旭阳CNC-320R-99.05.04-C数控转台说明书
- 格式:pdf
- 大小:637.63 KB
- 文档页数:28
维宏®数控系统NCSTUDIO V5.4软件使用手册目录升级纪录............................................................................................................................ I I 目录.. (I)1概述 (1)1.1软件特性 (1)2系统安装与连接 (3)2.1N CSTUDIO™的系统基本配置 (3)操作系统 (3)2.2N CSTUDIO™系统的安装 (4)安装Ncstudio™软件 (5)安装Ncstudio™运动控制卡 (8)重新启动计算机 (8)2.3其他安装问题 (8)2.4卸载N CSTUDIO™系统 (9)2.5N CSTUDIO™控制卡与驱动系统的连接 (10)3NCSTUDIO™基本概念 (11)3.1操作模式与状态 (11)操作模式 (11)操作状态 (12)3.2机床坐标系 (13)机械坐标系 (13)工件坐标系 (13)4NCSTUDIO™操作界面 (15)4.1标题栏 (16)4.2菜单栏 (17)4.3工具栏 (18)4.4数控信息栏 (19)4.5状态栏 (19)4.6数控状态窗口 (19)加工状态和时间信息 (20)进给速度 (21)机床控制 (22)4.7自动操作窗口 (23)4.8手动操作窗口 (25)4.9加工轨迹窗口 (28)三维视图模式 (28)上下文菜单 (31)设置个性化参数 (31)4.10系统日志窗口 (32)4.11程序管理窗口 (33)4.12系统参数窗口 (34)加工参数 (35)厂商参数 (38)4.13程序编辑窗口 (41)4.14输入输出状态(I/O状态)窗口 (42)5NCSTUDIO™菜单系统 (44)5.1“文件”菜单 (44)打开并装载 (44)卸载 (45)新建加工程序 (46)打开并编辑 (46)编辑当前加工程序 (46)保存 (46)另存为 (46)保存并装载 (47)关闭 (47)最近装载的加工程序 (47)最近编辑的加工程序 (47)退出 (47)5.2“编辑”菜单 (48)5.3“查看”菜单 (49)工具栏 (50)状态栏 (50)全屏 (50)显示加工程序行号 (51)跟踪加工程序当前行 (51)加工程序信息 (52)5.4“操作”菜单 (52)单步执行 (53)设置当前点为工件原点 (53)设置当前点工件坐标 (54)回工件原点 (54)开始 (55)暂停 (56)停止 (56)进入仿真模式并开始仿真 (56)高级开始 (57)断点继续 (57)执行加工指令 (58)微调 (61)对刀 (62)回机械原点 (62)复位 (63)限位释放 (64)5.5“机床”菜单 (64)5.7“帮助”菜单 (65)6操作步骤 (66)6.1开机 (66)6.2机械复位(可选) (66)6.3载入加工程序 (66)6.4手动操作 (67)6.5确定工件原点 (67)6.6执行自动加工 (68)6.7直接定位功能 (69)7操作时的注意事项 (70)7.1多任务执行注意事项 (70)7.2回机械原点注意事项 (70)8最终用户软件许可协议....................................................... 错误!未定义书签。

数控机床操作面板结构及功能说明数控机床操作面板结构及功能说明数控机床操作面板结构及功能说明Saturday, September 29, 2007 12:38:14 AM 发布:sunlight 机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明1.CYCLE START 程序执行启动按钮(带灯)自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。
2.FEED HOLD进给保持按钮(带灯)自动执行程序期间,按下此按钮,机床运动轴即减速停止。
(注:其实就是暂停。
)3.MODE SELECT方式选择开关,选择机床的工作方式1)EDIT:编辑方式2)AUTO:自动方式3)MDI:手动数据输入方式4)JOG:点动进给方式5)HANDLE:手摇脉冲发生器进给方式6)RAPID:手动快速进给方式7)ZRN:手动返回机床参考零点方式8)DNC:DNC工作方式9)TEACH.H:手轮示教方式4,FEEDRATE OVERRIDE进给速率修调开关以给定的F指令进给时,可在0—150%的范围内修改进给率。
JOG方式时,亦可用其改变JOG速率。
5.BDT程序段跳步功能按钮(带灯)自动操作时此按钮接通,程序中有“\”的程序段将不执行。
6.SBK单程序段执行按钮(带灯)自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。
7.DRN空运行功能按钮(带灯)自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。
8.Z AXIS LOCK Z轴锁定功能按钮(带灯)自动执行程序时,此按钮接通,可禁止Z轴方向的移动9. MLK机床锁定按钮(带灯)自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将更新M,S,T功能不受影响。
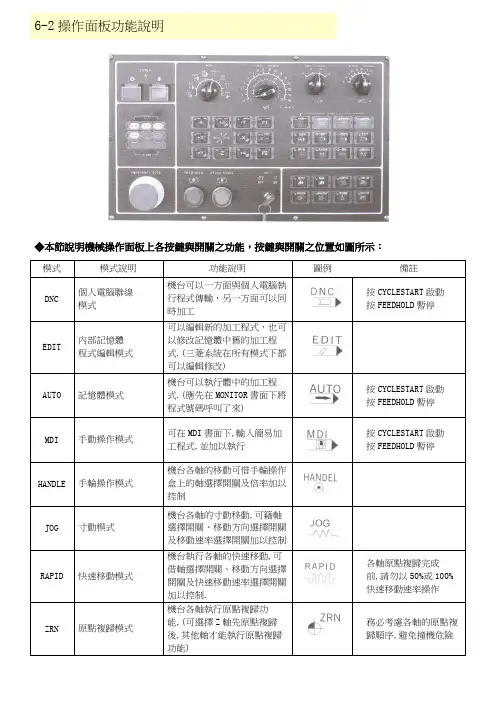
