剪板机调试手册
- 格式:doc
- 大小:498.00 KB
- 文档页数:12
剪板机作业指导书一、概述剪板机是一种常用的金属加工设备,用于剪切金属板材。
本作业指导书旨在提供详细的操作步骤和注意事项,以确保操作人员的安全和操作的准确性。
二、操作步骤1. 准备工作a. 确保剪板机处于稳定的工作台上,并且连接电源。
b. 检查剪板机刀片的磨损情况,如有磨损应及时更换。
c. 检查剪板机的润滑油是否充足,如不足应添加。
2. 材料准备a. 将需要剪切的金属板材放置在剪板机工作台上。
b. 根据需要调整剪板机的夹紧装置,确保金属板材固定稳定。
3. 设置剪切参数a. 根据金属板材的厚度和硬度,调整剪板机的切割角度和切割压力。
b. 根据需要调整剪板机的切割长度。
4. 安全操作a. 穿戴适当的个人防护装备,如安全帽、防护眼镜和手套。
b. 确保操作区域周围没有杂物和其他人员,以防发生意外。
c. 在操作过程中,保持双手远离剪板机刀片,并避免身体接触剪板机。
5. 开始剪切a. 按下启动按钮,启动剪板机。
b. 将金属板材缓慢推入剪板机,保持稳定的速度和力度。
c. 在剪切过程中,注意观察切割线,确保切割质量。
6. 完成剪切a. 当金属板材完全被切割时,松开夹紧装置,取出剪切好的板材。
b. 关闭剪板机,断开电源。
三、注意事项1. 操作人员应经过专业培训,掌握剪板机的操作技巧和安全知识。
2. 在操作过程中,严禁戴手套或长袖衣物,以免被卷入剪板机。
3. 在切割过程中,应注意切割线的位置,避免误操作导致切割偏差。
4. 定期检查剪板机的电气设备和润滑系统,确保其正常工作。
5. 如遇到异常情况或故障,应立即停机并联系维修人员进行检修。
四、常见问题解决1. 切割线不平整:可能是刀片磨损不均匀,需更换刀片。
2. 切割速度过慢:可能是切割压力不足,需调整切割参数。
3. 剪板机发出异常噪音:可能是润滑油不足或设备故障,需检查并及时处理。
五、安全提示1. 操作人员应严格按照操作步骤进行操作,避免违规操作导致事故发生。
2. 在操作过程中,应保持清醒状态,切勿饮酒或服用药物。
剪板机作业指导书(通用)引言本文档旨在提供剪板机的操作指导,以确保操作人员的安全和正确使用设备。
请在使用剪板机之前仔细阅读本指导书,并按照指示进行操作。
准备工作在开始操作剪板机之前,请确保以下准备工作已完成:- 检查剪板机的电源和电线是否正常,并保证接地良好。
- 检查剪板机的刀片和刀具是否锋利,是否有磨损或损坏。
- 确保操作区域干燥整洁,没有杂物或障碍物。
操作步骤1. 打开剪板机的电源开关,确保电源正常通电。
2. 将待剪的板材放在剪板机的工作台上,并使用夹紧装置将其固定好。
3. 根据需要调整剪板机的刀片位置和剪切长度。
4. 双手握住剪板机的操作手柄,并用力推下,使刀片切割板材。
5. 在切割过程中,确保双手都牢固握住操作手柄,并注意操作时的平稳和均衡。
6. 操作完成后,松开操作手柄,停止切割,并等待刀片完全停止转动。
7. 拿开剪板机的工作台上的剪切件,将其整理好并存放到适当的位置。
8. 关闭剪板机的电源开关,断开电源。
安全注意事项在操作剪板机时,请务必遵守以下安全注意事项:- 操作人员必须熟悉剪板机的操作方法和安全规程。
- 操作人员应穿戴好适当的个人防护装备,如安全眼镜和手套。
- 在操作过程中,禁止将手指或其他物体靠近刀片区域。
- 当发现剪板机出现异常或故障时,应立即停止操作,并通知维修人员进行检修。
- 在清理剪板机或更换刀片时,必须先关闭电源,并等待刀片完全停止转动。
- 不得擅自改动剪板机的任何部件或操作方式,如有需要,请寻求专业人士的指导。
以上为剪板机的作业指导书(通用),请在使用剪板机之前仔细阅读并遵守操作指导。
如有任何疑问或需要进一步的帮助,请及时咨询相关人员。
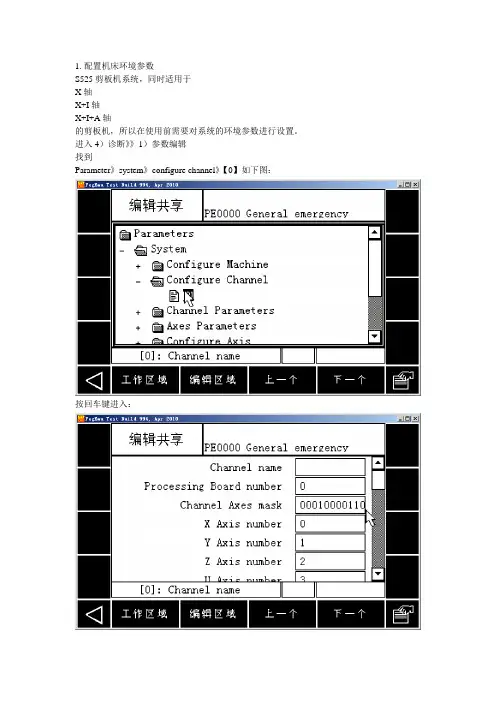
1.配置机床环境参数S525剪板机系统,同时适用于X轴X+I轴X+I+A轴的剪板机,所以在使用前需要对系统的环境参数进行设置。
进入4)诊断》》1)参数编辑找到Parameter》system》configure channel》【0】如下图:按回车键进入:进入该页面后,修改channel axes mask的参数值:机床配置为X轴,channel axes mask=000000000001,(十一个0),输入的时候,也可以直接输入1,然后回车键,系统会自动补上前面的十一个0。
机床配置为X+I轴,channel axes mask=000000001001,输入的时候,也可以直接输入1001,然后回车键,系统会自动补上前面的0。
机床配置为X+I+A轴,channel axes mask=000100001101,输入的时候,也可以直接输入100001101,然后回车键,系统会自动补上前面的0。
然后点击,对功能键翻页,找到,点击保存。
四个方块依次是是,全是,否,全否,可以选择是或全是,并重新启动数控系统。
