焊接工艺评定覆盖范围图示法
- 格式:pdf
- 大小:179.38 KB
- 文档页数:6
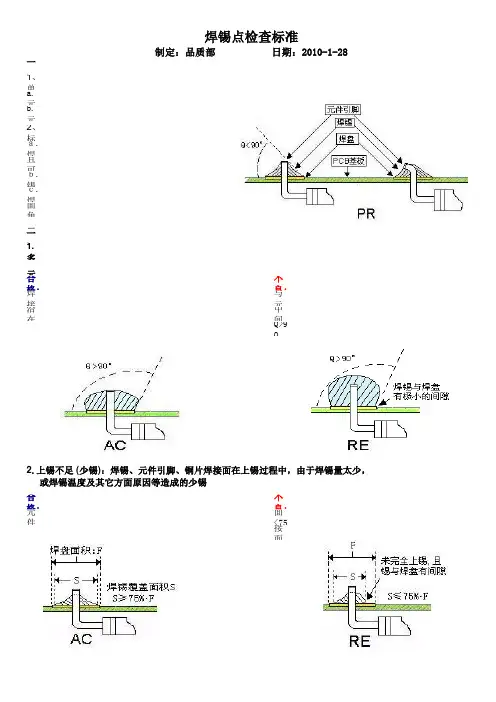
一、单面板焊锡点1、单面板焊锡点对于插式元件有两种情形:a. 元件插入基板后需曲脚的焊锡点b. 元件插入基板后无需曲脚 (直脚) 的焊锡点2、标准焊锡点之外观特点a. 焊锡与铜片, 焊接面, 元件引脚完全融洽在一起,且可明显看见元件脚b. 锡点表面光滑, 细腻, 发亮c. 焊锡将整个铜片焊接面完全覆盖, 焊锡与基板面角度Q<90°, 标准焊示锡点右如右图:二、焊锡点可接受标准1.多锡:焊接时由于焊锡量使用太多,使零件脚及铜片焊接面均被焊锡覆盖着,使整个锡点象球型, 元件脚不能看到.合格: 焊锡点虽然肥大Q>90°,但焊锡与元件脚,铜片不良: 焊锡与元件引脚, 铜片焊接状况差, 焊锡焊接面焊接良好,焊锡与元件脚,铜片焊接面完全融与元件脚/铜片焊接面不能完全融洽在一起, 且洽在一起,如下图:中间有极小的间隙, 元件引脚不能看到, 且Q>90°, 如下图:合格: 整个焊锡点, 焊锡覆盖铜片焊接面≥75%,不良: 整个焊锡点, 焊锡不能完全覆盖铜片焊接元件脚四周完全上锡, 且上锡良好, 如下图:面<75%, 元件四周亦不能完全上锡, 锡与元件脚接面有极小的间隙, 如下图:焊锡点检查标准制定:品质部 日期:2010-1-282.上锡不足 (少锡):焊锡、元件引脚、铜片焊接面在上锡过程中,由于焊锡量太少,或焊锡温度及其它方面原因等造成的少锡3.锡尖合格: 焊锡点锡尖, 只要该锡尖的高度或长度h<1.0mm,不良: 焊锡点锡尖高度或长度h≥1.0mm, 且焊锡而焊锡本身与元件脚、铜片焊接面焊接良好, 如下图:与元件脚、铜片焊接面焊接不好, 如下图:4. 气孔合格: 焊锡与元件脚、铜片焊接面焊接良好, 锡点面不良: 焊锡点有两个或以上气孔, 或气孔是通孔,仅有一个气孔且气孔要小于该元件脚的一半, 或孔或气孔大于该元件脚半径, 如下图:深<0.2mm, 且不是通孔, 只是焊锡点面上有气孔,该气孔没有通到焊接面上, 如下图:5.起铜皮合格: 焊锡与元件脚、铜片焊接面焊接良好, 但铜皮有翻不良: 焊锡与元件脚、铜片焊接面焊接一般, 但铜起h<0.1mm,且铜皮翻起小于整个Pad位的30%, 如下图:皮翻起h>0.1mm, 且翘起面积S>30%·F以上(F为整个焊盘的面积), 如下图:6.焊锡点高度:对焊锡点元件脚在基板上的高度要求以保证焊接点有足够的机械强度合格: 元件脚在基板上高度0.5<h≤2.0mm, 焊锡与元不良: 元件脚在基板上的高度h<0.5mm或件脚, 铜片焊接面焊接良好, 元件脚在焊点中可明h>2.0mm, 造成整个锡点为少锡, 不露元件脚, 显看见, 如下图:多锡或大锡点等不良现象, 如下图: 注:对用于固定零件之插脚如变压器或接线端子之插脚高度可接受2.5mm为限.三、焊锡点不可接受的缺陷焊锡点在基板焊锡点中有些不良锡点绝对不可接收, 现列举部分如下( 1 ) 冷焊(假焊/虚焊)如下图:( 2 ) 焊桥(短路),锡桥,连焊,如下图:( 3 ) 溅锡, 如下图:( 4 ) 锡球, 锡渣, 脚碎, 如下图:( 5 ) 豆腐渣, 焊锡点粗糙, 如下图:( 6 ) 多层锡, 如下图:( 7 )开孔(针孔),如下图:第五节、双面板焊锡点一、双面板焊锡点1.