6-2操作面板功能說明◆本節說明機械操作面板上各按鍵與開關之功能,按鍵與開關之位置如圖所示:◆軸的移動方向移動速率選擇◆軸的移動方向移動速率選擇◆主軸控制功能◆自動操作功能◆自動操作功能◆手輪(MPG)操作說明圖例◆特殊功能(OPTION)◆特殊功能(OPTION)圖例6-3操作面板功能單項說明手動模式(Manual Pulse Generator mode)1.在本模式下,可用手輪(MPG)作手動進給,移動各軸.2.欲移動軸向,可由手動操作盒上的軸向選擇鈕選擇.3.各軸移動速度可由手動操作盒上的進給倍率旋鈕決定.1.In this mode,can use the MPG(manual pulse generator)tk movement all axes.2.In the MPG box,you can select the axis direction to movement the axis.3.All axes move speed,you can select handle feed rate rotation switch of the MPG box.慢速進給模式(JOG mode):1.在本模式下,欲移動各軸,請按各軸軸向鍵及選擇慢速進給率.2.移動進給速率,依慢速進給率作移動之速度依據.速率調整可由0mm/min ~10000mm/min.3.按軸各鍵時,手指不可離開(離開後即停止稱動),其指定軸向即可移動.1.In this mode,if want to move whichever axis.Please press the axis directionpush button and select jog feed rate.2.The axis move feed rate according to jog feed rate overrinde.The feed rate from 0mm/min ~10000mm/min.3.Press the axis direction push button,the finger don't leave the push brtton (If not the axis stop movement),the axis will be movement.快進給模式(RAPID mode):當按此鍵,軸向移動是屬於快速進給速度.Press this push button,the axis can be moved at rapid speed.機械原點複歸模式(ZRN mode):1.本模式為進給軸機械原點手動複歸時使用.2.第一次開機作原點複歸時,若各軸位置在原點附近,請將各軸移動至中間位置,再做原點複歸動作.3.機械原點複歸速率由快速進給百分比率之速度(F0%,F25%,F50%,F100%)作控制 1.The mode is use for machine return to reference point.2.First time return to reference point.If the axis near the reference point. Please nove the axis to mijddle position,then return the all axes to reference point.3.The feed rate control by the rapid feed rate override(F0%,F25%,F50%,F100%).手動資料輸入(Manual date input mode):此模式為程式暫時性執行及輸入,可作單一動作執行.The mode is manual data input mode,can do M code for single block.自動模式(AUTO mode):此模式為程式自動執行模式,當程式編輯完成後,切至此模式,再配合"程式啟動"鍵來使用. The mode is auto.mode,when the program edit complete.Turn then press"cycle start"button.連續運行模式(Internet DNC mode):此模式為程式運行模式,當程式編輯完成後,切至此模式,再配合"電腦傳輸"來使用.The mode is dnc.mode,when the program edit complete.Turn to the mode then press "computer tansmit".編輯模式(EDIT mode):此模式為"程式編輯"時使用的模式.The mode is program edit mode.手動絕對值(Manual absolute signal):1.本功能鍵燈亮時,此功能有效,程式座標不會因手動操作而改變,操作時有效.2.本功能鍵燈不亮時,此功能無效,程式座標會隨手動操作而改變,易產生撞機.1.If this button LED"ON",the function is effective.The program coordingation will not be manual operator for vary.When the manual operator,the push button must be opened.2.If this button LED"OFF",the function is ineffective.The program coordingation will be manual operator for vary.It is very damage for the machine.