2.输入/输出IO点配置配置输入点:进入4)诊断》》1)参数编辑,进入conf. Inputs根据图纸对IO点进行设置输入IO有4列组成,ENAB,表示是否启用该输入,0=不启用,1=启用Number,表示板号,对于S525系统来说,此处永远=0 Bit,表示位,从0-15,Inv,表示该输入的常态,0=常闭,1=常开横向行号表示该输入点的功能,Emergency-0表示急停输入Cutting pedal-1表示脚踏板输入以下简化英文....-2表示上限位输入-3表示下限位输入-4表示后档料前进限位-5表示后档料后退限位-6表示A轴前进限位-7表示A轴后退限位-8表示I轴前进限位-9表示I轴后退限位-10表示压脚压力到达信号-11表示全行程切割启用-12表示连续切割启用(需要-1信号持续输入)-13托料装置下限位-14后档料参考点限位-15I轴参考点限位(仅当I使用伺服电机时有效)-16禁用刀架向上(当有输入时,刀架不会有向上输出)-20光电保护输入-21托料装置上限位例如,电气图纸上急停信号的接入点是IN1的第1脚,那么Emergency-0的参数应该设置为配置输出点:进入4)诊断》》1)参数编辑,进入conf. outputs根据图纸对IO点进行设置输入IO有3列组成,ENAB,表示是否启用该输入,0=不启用,2=启用Number,表示板号,对于S525系统来说,此处永远=2 Bit,表示位,从0-15横向行号表示该输出点的功能,EV1-0表示阀1的输出点EV2-1表示阀2的输出点以下简化英文....-2表示阀3的输出点-3表示阀4的输出点-4表示阀5的输出点-5表示阀6的输出点-6表示阀7的输出点-7表示阀8的输出点-8表示阀9的输出点-9表示阀10的输出点-10表示阀11的输出点-11表示阀12的输出点-12表示阀13的输出点-13表示阀14的输出点-14表示辅助功能1的输出点-15表示辅助功能2的输出点-16表示托料装置上升的输出点-17表示托料装置下降的输出点-22表示剪切启用的输出点注意:由于伺服驱动的使能信号是在轴配置参数中设置的,所以请不要再此处配置相同的输出点。
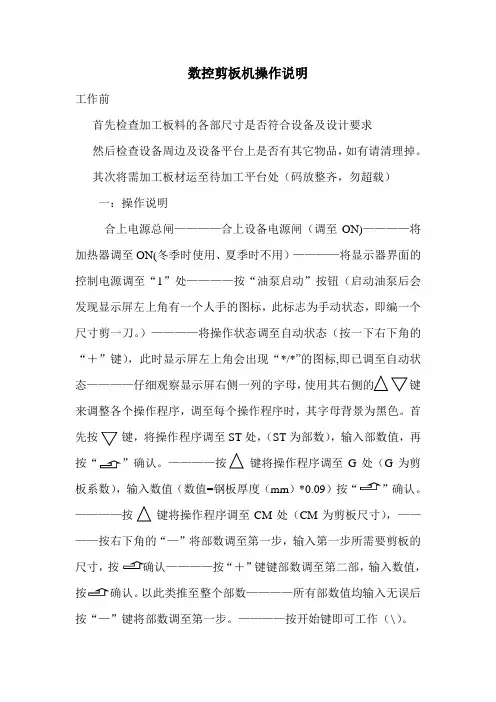
数控剪板机操作说明工作前首先检查加工板料的各部尺寸是否符合设备及设计要求然后检查设备周边及设备平台上是否有其它物品,如有请清理掉。
其次将需加工板材运至待加工平台处(码放整齐,勿超载)一:操作说明合上电源总闸————合上设备电源闸(调至ON)————将加热器调至ON(冬季时使用、夏季时不用)————将显示器界面的控制电源调至“1”处————按“油泵启动”按钮(启动油泵后会发现显示屏左上角有一个人手的图标,此标志为手动状态,即编一个尺寸剪一刀。
)————将操作状态调至自动状态(按一下右下角的“+”键),此时显示屏左上角会出现“*/*”的图标,即已调至自动状态————仔细观察显示屏右侧一列的字母,键来调整各个操作程序,调至每个操作程序时,其字母背景为黑色。
首先按键,将操作程序调至ST处,(ST为部数),输入部数值,再”确认。
————按键将操作程序调至G处(G为剪板系数),输入数值(数值=钢板厚度(mm)*0.09)按“”确认。
————按键将操作程序调至CM处(CM为剪板尺寸),————按右下角的“—”将部数调至第一步,输入第一步所需要剪板的尺寸,按“+”键键部数调至第二部,输入数值,确认。
以此类推至整个部数————所有部数值均输入无误后按“—”键将部数调至第一步。
————按开始键即可工作(\)。
注意事项1:踩脚踏板剪板时,不要一直踩住脚踏板,而是观察板料刚好剪掉后立即抬脚。
2:板料厚度大于2mm的不要在此设备上剪板3:此设备的定位行程最小可剪160mm、最大可剪2450mm 的板材,此范围以外的尺寸需使用卷尺测量。
4:发现板材有翘边的应处理平整后在进行剪板,以免造成对设备或人员的伤害。
5:剪板平台上不要放过多的钢板6: 多人进行剪板时,主操作手应多注意其他人的安全,工作前进行交底,及注意事项。
7:对线灯应始终处于开灯状态,切勿关灯。
8:工作时发现设备有异响,应立即停止/关闭设备,并向领导反映情况,不可私自处理。
剪板机设备使用说明书第一部分:引言欢迎您选择使用我们的剪板机设备。
本使用说明书将为您提供详细的设备操作步骤,以确保您正确、安全地使用该设备。
在使用本设备之前,请务必仔细阅读本手册,并按照说明进行操作。
第二部分:设备概述1. 设备名称:剪板机2. 型号:根据实际设备型号进行填写3. 适用范围:本设备适用于各种金属板材的剪切工作第三部分:安全提示1. 在操作本设备之前,请确保您已经佩戴好个人防护装备,包括安全帽、防护眼镜、耳塞和防护手套。
2. 在操作过程中,请确保周围没有杂物和其他人员,以免发生意外伤害。
3. 请勿在设备运行时触摸旋转刀具或其他活动部件,以防伤害。
4. 当设备出现故障或异常时,请立即停止使用,并联系专业维修人员进行检修。
第四部分:设备操作步骤1. 准备工作a. 确保设备与电源连接正常,并已打开电源开关。
b. 检查刀具的锋利度,如有需要,请更换新刀具。
c. 清理工作台和设备上的杂物和灰尘。
2. 调整设备参数a. 根据所需剪切板材的厚度,调整剪切刀具的刀距。
b. 根据需求,选择合适的剪切速度和切割角度。
3. 将板材固定a. 将板材平放在设备的工作台上。
b. 使用夹具或固定装置将板材夹紧,确保其牢固且不会移动。
4. 开始剪切a. 按下启动按钮,设备开始运行。
b. 监控设备的运行状态,确保其正常工作。
c. 确保已将要剪切的板材完全压制。
