可视为一矩形中间两个孔,直排材料利用率最高。
如图一所示的排样方法,可减少废料。
第一次冲裁使用活动挡料销,然后第二次可用固定挡料销。
搭边值取1mm,壁厚取1.5mm,条料宽度为63.5mm,步距为21mm,一个步距的材料利用率为76%
(2)压力中心的确定及相关计算
画出凹模型口图如下;通过软件得出压力中心点(-2.89,0)。
(3)冲压力的计算
该模具采用级进模,选择弹性卸料,下出件。
冲压力的相关计算见表1
根据计算结果,冲压设备拟选择J23-25。
(4)工作零件刃口尺寸计算
在确定工作零件刃口尺寸计算方法之前,首先要考虑工作零件的加工方法及模具装配方法。
结合该模具的特点,工作零件的形状相对较简单,适宜采用线切割机床分别加工落料凸模,凹模,凸模固定板,卸料板,这种加工方法可以保证这些零件各个孔的同轴度,使装配简化。
因此工作零件刃口尺寸计算就按分开加工的方法来计算,具体计算见表二所示。
(5)卸料橡胶的设计
卸料橡胶的设计计算见表三。
选用的4快橡胶板的厚度无比一致,不然会造成受力不均匀,运动产生歪斜,影响模具的正常工作。
4. 模具总体设计
(1)模具类型的选择
由冲压工艺分析可知,采用级进冲压,所以模具类型为级进模。
(2)定位方式的选择
因为该模具采用的是条料,控制条料的送进方向采用导料板,无侧压装置。
控制条料的送进步距采用挡料销初定距,导正销精定距。
而第一件的冲压位置可由活动挡料销定距。
(3)卸料,出件方式的选择
因为工件料厚1mm,相对较薄,卸料力也比较小,故可采用弹性卸料。
又因为是级进模生产,所以采用下出件比较便于操作与提高生产效率。
(4)导向方式选择
为了提高模具寿命和工件治疗,方便安装调整,该级进模采用中间导柱的导向方式。
5. 主要零部件设计
(1)主要零件的结构设计 a.落料凸模
结合工件外形并考虑加工,将落料凸模设计成直通式,采用线切割机床加工,2个M8螺钉固定在垫板上,与凸模固定板的配合按H6/m5。
总长L 可按公式计算: L =21h t h h ++=工+h =14.4+14+1+20.6=50mm
落料凸模结构如下图所示
b.冲孔凸模
因为所冲的孔均为圆形,而且都不属于需要特别保护的小凸模,所以冲孔凸模采用台阶式,加工简单,便于装备与更换。
冲孔凸模结构如下图所示。
c.凹模
凹模采用整体凹模,各冲裁的凹模孔均采用线切割机床加工,安排凹模具在模架上的位置时。
要依据计算压力中心的数据,将压力中心与模柄范围内。
其轮廓尺寸可按公式计算:
凹模厚度H=kb=0.3x60=18,为了方便橡胶安装,取H=25
凹模壁厚c=(1.5-2)H=27-36m,取c=40
凹模宽度B=b+2c=60+2x40=140 取B=150
凹模长度L取130mm(送料方向)
凹模轮廓尺寸为130⨯150⨯25mm,凹模结构如图所示
凹模
(2)定位零件的设计
落料凸模下部设置两个导正销,借用工件直径8mm的的两个孔作为导正孔。
导正销采用H7/r6安装在落料凸模端面,导正销导正部分与导正孔采用H7/r6配合。
(3)导料板的设计
导料板内侧与条料接触,外侧与凹模齐平,导料板与条料之间间隙取1mm,这样就可确定了导料板的宽度,导料板厚度取4mm,采用45钢制作,热处理硬度为40-45HRC,用螺钉固定在凹模上。
导料板上有活动挡料销凹槽。
(4)卸料板部件设计
a.卸料板的设计
卸料板的周界尺寸与凹模的周界尺寸相同,厚度为8mm。
采用45钢制造,淬火硬度为40-45HRC。
b. 卸料螺钉的选用
卸料板上设置4个螺钉,公称直径为8mm,螺纹部分为M6⨯4。
(5)模架及其他零部件设计
该模具采用对角式导柱模架,导柱分别为Φ28⨯100,导套分别为Φ28⨯42x95。
上模座厚度取40mm ,上垫板厚度取10mm ,固定板厚度取15mm ,下模座厚度取45mm ,那么该模具的闭合高度:
闭H =2h H H L H H -++++下模垫上模=40+10+50+25+45-2=168mm 式中:h2为凸模冲裁后进入凹模的深度,h2=2mm
L —凸模长度,L=50mm H —凹模厚度,H=25mm
可见该模具闭合高度小于所选压力机J23-25的最大装模高度(220 mm ),可以使用。
6.模具总装图
通过以上设计,可得如图所示的模具总装图。
模具上模部分主要由上模板、垫板、凸模(3个)、凸模固定板及卸料板等组成。
卸料方式采用弹性卸料,以橡胶为弹性元件/下模部分由下模座、凹模板、导料板等组成。
冲孔废料和成品件均由漏料孔漏出。
条料送进时采用活动挡料销21作为粗定距,在落料凸模上安装2个导正销,利用条料上10
的孔作为导正销孔导正,以此作为条料送进的精确定距。
7.冲压设备的选定
通过校核,选择开式双柱可倾压力机J23-25能满足要求。
起主要参数如下:公称压力:250kN
滑块行程:65mm
最大闭合高度:270mm
最大装模高度:220mm
连杆调节长度:55mm
工作台尺寸(前后x左右):370x560 mm
垫板尺寸(厚度x直径):50x200 mm
模柄孔尺寸: 40x60 mm
最大倾斜角度:30度
8、模具零件的加工工艺
本副冲裁模,模具零件加工的关键在于工作零件、固定板以及卸料板。
若采用线切割加工技术,这些零件的加工就变得相对简单。
表四所示为落料凸模的加工工艺过程。
表四。