單節跳躍(Block skip):當程式自動執行時,程式中有"/"符號,此開關被打開後,則此單節跳過不執行,若開關沒有打開時,則照常執行.When the block skip button be opened,the program run to"/".this blockwill be skipped.If it is not opened the program is still running.選擇性停止(Optional stop)當此按鍵被打開時,則程式中遇到(M01)時程式會停止在此單節,若此按鍵沒有打開,時,則繼續執行When the optional stop button be opened,the program run to"M01"will stop atsingle block.If it is not opened,the program is still running.Z軸鎖定模式(Z axis lock mode):當此按鍵被打開時,機械Z軸不能移動,但在自動程式執行時,程式仍繼續執行,僅是Z軸沒有移動When this button be opened,the axes Z will be prohibited,but the program isstill running,the axes Z be prohibited only.機械鎖定(Machine lock):當此按鍵被打開時,機械各軸都不能移動,但在自動程式執行時,程式仍繼續執行,僅是機械沒有移動. When this button be opened,the axes motion will be prohibited,but the program isstill running,the axes be prohibited only.程式空跑(DRY run):當此按鍵被打開,則程式中的(F)碼,改由手動選擇進給切削倍率值取代.When this button be opened,the "F"code depend on the feed rate override inthe program.輔助功能鎖定(Auxiliary function lock):當此按鍵被打開時,則程式中凡遇到M,S,T碼都會忽略不執行.When this button be opened,the Program running,the M,S,T code will de skipped.單節執行(Single block):當此按鍵被按下後,程式自動執行到一個單節結束就會停止,欲繼續執行下一個單節,必頇再按下"程式啟動"鍵,所以程式是以一個單節一個單節執行.When this button be opened,the program will be run at single block.If you wantto run next block,have to push"the cycle start"button.門鎖開關(Door SW ingore):當此鍵按下後,門會自動開或關上When this button be pushed,the door will be open or close.主軸定位鎖定(Spindle lock):當按下此按鍵後,主軸被定位到指定的角度,一般用在刀庫自動換刀When this button be pushed,the spindle is locked to angle,it is useto the magazine auto turn.工作燈故動按鍵(Work light push button):當按此鍵工作燈打開,再按一次此鍵工作燈開關Press this push button the work light"ON",press again the work light"OFF".刀庫正轉按鍵(The magazine clockwise push button):1.本鍵在手動刀庫確認燈亮且於手動模式下有效。
数控回转工作台说明书摘要数控车床今后将向中高挡发展,中档采用普及型数控刀架配套,高档采用动力型刀架,兼有液压刀架、伺服刀架、立式刀架等品种,预计近年来对数控刀架需求量将大大增加。
但是数控回转工作台更有发展前途,它是一种可以实现圆周进给和分度运动的工作台,它常被使用于卧式的镗床和加工中心上,可提高加工效率,完成更多的工艺,它主要由原动力、齿轮传动、蜗杆传动、工作台等部分组成,并可进行间隙消除和蜗轮加紧,是一种很实用的加工工具。
本课题主要介绍了它的原理和机械结构的设计,并对以上部分运用AUTOCAD做图,最后是对数控回转工作台提出的一点建议。
关键词:数控回转工作台;齿轮传动;蜗杆传动;间隙消除;蜗轮加紧AbstractNumerical control there is in the future lathe to in will develop, the middle—grade to adopt popular numerical control knife rest form a complete set, adopt the motive force type knife rest top-grandly, have such varieties as knife rest of hydraulic pressure, servo knife rest, vertical knife rest, etc. concurrently, it is estimated that it will increase to numerical control knife rest demand greatly数控回转工作台说明书in recent years。