5. 完成剪切a. 当剪切完成时,设备会自动停止运行。
b. 取下剪切好的板材。
c. 关闭电源开关,断开设备与电源的连接。
第五部分:设备维护与保养1. 定期清理设备表面的灰尘和杂物,保持设备整洁。
2. 定期检查设备各个部件的紧固情况,如有松动,及时进行调整。
3. 定期检查刀具的磨损情况,如有需要,及时更换新刀具。
4. 在设备不使用时,应将其存放在干燥、通风的地方,避免碰撞和腐蚀。
第六部分:故障排除若遇到以下问题,请及时排查和处理:1. 设备无法启动:检查电源连接是否正常,电源开关是否打开。
剪板机作业指导书一、引言剪板机是一种用于切割金属板材的机械设备,广泛应用于金属加工行业。
为了确保操作人员的安全和提高工作效率,本指导书旨在详细介绍剪板机的操作步骤、注意事项和常见故障处理方法。
二、操作步骤1. 准备工作a. 确保剪板机周围环境整洁,无杂物堆积。
b. 检查剪刀刀片的锐利度,如发现磨损或损坏,及时更换。
c. 检查润滑系统,确保润滑油充足。
2. 安全操作a. 穿戴个人防护装备,包括安全帽、护目镜、手套和防护服。
b. 确保剪板机的电源已经关闭,并拔掉电源插头。
c. 在操作前,确保所有操作按钮和控制装置处于停止状态。
3. 材料准备a. 将待切割的金属板材放置在剪板机工作台上,并用夹具夹紧。
b. 根据需要进行标记,以便准确切割。
4. 开始切割a. 打开电源,启动剪板机。
b. 将金属板材推进剪板机,使其与刀片接触。
c. 按下操作按钮,使刀片开始切割金属板材。
d. 控制切割速度和切割压力,以获得所需的切割效果。
e. 完成切割后,松开操作按钮,停止切割。
5. 故障处理a. 如遇到切割不顺畅或切割质量不理想的情况,应立即停止操作,并检查刀片是否需要更换或调整。
b. 如发现异常噪音或振动,应立即停止操作,并检查机械部件是否松动或磨损。
三、注意事项1. 操作人员必须经过专业培训,并持有相关证书。
2. 操作前应仔细阅读并理解剪板机的操作手册。
3. 在操作过程中,严禁将手或其他物体靠近刀片区域。
4. 操作人员应保持专注,避免分散注意力,以防止意外发生。
5. 定期检查剪板机的电气系统和润滑系统,确保其正常工作。
6. 如遇到紧急情况或发生故障,应立即停止操作,并寻求专业维修人员的帮助。
四、常见故障处理方法1. 切割不顺畅:检查刀片是否磨损,如需更换刀片,按照操作手册的要求进行更换。
2. 切割质量不理想:检查刀片的调整情况,如需调整,按照操作手册的要求进行调整。
3. 异常噪音或振动:检查机械部件是否松动或磨损,如需修复或更换,按照操作手册的要求进行处理。
为了剪板工件厚度设定合理的刃口间隙,一般每毫米间隙0.08比较合适。
选择合理的刃口间隙值,可使系统压力相对较低,切口质量较好,有益于延长刀片的使用寿命。
我们必须把刀口间隙均与度调整一致误差不能超过0. 02mm。
1、要求:调试人员具备一定的维修技术和维修安全常识。
2、准备:(1)、工具:量具(塞尺);拆、装、调刀具专用扳手(套筒、梅花、内六角、螺丝刀等)具体大小根据机床螺栓而定。
(2)、辅助物品:铜棒或者铝棒、油石、棉布、煤油或者柴油(清洗用)或专用设备清洗油、照明工具。
3、拆刀具:按照机床刀具安装位置,机床使用说明书、机床设备维修手册进行拆卸;拆卸下零部件按顺序、有次序摆放。
注意:有的机床设备有刀具座,刀具座不需要拆卸。
若刀具全部刃口都使用过,那么刀具要进行修理(上磨床磨刀具)或者进行更换和机床设备配置相同的新刀具。
4、清洗:用柴油把刀具和零部件、刀具座、刀具安装面清洗干净、工作台等上油污等杂物清洗干净;刀具和安装刀具面的毛刺用油石去毛刺,处理光净。
用棉布把刀具和零部件、刀具安装面擦干净,基本做到一尘不染。
5、安装:按第3步拆卸步骤倒回逐步安装、分段刀具接口处用手摸无明显手感则为合格;刀具螺栓从每个刀片中间往两头紧固。
安装完后,进行零部件安装位置准确检查,发现有不对地方马上修改。
6、调整:(1)、首先把机床的刀口调整间隙调到最大位置,若不在最大位置,刀口向下运行时因刀口间隙—值而引起刀口咬刀;使刃口破坏。
(2)、此时需要两人、一位踩或按机床设备下运行开关,另一位关闭机床旁边的截止阀,当机床下运行到最下位置,迅速关闭截止阀;关闭完后停到机床油泵和电路总开关。
(3)、当截止阀关闭和停掉油泵确认机床安全后把机床刀口间隙调整为0.05处;用塞尺从机床右端开始测量,塞尺选择为最小0.05mm,最大0.07mm;测量时刀口刃口处0.05mm能过;0.07不能过就为合格,每个调节螺栓逐步检查。
若不合格则需要调整,(1种由调节螺栓分为顶和拉、固定三种组成另一种由顶和拉组成。
中德剪板机操作方法
中德剪板机操作方法如下:
1. 开机准备:首先确认剪板机的电源开关处于关闭状态,插头已经插入电源插座并接通电源。
2. 调整切割长度:根据需要,将剪板机上的调节杆旋转,调整切割长度。
可以根据实际需要选择不同的长度。
3. 调整切割角度:根据需要,松开剪切角度调节螺丝,调整切割角度。
然后用扳手紧固螺丝,使切割角度正确固定。
4. 放置待切割材料:将待切割的金属板材放在剪板机的工作台上,确保板材平整并牢固固定在工作台上。
5. 开启电源:将剪板机的电源开关调至开启状态,待剪板机启动后可以进行操作。
6. 踏板控制:用脚踩住剪板机踏板,控制切割动作。
松开踏板即可停止切割。
