4-3装夹和找正工件(模具数控加工技术课件)
- 格式:ppt
- 大小:1.33 MB
- 文档页数:15
1.了解装夹的概念和定位原理。
2.了解平口钳的结构,掌握其安装校正方法。
3.掌握用平口钳装夹工件的方法。
4.掌握用压板装夹工件的方法。
在铣床上装夹工件:用平口钳装夹工件——较小型的工件用压板装夹工件——大、中型的工件本任务练习工件的装夹。
一、工件装夹的概念定位:工件在开始加工前,在机床上或夹具中占有某一正确的位置的过程。
夹紧:使定位好的工件不致于在切削力的作用下发生位移,使其在加工过程中始终保持正确的位置,还需将工件压紧夹牢。
定位和夹紧的整个过程合起来称为装夹。
一、安装和校正平口钳非回转式、回转式。
平口钳以钳口宽度为标准规格。
压板 活动钳口 底座钳体固定钳口 钳口铁 活动钳身丝杠手柄平口钳1.平口钳的安装2.平口钳的校正平口钳的安装与校正二、用平口钳装夹工件用平口钳装夹工件●安装工件时,应将各接合面擦净。
●工件的装夹高度,以铣削时铣刀不接触钳口上平面为宜。
●工件的装夹位置,应尽量使平口钳钳口受力均匀。
必要时,可以加垫块进行平衡。
●用平行垫铁装夹工件时,所选垫铁的平面度、平行度和垂直度应符合要求,且垫铁表面应具有一定硬度。
三、用压板装夹工件用压板装夹工件●在铣床工作台面上,不允许拖拉表面粗糙的工件。
夹紧时,应在毛坯件与工作台面间衬垫铜皮,以免损伤工作台表面。
●用压板在工件已加工表面上夹紧时,应在工件与压板间衬垫铜皮,避免损伤工件已加工表面。
●正确选择压板在工件上的夹紧位置,使其尽量靠近加工区域,并处于工件刚性最好的位置。
若夹紧部位有悬空现象,应将工件垫实。
●螺栓要拧紧,尽量不使用活络扳手,以防滑脱伤人。
正确错误工件的装夹与找正。


数控加工操作基础篇(一)装夹与找正目的:1.掌握夹具的分类、组成和作用,了解各典型夹具的结构和功能。
2.掌握六点定位原理与常见定位方式与元件,了解基准的概念及基准的使用。
3.一:装夹的定义装夹是工件在开始加工前,首先必须使工件在机床上或夹具中占有某一正确位置,这个过程称为定位。
为了使定好位的工件不至于在切削力的作用下发生位移,使其在加工过程中始终保持正确的位置,还需将工件压紧夹牢,这个过程称为夹紧。
定位和夹紧的整个过程合起来称为装夹。
二:基准1.基准的概念及其分类基准是零件上用以确定其它点、线、面位置所依据的那些点、线、面。
基准根据功用不同,它可以分为设计基准和工艺基准两大类。
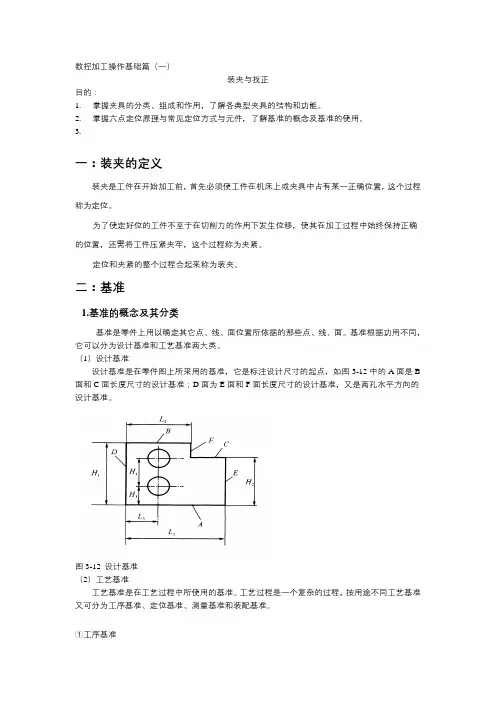
(1)设计基准设计基准是在零件图上所采用的基准,它是标注设计尺寸的起点,如图3-12中的A面是B 面和C面长度尺寸的设计基准;D面为E面和F面长度尺寸的设计基准,又是两孔水平方向的设计基准。
图3-12 设计基准(2)工艺基准工艺基准是在工艺过程中所使用的基准。
工艺过程是一个复杂的过程,按用途不同工艺基准又可分为工序基准、定位基准、测量基准和装配基准。
①工序基准在工序图上,用来标定本工序被加工面尺寸和位置所采用的基准,称为工序基准。
所标定的被加工表面位置的尺寸,称为工序尺寸。
如图3-13所示,通孔为加工表面,要求其中心线与A面垂直,并与B面及C面保持距离L1、L2,因此表面A、表面B和表面C均为本工序的工序基准。
②定位基准定位时据以确定工件在夹具中位置的点、线、面称为定位基准。
这些作为定位基准的点、线、面既可以是工件与定位元件实际接触的3-14所示,零件的内孔套在心轴上加工¢40h6外圆时,内孔轴线即为定位基准。
③测量基准测量已加工表面尺寸及位置的基准,称为测量基准。
图3-14所示的零件,当以内孔为基准(套在检验心轴上)去检验Φ40h6外圆的径向圆跳动和端面B的端面圆跳动时,内孔轴线即测量基准。
④装配基准装配时用以确定零件在机器中位置的基准。
图三爪自定心卡盘
(2)用单动卡盘(俗称四爪卡盘)装夹
由于单动卡盘的四个卡爪各自独立运动,因此工件装
图四爪单动卡盘
(3)用两顶尖装夹
图用两顶尖装夹
(4)用一夹一顶装夹
用两顶尖装夹工件虽然精度高,但刚性较差,影响切削用量的提高。
因此,车削一般轴类工件,尤其是较重的工件,不能用两顶尖装夹,而用一端夹住,另一端用后顶尖顶住的装夹方法。
为了防止工件由于切削力作用而产生轴向位移,必须在卡盘内装一限位支承(见图),或利用工件的台阶作限位(见图)。
这种装夹方法较安全,能承受较
图一夹一顶装夹
后顶尖有固定顶尖和回转顶尖两种。
固定顶尖刚性好,定心准确,但与中心孔间因产生滑动摩擦而发热过多,容易将中心孔或顶尖“烧坏”。
因此只适用于低速加工精度要
图顶尖三、四爪卡盘的找正的方法和步骤
图四爪盘找正工件、任务考核。