The development trend of the Numerical control rotary table is:With the development of numerical control lathe, numerical control knife rest begin to change one hundred sheets , electric liquid is it urge and urge direction develop while being servo to make up fast。
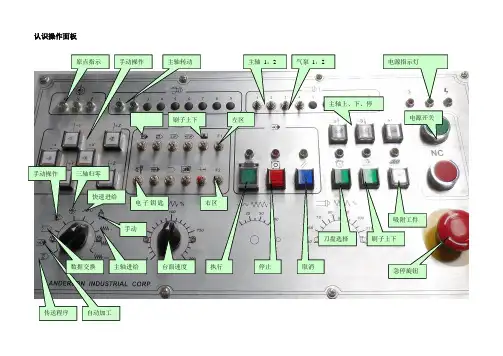
认识操作面板
气泵 1,2 主轴 1,2 原点指示 手动操作 主轴转动 电源指示灯
电源开关
急停旋钮
刀盘选择 执行 停止 取消 刷子上下
吸附工件
台面速度 主轴进给 手动
快速进给
三轴归零
手动操作 自动加工 主轴上、下、停
传送程序 数据交换 电子钥匙 右区
左区 刷子上下
程序分行
程序
设置点偏移量输入程序替换
插入
删除
取消
复位
重启功能
机器操作
启动:接通并开启机器上的电源→按[电源开关]绿钮→电子钥匙置ON(向上)。
→
移动工作台:选择[手动操作]→按X、Y、Z 。
注:座标原点在机器右上角,加工区域在第三象限。
负进正退。
回原点:选择[三轴归零]→同时按住+X、+Y、+Z。
机电工程学院毕业设计说明书设计题目: CNC-320旋转工作台设计学生姓名:唐佰旺学号: 200848050521专业班级:机制F0808指导教师:王宗才2012年 5 月20 日目次1 概述 (1)1.1 数控回转工作台的现状 (1)1.2 数控回转工作台的发展前景 (1)1.3 数控回转工作台的功能 (3)1.4 数控回转工作台的设计内容 (3)2 数控回转工作台设计方案论证 (4)2.1 数控回转工作台 (4)2.2 数控回转工作台的设计准则 (5)3 数控回转工作台的机械结构设计与计算 (6)3.1 数控回转工作台布局方案的选择 (6)3.2 电动机的选择 (7)3.3 数控回转工作台驱动传动方案的选择 (9)3.4 齿轮传动的设计 (10)3.5 蜗轮及蜗杆传动的设计 (17)3.6 轴的设计与校核 (19)3.7 轴承的选用 (23)3.8 夹紧方案的设计 (24)3.9 定位方案的设计 (27)4 控制系统设计 (29)4.1 控制要求分析 (29)4.2 PLC的选择 (29)4.3 I/O地址分配表 (29)4.4 绘制I/O接线图 (30)4.5 控制系统梯形图 (31)4.6 语句表 (31)设计总结 (33)致谢 (34)参考资料 (35)1 概述1.1 数控回转工作台的现状随着科学技术与社会生产力的迅猛发展,人们对机械产品质量以及生产率提出了更高的要求。
在机械制造业,广泛的采用了组合机床、专用机床和自动机床为主体的生产线,但是这种生产方式要巨大的投资和很长的生产准备的周期,所以,它仅仅适用于生产批量较大的零件。
数控机床的横空出世让多品种小批量零件的自动化生产成为现实。
为了应对日渐增多的复杂零件的加工、提高加工的精度和生产效率,多轴机床和复合机床将会更进一步的发展。
所以在现代加工中心的开发过程中,数控回转轴的设计和制造,成为了研制机床的核心任务,数控回转工作台不但作为数控回转轴,同时也起着承载工件的重量、夹持工件等功能。
计算机控制的微型数控铣床I计算机控制的微型数控铣床摘要数控机床的拥有量及其年产量是一个国家制造能力的重要标志,数控系统的发展是促进数控机床不断发展的技术因素。
传统的数控系统都是封闭的,用户难以在其平台上进行二次开发,而开放式数控系统可解决这一问题。
基于PC的开放式数控系统已成为当前CNC技术发展的必然趋势。
采用数控技术的系统称为数控系统,随着电子技术、计算机技术的不断发展,近几年来,出现了基于PC机的开放式数控系统。
所谓开放式体系的数控系统即开放式、高可靠、高性能、智能化、网络化、信息化的数控系统,其核心是开放式。
本设计主要用GT400运动控制器作为被控对象,计算机作为控制核心,计算机显示器为显示模块、步进电机等相结合的系统。
充分发挥计算机的性能。
其优点是:硬件之间接口简单,软件功能强大,控制系统可靠,容易实现开放式的数控系统,具有很高的实用价值和发展前途,是CNC的发展趋势所在。
本设计以微型实验用数控铣床为例对计算机控制数控系统进行研究。
关键词:数控,铣床,计算机,步进电机,运动控制器,开放式陕西科技大学毕业设计说明书II Computer Control Mini NC Milling MachineABSTRACTToday, Computer Numerical Control (CNC) machines are found almost everywhere, from small job shops in rural communities to Fortune 500 companies in large urban areas. The productivity of manufacturing has been greatly upgraded as the result of the employment of the CNC technology. The