7. 完成切割:当切割完成后,松开踏板停止切割,将切割好的板材取下。
注意事项:
- 操作前必须戴好防护手套和护目镜,确保人身安全。
- 操作过程中要注意板材是否稳固,以免引起事故。
- 在切割过程中要确保材料的切割长度和角度设置正确,以获得预期的切割效果。
- 操作完毕后,及时关闭电源,并清理和保养剪板机,以延长设备使用寿命。
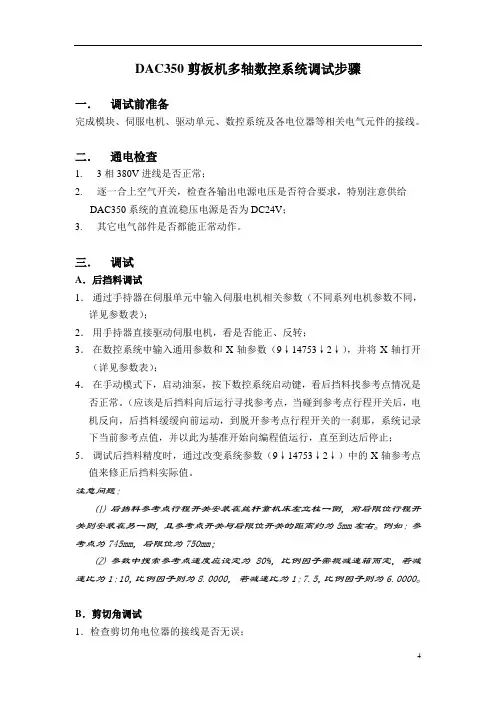
DAC350剪板机多轴数控系统调试步骤一.调试前准备完成模块、伺服电机、驱动单元、数控系统及各电位器等相关电气元件的接线。
二.通电检查1.3相380V进线是否正常;2.逐一合上空气开关,检查各输出电源电压是否符合要求,特别注意供给DAC350系统的直流稳压电源是否为DC24V;3.其它电气部件是否都能正常动作。
三.调试A.后挡料调试1.通过手持器在伺服单元中输入伺服电机相关参数(不同系列电机参数不同,详见参数表);2.用手持器直接驱动伺服电机,看是否能正、反转;3.在数控系统中输入通用参数和X轴参数(9↓14753↓2↓),并将X轴打开(详见参数表);4.在手动模式下,启动油泵,按下数控系统启动键,看后挡料找参考点情况是否正常。
(应该是后挡料向后运行寻找参考点,当碰到参考点行程开关后,电机反向,后挡料缓缓向前运动,到脱开参考点行程开关的一刹那,系统记录下当前参考点值,并以此为基准开始向编程值运行,直至到达后停止;5.调试后挡料精度时,通过改变系统参数(9↓14753↓2↓)中的X轴参考点值来修正后挡料实际值。
注意问题:⑴后挡料参考点行程开关安装在丝杆靠机床左立柱一侧,前后限位行程开关则安装在另一侧,且参考点开关与后限位开关的距离约为5mm左右。
例如:参考点为745mm,后限位为750mm;⑵参数中搜索参考点速度应设定为80%,比例因子需视减速箱而定,若减速比为1:10,比例因子则为8.0000,若减速比为1:7.5,比例因子则为6.0000。
B.剪切角调试1.检查剪切角电位器的接线是否无误;2.进入数控系统诊断界面:8↓741↓2↓,按“↓”键到8、9输出端口,其中8为剪切角增大,9为剪切角减小;3.通过不断增大和减小剪切角,并测量上刀片两端与下刀片的高度差(不同型号机床该值不同),找出0.0°、0.5°、1.0°、2.0°这4个位置对应的电位器的DA值,以下情况均以QVNK31/8为例:①先使剪切角减小,至上刀片两端与下刀片高度差近似为0的位置(由于小头为20mm左右,则大头一侧也为20mm时,按“End”键返回到诊断界面的目录页面进入5:模拟量界面,屏幕上第二排显示的电位器的值即为剪切角0.0°时对应的DA值;②按“End”键返回到诊断界面的目录页面,输入2↓,增大剪切角,根据QVNK31/8剪板机2°对应的高度差为108mm,则0.5°对应27mm,再加上小头上下刀片高度差20mm,用尺测量,当高度差恰好为47mm时,再按“End”键返回5↓,记录电位器当前DA值,同理,记录1.0°即74mm和2.0°即128mm 对应的DA值。

大家知道剪板机机器该怎样调整和操作吗?下面小编为大家简单介绍一下。
1.剪板机刃口间隙的调整:刃口间隙调整的是否恰当是影响剪切质量和延长刀片寿命的重要因素。
间隙调整时暂将锁紧螺钉松开,然后转动手柄至所需的刻度值,再将螺钉锁紧。
球阀作测量上下刀片刃口间隙均匀度之用。
具体方法是以单次行程,当上下架行至下死点时,即迅速转动球阀关闭油路,使上刀架停于下死点。
然后继续微量开闭球阀,使上刀架在全行程上逐段上升,此时即可逐段测量刃口间隙之均度。
2.剪板机操作前的准备:(1)剪板机清洗各机表面之油污,注意截止阀上刻线应位于开启位置。
(2)剪板机各润滑部位注入润滑脂。
(3)在剪板机油箱中加入L-HL46号机械油(油液必须清洁)。
机器接地,接通电源,检查各电器动作之协调性。
3.操作:(1)开启剪板机机器作若干循环,在确保无不正常情况后,试剪不同厚度板料(由薄至厚)。
(2)在剪切过程中,打开压力表开关,观察油路压力值,如有不正常可调整溢流阀至合乎规定要求。
(3)操作时,如发现有不正常杂音或油箱过热现象,应立即停车检查。
油箱最高温度不超过60度。
扩展资料:液压剪板机的正确操作:1、开动机器作空转若干循环,确保在正常情况下,试剪不同厚度板料,由薄至厚。
确保用户熟悉机器性能。
2、试剪板机时不同板厚时必须调对不同刀片间隙。
若不调对相应的刀片间隙,则影响刀片耐用度。
3、在剪切过程中打开压力表开关,观察油路压力值,剪12mm板时压力应小于20MPa。
此远程调压阀No9,出厂时压力调定20—22MPa,用户必须遵守此规定,不得为剪超规定材料面提高压力,造成剪板机损坏。
4、操作时声音平衡。
如有杂音,应停车检查。
5、操作时油箱提高温度<60度6、液压阀出厂时均已调定,请勿乱动。
关于液压剪板机的调试,大家需要注意操作前准备工作:1、清洗务机件表面之油污、检查球阀应处于开启位置。
2、各润滑各部位注入润滑油。
3、在油箱中加入46液压油。
以下为剪板机的参数说明,一起来看看吧。