possession and annual output of CNC machine indicate the manufacturing ability of the country. The improvement of CNC machine benefits from the development of CNC system.All of the conventional CNC systems are interface closed. It is difficult to change them or to add new function for users. Open-CNC systems can solve this problem. And the structure of the open-CNC system with its platform on the base of the Personal Computer (PC) is an important trend of the present CNC technology.In the last few years, science technique flies to develop soon; numeral control (Numerical Control) technique has already tended the maturity. Adopt technical of numerical control department to know together as numerical control system, along with the electronics technique, computer develop continuously, in the last few years, appear according to the PC of open architecture numerical control system. As the open architecture numerical control system namely the open architecture, high credibility, high performance, intelligence turn, the network turn, information-based of numerical control system, its core is an open architecture. The origin design main use the GT400 motion controller as the control object, computer as the control core, computer display for show the display function and stepping motors combine together of system. Fragment exertive function of the computer. Its advantage is the interface of the hardware is simple, the software function is strong, the control system is dependable, easy to carry out the open architecture numerical control system, have very high practical value and development, CNC development trend place. KEYWORDS:Milling Machine,Numerical Control,Computer,Stepping Motors,Motion Controller,Open Architecture计算机控制的微型数控铣床 11概述1.1 世界数控系统的发展简史1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。
目录第一单元新代控制器面板操作说明 (2)1.1新代控制器面功能树状图 (2)1.2 屏幕部分 (3)1.3主功能界面 (4)1.3.1 F1:機台設定 (5)1.3.1.1 F1:座標切換 (6)1.3.1.2 F2:1/2 座標 (6)1.3.1.3 F3:清除座標 (6)1.3.1.4 F4:相對座標全部清除 (6)1.3.1.5 F5:座標偏移量 (7)1.3.2 F2:程式編輯 (8)1.3.2.1 F1:插入循環 (9)1.3.2.2 F2:刪除行 (9)1.3.2.3 F3:編輯循環 (10)1.3.2.4 F5:檔案編輯子功能 (11)1.3.2.5 F7:圖形模擬 (14)1.3.2.6 F8:檔案管理 (17)1.3.4 F4:執行加工 (19)1.3.4.1 F1:座標顯示 (19)1.3.4.2 F2:圖形調整 (20)1.3.4.3 F3:MDI 輸入 (21)1.3.4.4 F4:加工參數設定 (22)1.3.4.5 F8:工作記錄 (22)1.3.5F5:警報顯示 (24)1.3.5.1 F1:現存警報 (24)1.3.5.2 F2:歷來警報 (24)第二单元机械操作面板说明 (25)2.1 第二面板操作功能說明 (25)2.1.1电源开 (25)2.1.2电源关 (25)2.1.3紧急停止 (25)2.1.4原点模式寻原点功能 (25)2.1.5手动运动模式 (25)2.1.6手动寸动模式 (26)2.1.7MPG寸动模式 (26)2.1.8自动加工模式 (26)2.1.9MDI加工模式 (27)2.1.10MPG模拟功能 (27)2.1.11单节执行 (27)2.1.12主轴控制 (28)2.1.13工作灯 (28)2.1.14加工液 (28)2.1.15程序暂停 (28)2.1.16快速归始 (28)2.1.17快速进给的速度 (28)2.2文字键说明 : (29)第三单元使用新代控制器的方法 (30)3.1 原点复归 (31)3.2 手动功能(JOG ,INC_JOG ,MPG) (32)3.3 设定工作坐标 (G54..G59) (33)3.4 开启档案(编辑/联网文件夹) (34)3.5 指定一个执行NC程序 (自动) (35)3.6 刀具设定(G40/G41/G42 ,G43/G44/G49) (36)3.7 刀具长度量测 (G43/G44/G49) (37)3.8 手动资料输入 (MDI ) (38)3.9 图形模拟 (39)3.10在新代控制器下检查NC程序 (40)第四单元程序制作指令说明 (41)4.1G码指令一览表 (41)4.2M码指令说明 (42)第五单元新代控制器网络连接 (44)5.1网络设定 (44)5.2网络疑难问题解决方法 (47)5.3联网最重要的三点 (51)第一单元 新代控制器面板操作说明1.1 新代控制器面功能树状图座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re gis te r PLC T ime r PLC Counte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診斷功能F7操作指引F8CNC 銑床1.2 屏幕部分如下所示:本书面说明:(1)程式编号(2)标题(3)时间(4)日期(5)资料输入(6)提示(7)状态(8)功能键选择1.3主功能界面下图为新代控制器的主功能画面.新代控制器之操作,是利用屏幕下方之F1~F8功能键来操作,使用者仅须按下操作键盘上F1~F8之功能键即可进入对应的次功能:1.3.1 F1:機台設定显示现在位置的各种坐标系统,并可用于相对坐标系统的重新设定.进入本书面请按下主功能画面下的“F1 機台設定”。
数控回转工作台设计说明书摘要本次毕业设计的题目是数控回转工作台设计。
通过对数控回转工作台的设计,使大学生在步入社会之前,不仅能够设计出数控回转工作台,而且能够掌握机械设计的方法和步骤。
本课题研究的主要内容包括:先了解数控回转工作台的原理和应用,包括数控回转工作台、设计准则、主要技术参数,再机械部分的设计,包括传动方案的设计、工作台的计算、蜗轮蜗杆的计算和校核、齿轮的设计、电机的选择、轴承的选择和校核、轴的校核、联轴器的选择,最后控制部分的设计,包括系统方案设计构成、单片机的选择、光电耦合的选用、驱动器的选用、电路图、主程序流程图、子程序流程图。
对于数控回转工作台的设计,首先,进行总体方案设计,传动方案采用齿轮传动和蜗杆传动;然后进行各零件的设计与校核,蜗杆与轴采用整体式结构;蜗轮与工作台采用螺钉连接;工作台的平衡通过止推轴承来保证;箱体由箱座、箱盖和顶盖组成,其中箱体上设计了圆台和加强筋;最后,对各零件进行装配。
数控机床的圆周进给由回转工作台完成,回转工作台可以与X、Y、Z三个坐标轴联动,从而加工出各种球、圆弧曲面等。
回转工作台可以实现精确的自动分度,扩大了数控机床加工范围。
目前,数控回转工作台主要用于数控镗床和铣床。
随着数控技术的应用越来越广泛,数控回转工作台的应用已成为历史的必然。
关键词:数控回转工作台;齿轮;蜗轮蜗杆;电机;轴承;联轴器;单片机;驱动器;编程。
设计主要的任务如下:Array 1)设计内容包括:总体设计,机械系统的设计与计算,计算机控制系统设计,编写设计计算说明书;2)设计要求包括:回转角度0~360°正反旋转;最大回转半径100㎜;最大承载重量20㎏;工作台旋转输出精度2mrad,主要用于定位,转速低,具备自锁功能。
3)机械部分的设计:装配工作图1张(1号);4)电器控制的设计:控制系统接口图1张;5)控制装置采用步进电机驱动,MCS-51单片机或PLC控制系统,转角由键盘输入实现开环控制。
密级:NANCHANG UNIVERSITY本科生毕业设计(论文)THESIS OF BACHELOR(2009 —2013 年)题目:最大加工直径为320毫米的经济型数控车床进给系统设计学院:机电学院系机制专业班级:机械设计、制造及自动化学生姓名:林寒学号:5901109064 指导教师:刘旭波职称:副教授起讫日期:2013年3 - 6月南昌大学学士学位论文原创性申明本人郑重申明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果。
对本文的研究作出重要贡献的个人和集体,均已在文中以明确方式表明。
本人完全意识到本申明的法律后果由本人承担。
作者签名:日期:学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权南昌大学可以将本论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
保密□,在年解密后适用本授权书。
本学位论文属于不保密□。