一、参数功能说明00 模式设定0 0=基本模式;1=基本模式加后退让. 推荐值(0)01 定位精度0.1 单位为+/-0.01mm 推荐值(0.14)02 退让长度0 后退让长度设定(单位mm) 推荐值(0)03 传动系数传动比:脉冲/传动比=mm 推荐值(16.66)04 减速距离到目标位置前的距离(单位mm)推荐值(0)05 定位时间设定在目标位停留至确定的时间(单位0.1秒)推荐值(1)06 慢速速度设定值0.5-0.05,通常为0.2-0.1(单位0.1秒) 推荐值(0.25)07 前限位设定值根据机械具体情况设定.(单位mm) 推荐值(10)08 后限位设定值根据机械具体情况设定.(单位mm) 推荐值(450)进入工程参数设定的方法:按住编程键大约3秒,至程序栏出现闪动的"P″,然后,按┼, —键选择要修改的参数,把数字输入,然后按ENT键,要退出参数设定状态再按一次编程键就退回主画面.参数设定完成后,要关电源,再开电源,数据才能保存.二.模式说明:MD11-1共有2种运行模式模式0:运行与开关输出说明:工作过程是:按下运行键后,假设实际位置和目标位置相差超过2mm(减速距离可由参数设定),则R1端子输出电位信号;如果实际位置和目标位置相差少于减速距离,则R1端子输出脉冲信号(慢速信号),面板的运行指示灯分别用快闪和慢闪,指示快速或慢速运行状态,当实际位置和设定位置相等时,运行指示灯会长亮,指示到位停止,但停止还有一个参数决定,就是参数5,参数5可设定实际位置和设定位置重合(停留)的时间,从而可更精确地定位在设定位置.例如:如果慢速较快,则两者重合时间也较短,这时可能出现过冲,如果设定较长的停留时间,则此时不会结束定位,而继续用慢速反复定位至较精确位置,但停留判断时间也不宜过长,否则影响定位速度,要根据机台的磨擦力、电机速度等情况现场经验而定。
模式1:基本模式加后退让此模式是在模式0基础上增加了后退让功能,后退让的工作过程是:当刀片下降离开行程开关时,后挡位以快速后退,后退量可由参数2设定(单位为毫米),由于是快速后退,并不考虑精度,然后当压板上升后,压到行程开关时(行程开关压住时通电)系统重新用快速至慢速定位到目标位置,此时由于慢速定位所以有正常的精度。
剪板机作业指导书引言概述:剪板机是一种常见的金属加工设备,广泛应用于制造业中。
正确的操作剪板机是确保生产效率和安全的关键。
本文将详细介绍剪板机的作业指导,帮助操作人员正确使用剪板机,提高工作效率和安全性。
一、剪板机的基本操作1.1 准备工作- 确保剪板机周围环境整洁,没有杂物和障碍物。
- 检查剪板机的电源和电气线路,确保正常工作。
- 检查剪板机的刀具,确保刀具尖端锋利且没有损坏。
1.2 开机操作- 按照剪板机的启动顺序依次打开电源开关、气源开关和冷却水开关。
- 检查剪板机的润滑系统,确保润滑油充足。
- 启动剪板机,并调整合适的切割速度和切割压力。
1.3 剪板操作- 将待剪板材放置在剪板机工作台上,并调整夹紧装置,确保板材稳固。
- 根据需要,调整剪板机的刀具位置和切割长度。
- 按下剪板机的启动按钮,开始剪板操作。
二、剪板机的安全操作2.1 穿戴个人防护装备- 操作人员应穿戴适当的安全鞋、安全帽和防护眼镜,以防止意外伤害。
- 对于长时间操作剪板机的人员,应佩戴耳塞或耳罩,保护听力。
2.2 遵守操作规程- 操作人员应熟悉剪板机的操作手册,并按照规程进行操作。
- 不得在剪板机运行时进行维修或调整刀具,必须停机后才能进行。
2.3 注意安全距离- 操作人员应保持与剪板机切割区域一定的安全距离,以防止意外伤害。
- 不得将手或其他物体靠近刀具,以免发生危险。
三、剪板机的维护保养3.1 定期清洁- 每天结束操作后,应清洁剪板机的工作台、刀具和切割区域,以保持设备的良好工作状态。
- 定期清洁剪板机的润滑系统,更换润滑油。
3.2 刀具的维护- 定期检查剪板机的刀具,确保刀具尖端的锋利度。
- 如果刀具损坏或磨损,及时更换或修复。
3.3 保养电气系统- 定期检查剪板机的电气系统,确保电源和线路的正常工作。
- 如果发现电气问题,应立即停机并寻求专业人员的帮助。
四、剪板机故障排除4.1 常见故障- 剪板机切割不平整:可能是刀具损坏或切割速度过快,需要更换刀具或调整切割参数。
立式剪板机软启动器的开通调试步骤
立式剪板机软启动器的开通调试步骤
1. 确认软启动器的型号和参数,根据实际情况设置软启动器的参数。
2. 检查软启动器的电源和控制线路是否正确连接,确保软启动器的供电和控制信号正常。
3. 接通软启动器的电源,按照软启动器的说明书进行调试。
首先进行手动模式调试,检查软启动器的正反转是否正确,以及加速度和减速度是否符合要求。
4. 进行自动模式调试,设置好剪板机的工作参数,启动剪板机,观察软启动器的工作状态。
注意观察软启动器的温度和振动情况,确保软启动器的工作稳定。
5. 在调试过程中,如果发现软启动器存在异常情况,应该及时停止调试,检查软启动器的电路和参数设置,并根据具体情况进行修理或更换。
6. 调试完成后,应该对软启动器进行记录和标记,以便今后维护和管理。
总之,在进行立式剪板机软启动器的开通调试时,应该认真阅读说明书,根据实际情况进行设置和调试,并注意安全和稳定性。
只有这样才能保证剪板机的正常工作,并延长设备的使用寿命。
数控剪板机控制器说明书数控剪板机控制器说明书1. 引言本文档是针对数控剪板机控制器的详细说明,包括操作指南、功能介绍、技术参数等内容,旨在为用户提供准确清晰的使用指导。
2. 安全须知在操作数控剪板机控制器之前,请用户务必仔细阅读并按照以下安全须知进行操作,以确保人身安全和设备的正常运行:1) 请确保操作人员已经接受过相关培训,并具备操作该设备的相应知识和技能。
2) 使用过程中应注意避免与设备运动部件接触,以免发生意外伤害。
3) 在进行设备检修和维护时,请先切断电源,并采取相应的安全防护措施。
4) 操作人员应穿戴适当的劳动防护用具,如工作服、安全鞋等。
5) 当设备发生故障时,请立即切断电源并通知维修人员进行维修。
3. 控制器功能介绍数控剪板机控制器具有以下功能:1) 自动控制剪板机的剪切动作,实现自动化生产流程。
2) 可编程设置剪切尺寸、速度等相关参数,满足不同的生产需求。
3) 提供多种操作模式选择,如手动模式、单次自动模式、连续自动模式等。
4) 通过触摸屏界面实现直观的操作界面。
5) 支持故障诊断和故障报警功能,以提高设备的可靠性和稳定性。
6) 具备数据存储和回放功能,方便用户对生产数据进行分析和检测。
4. 操作指南4.1. 界面介绍数控剪板机控制器的界面主要由以下几个部分组成:1) 触摸屏:用于用户操作和参数设置。
2) 显示屏:显示当前设备的状态信息和操作结果。
3) 控制按钮:包括启动按钮、停止按钮、复位按钮等,用于设备的启动和停止操作。
4) 菜单栏:提供不同的功能选项,例如参数设置、故障诊断等。
5) 指示灯:用于指示设备的运行状态,例如电源指示灯、运行指示灯等。
4.2. 操作流程1) 通电准备:将剪板机控制器的电源插头插入电源插座,并确认电源开关已打开。
2) 系统启动:按下启动按钮,等待系统自检完成。
3) 参数设置:通过菜单栏进入参数设置界面,根据实际需求设置剪切尺寸、速度等参数。
4) 运行控制:选择所需的操作模式,如单次自动模式或连续自动模式,并按下对应的控制按钮启动设备运行。
剪板机刀具的间隙调节方法:1. 拆下下刀片,逐片清洗干净。
2. 刀片可以四面使用,挑选好的一面贴紧安装好。
并检查刀片水平、垂直两个方向的的平直度。
3. 拆下上刀片,逐片清洗干净。
同理,刀片可以四面使用,挑选好的一面贴紧安装好。
并检查刀片水平、垂直两个方向的的平直度。
4. 上刀片是固定的不可以调整,我们通过调整下刀片来调整剪板机刀片间隙。
5. 找到下刀片的左右两个拉大间隙螺杆一般在最外边。
6. 找到下刀片的左右两个推进下刀片缩小间隙的紧定螺钉它的上面有锁定的备紧螺母。
一般在内侧。
7. 松开下刀片台面的左右四个螺栓。
8. 手动盘车将上刀片降至合适位置,操作者到剪板机落料区开始调整。
9. 使用塞尺从左手上下刀片未咬合的部位开始粗调至0.5毫米。
10. 手动盘车使刀片上移到中间位置粗调至0.5毫米。
11. 手动盘车使刀片上移到右侧上下刀未脱开的位置中间位置粗调至0.5毫米。
12. 手动盘车将上刀片降至合适位置,开始精调整。
13. 使用塞尺从左手上下刀片未咬合的部位开始精调至塞尺三丝能入五丝不能入。
14. 手动盘车使刀片上移到中间位置开始精调至塞尺三丝能入五丝不能入。
15. 手动盘车使刀片上移到右侧上下刀未脱开的位置开始精调至塞尺三丝能入五丝不能入。
16. 上面是针对新车而言精调至塞尺三丝能入五丝不能入。
17. 旧车的话,精调至塞尺十丝能入二十丝不能入。
或按所需剪切钣金厚度的1/10—1/20进行适当的调整。
18. 剪板机刃口锋利的情况下,如剪切的板材边缘有毛刺,可适当减小上下刀片的间隙。
剪板机作业指导书一、背景介绍剪板机是一种常见的金属加工设备,广泛应用于金属加工行业。
为了确保操作人员能够正确、安全地操作剪板机,提高工作效率和产品质量,特编写本作业指导书。
二、操作准备1. 工作场所应保持清洁整洁,无杂物堆放。
2. 确保剪板机的电源接地良好,电源线无损坏。
3. 检查剪板机的刀片、刀座和定位装置是否完好,无松动或磨损现象。
4. 准备所需的工件和相关工具。
三、操作步骤1. 打开剪板机的电源开关,确保电源指示灯亮起。
2. 调整剪板机的刀片间距,根据工件的厚度和要求进行调整。
一般情况下,刀片间距应为工件厚度的1.5倍。
3. 将工件放置在剪板机的工作台上,并确保工件与刀片之间没有异物。
4. 调整剪板机的定位装置,使其与工件对齐。
可以使用刻度尺或定位块等工具进行辅助。
5. 按下剪板机的启动按钮,剪板机开始工作。
6. 观察剪板机的工作情况,确保刀片平稳运行,工件被均匀切割。
7. 完成切割后,及时停止剪板机的工作,关闭电源开关。
四、注意事项1. 操作人员应穿戴好劳动防护用品,如安全帽、防护眼镜、防护手套等。
2. 在操作过程中,严禁将手或其他身体部位靠近刀片,以免发生意外伤害。
3. 操作人员应熟悉剪板机的工作原理和操作方法,严禁未经培训人员操作。
4. 在操作过程中,如发现异常情况或设备故障,应立即停止操作,并及时报告维修人员。
5. 操作结束后,应及时清理工作台和剪板机,保持设备干净整洁。
五、常见问题解答1. 问:切割后的工件表面不平整怎么办?答:可能是刀片磨损或刀片间距不合适。
可以更换刀片或调整刀片间距。
2. 问:切割时出现卡料现象怎么办?答:可能是工件太硬或刀片不锋利。
可以更换合适的刀片或对刀片进行磨削。
3. 问:剪板机工作时发出异常声音怎么办?答:可能是刀片松动或定位装置不准确。
可以检查刀片和定位装置,确保其稳固可靠。