(请在以上相应方框内打“√”)作者签名:日期:导师签名:日期:最大加工直径为320毫米的经济型数控车床进给系统设计专业:机械设计制造及自动化学号:5901109064学生姓名:林寒指导教师:刘旭波摘要随着科学技术和社会的不断发展,社会对产品多样化的要求日益提高,产品更新换代越来越快,多品种小批量生产比重加大,零件形状越来越复杂,精度越来越高,而计算机数控机床就是数控机床在计算机监控下进行工作。
它的优点很多,如可以在同一机床上一次装夹可完成多个操作,生产率显著提高等优点,但它的价格昂贵。
总体设计方案:在普通车床上采用适合现场实时控制的80C51单片机为控制器,以运行特性好、可靠性高的步进电机为驱动执行元件进行数控改造。
在本次设计中,就包括了关于数控技术的基础知识,并且针对本次设计的课题,拟定了一系列的方案,进给系统的总体方案,数控车床进给传动系统的机械部分,以及数控系统的硬件分析和设计。
目录第一单元新代控制器面板操作说明 (2)1.1新代控制器面功能树状图 (2)1.2 屏幕部分 (3)1.3主功能界面 (4)1.3.1 F1:機台設定 (5)1.3.1.1 F1:座標切換. (6)1.3.1.2 F2:1/2 座標. (6)1.3.1.3 F3:清除座標. (6)1.3.1.4 F4:相對座標全部清除 (6)1.3.1.5 F5:座標偏移量. (7)1.3.2 F2:程式編輯 (8)1.3.2.1 F1:插入循環 (9)1.3.2.2 F2:刪除行 (9)1.3.2.3 F3:編輯循環 (10)1.3.2.4 F5:檔案編輯子功能 (14)1.3.2.5 F7:圖形模擬 (18)1.3.2.6 F8:檔案管理 (21)1.3.4 F4:執行加工 (19)1.3.4.1 F1:座標顯示 (19)1.3.4.2 F2:圖形調整 (26)1.3.4.3 F3:MDI 輸入 (27)1.3.4.4 F4:加工參數設定 (28)1.3.4.5 F8:工作記錄 (29)1.3.5F5:警報顯示 (24)1.3.5.1 F1:現存警報 (24)1.3.5.2 F2:歷來警報 (24)第二单元机械操作面板说明 (25)2.1 第二面板操作功能說明 (25)2.1.1电源开 (25)2.1.2电源关 (25)2.1.3紧急停止 (25)2.1.4原点模式寻原点功能 (31)2.1.5手动运动模式 (25)2.1.6手动寸动模式 (26)2.1.7MPG寸动模式 (26)2.1.8自动加工模式 (26)2.1.9MDI加工模式 (27)2.1.10MPG模拟功能 (27)2.1.11单节执行 (27)2.1.12主轴控制 (28)2.1.13工作灯 (28)2.1.14加工液 (28)2.1.15程序暂停 (28)2.1.16快速归始 (28)2.1.17快速进给的速度 (28)2.2文字键说明: (29)第三单元使用新代控制器的方法 (30)3.1 原点复归 (31)3.2 手动功能(JOG ,INC_JOG ,MPG) (32)3.3 设定工作坐标(G54..G59) (33)3.4 开启档案(编辑/联网文件夹) (34)3.5 指定一个执行NC程序(自动) (35)3.6 刀具设定(G40/G41/G42 ,G43/G44/G49) (36)3.7 刀具长度量测(G43/G44/G49) (37)3.8 手动资料输入(MDI ) (38)3.9 图形模拟 (39)3.10在新代控制器下检查NC程序 (40)第四单元程序制作指令说明 (41)4.1G码指令一览表 (41)4.2M码指令说明 (42)第五单元新代控制器网络连接 (44)5.1网络设定 (44)5.2网络疑难问题解决方法 (47)5.3联网最重要的三点 (51)第一单元新代控制器面板操作说明1.1 新代控制器面功能树状图座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A Bit PLC Re gis te r PLC T ime r PLC Counte r PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診斷功能F7操作指引F8CNC 銑床1.2 屏幕部分如下所示:本书面说明:(1)程式编号(2)标题(3)时间(4)日期(5)资料输入(6)提示(7)状态(8)功能键选择1.3主功能界面下图为新代控制器的主功能画面.新代控制器之操作,是利用屏幕下方之F1~F8功能键来操作,使用者仅须按下操作键盘上F1~F8之功能键即可进入对应的次功能:1.3.1F1:機台設定显示现在位置的各种坐标系统,并可用于相对坐标系统的重新设定.进入本书面请按下主功能画面下的“F1 機台設定”。
数控机床操作手册第1章机床概述 (4)1.1 机床结构简介 (4)1.2 机床功能参数 (4)1.2.1 切削速度范围:指机床在正常工作条件下,可达到的最高和最低切削速度。
(4)1.2.2 最大切削力:指机床在切削过程中所能承受的最大切削力,通常以千克力(kgf)为单位。
(4)1.2.3 主轴转速范围:指机床主轴在正常工作条件下的最高和最低转速。
(4)1.2.4 工作台速度:指工作台在数控系统控制下的最高移动速度,通常以米/分钟(m/min)为单位。
(4)1.2.5 定位精度:指机床在数控系统控制下,各轴移动到目标位置时的实际位置与理论位置之间的偏差。
(4)1.2.6 重复定位精度:指机床在相同条件下,多次执行同一位置指令时,实际位置与理论位置之间的偏差。
(4)1.2.7 系统刚性:指机床在切削过程中抵抗变形的能力。
(4)1.3 机床安全操作注意事项 (4)1.3.1 操作者应具备相应的专业技能和操作经验,熟悉机床的功能、结构和操作方法。