六、总结剪板机是一种常见的金属加工设备,正确操作剪板机可以提高工作效率和产品质量。
1.配置机床环境参数S525剪板机系统,同时适用于X轴X+I轴X+I+A轴的剪板机,所以在使用前需要对系统的环境参数进行设置。
进入4)诊断》》1)参数编辑找到Parameter》system》configure channel》【0】如下图:按回车键进入:进入该页面后,修改channel axes mask的参数值:机床配置为X轴,channel axes mask=000000000001,(十一个0),输入的时候,也可以直接输入1,然后回车键,系统会自动补上前面的十一个0。
机床配置为X+I轴,channel axes mask=000000001001,输入的时候,也可以直接输入1001,然后回车键,系统会自动补上前面的0。
机床配置为X+I+A轴,channel axes mask=000100001101,输入的时候,也可以直接输入100001101,然后回车键,系统会自动补上前面的0。
然后点击,对功能键翻页,找到,点击保存。
四个方块依次是是,全是,否,全否,可以选择是或全是,并重新启动数控系统。
2.输入/输出IO点配置配置输入点:进入4)诊断》》1)参数编辑,进入conf. Inputs根据图纸对IO点进行设置输入IO有4列组成,ENAB,表示是否启用该输入,0=不启用,1=启用Number,表示板号,对于S525系统来说,此处永远=0 Bit,表示位,从0-15,Inv,表示该输入的常态,0=常闭,1=常开横向行号表示该输入点的功能,Emergency-0表示急停输入Cutting pedal-1表示脚踏板输入以下简化英文....-2表示上限位输入-3表示下限位输入-4表示后档料前进限位-5表示后档料后退限位-6表示A轴前进限位-7表示A轴后退限位-8表示I轴前进限位-9表示I轴后退限位-10表示压脚压力到达信号-11表示全行程切割启用-12表示连续切割启用(需要-1信号持续输入)-13托料装置下限位-14后档料参考点限位-15I轴参考点限位(仅当I使用伺服电机时有效)-16禁用刀架向上(当有输入时,刀架不会有向上输出)-20光电保护输入-21托料装置上限位例如,电气图纸上急停信号的接入点是IN1的第1脚,那么Emergency-0的参数应该设置为配置输出点:进入4)诊断》》1)参数编辑,进入conf. outputs根据图纸对IO点进行设置输入IO有3列组成,ENAB,表示是否启用该输入,0=不启用,2=启用Number,表示板号,对于S525系统来说,此处永远=2 Bit,表示位,从0-15横向行号表示该输出点的功能,EV1-0表示阀1的输出点EV2-1表示阀2的输出点以下简化英文....-2表示阀3的输出点-3表示阀4的输出点-4表示阀5的输出点-5表示阀6的输出点-6表示阀7的输出点-7表示阀8的输出点-8表示阀9的输出点-9表示阀10的输出点-10表示阀11的输出点-11表示阀12的输出点-12表示阀13的输出点-13表示阀14的输出点-14表示辅助功能1的输出点-15表示辅助功能2的输出点-16表示托料装置上升的输出点-17表示托料装置下降的输出点-22表示剪切启用的输出点注意:由于伺服驱动的使能信号是在轴配置参数中设置的,所以请不要再此处配置相同的输出点。
设置X轴伺服驱动使能。
进入3)配置》》2)轴配置Motor on output register=2,表示使能是在OUT1板输出Motor on output bit=15,表示使能是在第16脚输出其他参数请不要进行设置3.轴参数除了下面列出的轴参数进行设置外,其他轴参数请保持默认参数X1轴参数参数名称参数值说明Name X1 默认Type 1-prop st 默认Drive type 0-Analog 默认Minimum target(mm) 5 最小极限Maximum target(mm) 1000 最大极限Maximum speed[mm/min] 6000 最大速度Acceleration time(s) 0.5 加速时间Deceleration time(s) 0.5 减速时间S-curve time(s) 0 默认P gain 16.6666 增益D gain 0 默认Feed Forward 0 默认Follow error limit speed (mm/min) 0 默认Maximum follow error (pulses) 10000 默认Emergency ramp time(s) 0.2 默认Hardware limits enabling option 1 默认Play adjustment target(mm) 0.000 单向定位0=禁用1=正向2=负向Type of play adjustment 0 单向定位距离Direction change timer(s) 0 单向定位换向时间Adj. Target on reversal(mm) 0.000 反向间隙Play adj. Direction rev. option 0 反向间隙模式0=禁用1=启用Zone compensation table index 0 区间补偿表0=禁用1=启用表10 默认0 默认Opt: zone cross-axes compensation 0 默认Cross-axes compens. Master axis 0 默认0 默认0 默认0 默认0 默认Opt: Plasma Cut Torch Adjustment 0 默认Opt: Plasma Cut Torch table index 0 默认Opt: Gantry Axes 0 默认Gantry axis table index 0 默认Number of encoder pulses/mm(mul) 1000 转换系数,当(div)=1时,表示1mm,多少个脉冲Number of encoder pulses/mm(div) 1 默认Simulated axes enabling option 0 模拟轴0=禁用1=启用正常机床必须是0Axis control multiplier 0 默认Encoder tes type 0 默认Positive insensitivity voltage(V) 0.000 正向死区电压,一般为0 Negative insensitivity voltage(V) 0.000 负向死区电压,一般为0 Opt: force offset valve 0 强制零漂修正0=禁用1=启用DAC offset value[V] 0.000 强制零漂修正输出电压值Maximum offset recovery voltage 0.000 自动零漂修正最大值Offset recovery time(s) 0.000 自动零漂修正周期POS +/- 0/10V Man. Enab. Opt. 0 默认Motor Man. Via PLC enab. Opt. 0 默认Loop closing via PLC disab. Opt 0 默认Opt: Enab Torque-Enable alarm 0 默认Opt: F/R running Dac_pos manag. 0 默认DAC_POS bit sign reversal option 0 默认OPT: brake equipped axis 0 默认Brake Timing man. Enab. Opt. 0 默认Timer for brake management(s) 0.000 默认Tolerance alarm disabling option 0 默认Rough tolerance target(mm) 0.5 快速定位公差Fine tolerance target(mm) 0.2 慢速定位公差Tolerance monitoring hold time 1.000 保持时间,一般为1~30.000 默认LV commands VOUT disabling option 0 默认0 默认Manual speed(mm/min) 1000 手动速度0 默认0 默认0.000 默认0.000 默认0.000 默认0.000 默认Sizing type 0 回参类型0=编码器零信号回参1=编码器零信号回参,并定位到停靠点坐标值2=不回参考点3=限位开关回参4=限位开关回参,并定位到停靠点坐标值Sizing target(mm) 999.000 参考点坐标Sizing micro search speed(mm/min) 1000 回参速度Sizing mark search speed(mm/min) 200 零信号速度Sizing alarm target(mm) 10.000 回参误差报警,一般设置为马达转一圈的位移量Parking target(mm) 999.000 停靠点坐标值Sizing direction reversal option 0 回参方向0=往正方向回参1=往负方向回参Counting direction reversal option 0 计数反向Analog sign reversal option 0 模拟量反向Level monitoring disab. Option 0 默认Absolute sizing enabling option 1 默认1=系统断电后记录断电前的坐标值Independent feed-rate handling 0 默认Iament. Programing enabl. Option 0 默认Opt. Distance to go signed 0 默认0.0 默认Internal Reolution[um] 0 默认0 默认0 默认其他轴的轴参数请参考X轴4.测试菜单按菜单键,输入4)诊断》》5)测试菜单在测试菜单中,可以直接输入电压值,并按【+】或【-】,直接移动X轴。
5.压力参数按菜单,输入3)配置》》4)压力参数在页面中,可以输入相关参数后,按启动键,强制输出,来移动刀架和A轴以及I轴。
6.关于电位计的示教在手动页面下,点击进入示教页面选择并点击系统将会弹出示教页面将刀隙轴移动到最小位置,然后点击下一步,在窗口中,输入当前的刀隙值,如0.1,然后点击下一步将刀隙轴移动到最大位置,然后点击下一步然后输入,当前的刀隙值,比如2,点击下一步,确定后,系统会要求重新启动。
同样的对角度进行示教,需要注意的是,角度轴示教角度轴处于小角度的时候,输入的是角度角度周处于大角度的时候,输入的是刀架右侧离开工作台的距离7.一般参数和阀配置参数请参照字面含义进行设置。