(5)1.3.2 开机前应检查机床各部分是否正常,如电源、气源、油路等,确认无误后方可开机。
(5)1.3.3 操作过程中,严禁触摸运动部件,防止发生意外伤害。
(5)1.3.4 严禁超负荷切削,避免因切削力过大导致机床损坏。
(5)1.3.5 严禁将手伸入机床内部,以免发生夹伤、碰撞等。
(5)1.3.6 工件装夹应牢固可靠,防止加工过程中工件松动或飞出。
(5)1.3.7 机床运行过程中,严禁随意更改数控程序或操作机床。
(5)1.3.8 定期对机床进行维护保养,保证机床功能稳定,延长机床使用寿命。
(5)第2章机床操作准备 (5)2.1 开机与关机操作 (5)2.1.1 开机操作 (5)2.1.2 关机操作 (5)2.2 机床各部件功能介绍 (5)2.2.1 数控系统 (5)2.2.2 伺服驱动系统 (6)2.2.3 机床主体 (6)2.2.4 刀具系统 (6)2.2.5 冷却系统 (6)2.2.6 润滑系统 (6)2.3 工件装夹与定位 (6)2.3.1 工件装夹 (6)2.3.2 工件定位 (6)第3章编程基本操作 (6)3.1 编程界面介绍 (6)3.1.2 功能介绍 (7)3.2 编程基本指令 (7)3.2.1 常用编程指令 (7)3.2.2 指令参数设置 (8)3.3 程序输入与编辑 (8)3.3.1 程序输入 (8)3.3.2 程序编辑 (8)第4章机床手动操作 (8)4.1 手动移动机床坐标轴 (8)4.1.1 操作方法 (8)4.1.2 注意事项 (9)4.2 手动对刀与刀尖补偿 (9)4.2.1 手动对刀 (9)4.2.2 刀尖补偿 (9)4.3 手动加工操作 (9)4.3.1 操作步骤 (9)4.3.2 注意事项 (9)第5章机床自动操作 (9)5.1 自动运行设置 (10)5.1.1 开启自动运行功能 (10)5.1.2 设置自动运行参数 (10)5.2 自动运行控制 (10)5.2.1 启动自动运行 (10)5.2.2 监控自动运行 (10)5.2.3 停止自动运行 (10)5.3 程序循环加工 (10)5.3.1 程序选择与调用 (10)5.3.2 循环加工设置 (11)5.3.3 启动循环加工 (11)5.3.4 监控循环加工 (11)第6章机床参数设置 (11)6.1 机床系统参数介绍 (11)6.1.1 参数分类 (11)6.1.2 参数设置方法 (11)6.2 坐标系与坐标偏置 (12)6.2.1 坐标系设置 (12)6.2.2 坐标偏置设置 (12)6.3 刀具补偿参数设置 (12)6.3.1 刀具补偿类型 (12)6.3.2 刀具补偿参数设置 (12)第7章机床维护与保养 (12)7.1 日常维护与保养 (12)7.1.1 开机前检查 (12)7.1.3 停机后保养 (13)7.2 定期检查与更换耗材 (13)7.2.1 定期检查 (13)7.2.2 更换耗材 (13)7.3 故障分析与排除方法 (13)7.3.1 故障分析 (13)7.3.2 排除方法 (14)第8章机床安全防护 (14)8.1 机床安全装置介绍 (14)8.1.1 安全防护门 (14)8.1.2 急停按钮 (14)8.1.3 限位开关 (14)8.1.4 防护罩 (14)8.1.5 电气安全装置 (14)8.2 机床操作安全注意事项 (14)8.2.1 操作前准备 (14)8.2.2 操作过程中注意事项 (15)8.2.3 日常维护保养 (15)8.3 紧急情况处理方法 (15)8.3.1 发生紧急情况时,立即按下急停按钮,使机床停止运行。
C作业指导书及操作规范C作业指导书及操作规范1:引言本文档旨在提供C(Computer Numerical Control)作业的详细指导和操作规范,确保操作人员能安全、高效地进行C作业。
2:操作人员要求2.1 操作人员应具备相关机械加工基础知识和技能,并经过相关培训合格;2.2 操作人员应熟悉和遵守操作手册和安全规定;2.3 操作人员应具备正确识别C机床部件和相关工具的能力;2.4 操作人员应随时保持警觉,避免疲劳和分心操作。
3:C作业环境准备3.1 确保C机床处于稳定的工作环境,避免有干扰物或者震动;3.2 需要保证电源供应稳定,并配备自动电流保护装置;3.3 C机床的周边区域应保持干燥和整洁,避免水、油或其他物质污染。
4:C作业流程4.1 准备工件和刀具4.1.1 根据工艺要求选择合适的刀具,并确保刀具锋利;4.1.2 清洁工件,确保工件表面无污染;4.1.3 检查夹具和工件的位置和固定情况,确保稳固且符合要求。
4.2 C程序设置4.2.1 根据工艺要求,选择合适的C程序;4.2.2 在C机床上输入和设置程序参数,包括工件坐标和刀具补偿;4.2.3 检查程序设置的准确性,并进行必要的调整。
4.3 安全操作和监控4.3.1 首先,确保操作人员穿戴个人防护装备,包括护目镜、防护手套等;4.3.2 启动C机床前,确认周围没有人员或障碍物;4.3.3 在操作C机床过程中,时刻注意监控机床的工作状态,并及时处理异常情况;4.3.4 完成作业后,关闭C机床并进行必要的清理和维护。
5:附件本文档附带以下附件:- 操作手册- C机床技术参数表- 相关工艺文件6:法律名词及注释6.1 C(Computer Numerical Control):计算机数控,指通过计算机控制机床进行加工操作的技术。
6.2 刀具补偿:在刀具和工件之间设置的一定的距离,用于克服刀具使用时引起的加工误差。
6.3 个人防护装备:用于保护操作人员的安全装备,例如护目镜、防护手套等。