双面板焊锡点同单面板焊锡点相比有许多的不同点:a. 双面板之PAD位面积较小(即外露铜片焊接面积)b. 双面板每一个焊点PAD位都是镀铜通孔鉴于此两点, 双面板焊锡点在插元件焊接过程及维修过程就会有更高要求, 其焊锡点工艺检查标准就更高, 2.标准焊锡点之外观特点a. 焊锡与元件脚, 通孔铜片焊接面完全融洽在一起, 且焊点面元件脚明显可见.b. 元件面和焊点面的焊锡点表面光滑, 细腻, 发亮.c. 焊锡将两面的Pad位及通孔内面100%覆盖, 且锡点与板面角度Q<90°, 如右图:二.可接收标准合格: 焊锡点元件面引脚焊锡虽然过多, 但焊锡与元件不良: 焊锡点元件面引脚肥大,锡点面引脚锡点肥脚,通孔铜片焊接面两面均焊接良好, 且Q<90°, 如大, 不能看见元件脚且焊锡与元件脚, 铜片焊接下图:面焊接不良, 如下图:2. 上锡不良合格: 焊锡与元件脚, 通孔铜片焊接面焊接良好, 且焊接不良: 从焊点面看, 不能清晰的看到元件引脚和通锡在通孔铜片内的上锡量高度h>75%·T (T: 基板厚孔铜片焊接面中的焊锡或在通孔铜片焊接面完全度), 从焊点面看上锡程度大于覆盖元件脚四周无焊锡或元件引脚到Pad位无焊锡或h<75%·T或(360°)铜片的270°, 或从元件面能清楚的看到通上锡角度Q<270°(针对Solder Pad 360°而孔铜片中的焊锡, 如下图:言), 如下图:1.多锡:焊接时由于焊锡量过多, 使元件脚, 通孔, 铜片焊接面完全覆盖, 不是使焊接时的两面元件脚焊点肥大, 焊锡过高下面将分别详细讨论双面板之焊锡点收货标准3. 锡尖:在焊接过程中由于焊锡温度过低或焊接时间过长等原因造成的锡尖合格: 焊锡点的锡尖高度或长度h<1.0mm, 而焊锡本身不良: 焊锡点锡尖高度或长度h≥1.0mm, 且焊锡与元件引脚及通孔铜片焊接面焊接良好, Q<90°, 与元件引脚, 通孔铜片焊接面焊接不良, 如下图:如下图:4. 气孔合格: 焊锡与元件脚, 铜片焊接面焊接良好, 锡点面仅有不良: 焊锡点上有两个或以上气孔, 或气孔是通孔,一个气孔且气孔要小于该元件脚的1/2, 且不是通孔或气孔大于该元件脚直径的1/2, 焊点面亦粗糙, (只是焊锡点表面有气孔, 未通到焊接面上), 如下图: 如下图:5. 起铜皮合格: 焊锡点与元件脚, 通孔铜片焊接面焊接良好, 但铜不良:焊锡与元件脚, 通孔铜片焊接面焊接质量一皮翘起高度h<0.1mm, 翘起面积S<30%·F (F为整个般, 但铜皮翘起h>0.1mm, 且翘起面积S>30%·F焊盘的面积),如下图: (F为整个焊盘的面积), 如下图:6. 焊接点高度PR: 元件脚在焊锡点中明显可见, 引脚露出高度h=0.1mm, 且焊锡与元件脚, 通孔铜片焊接面焊接良好, 如右图:合格: 元件脚露出基板的高度0.5mm<h≤2.0mm, 元不良: 元件脚露出基板高度h<0.5mm或h>2.0mm件脚在焊锡点中可明显看见, 且焊锡与元件脚, 通(仅对于厚度T≤2.3mm的双面板), 造成整个锡点孔铜片焊接面焊接良好. (但对于通孔铜片焊接面为少锡, 不露元件脚, 多锡或大锡点等不良现象, 的双面PCB板, 基板厚度T>2.3mm, 则元件脚露出且焊接不良, 如下图:基板高度可接收0<h≤0.5mm), 如下图:三、焊锡点不可接受的缺陷焊锡点 在双面板(镀铜通孔铜片焊接面)焊锡点中, 有些不良焊点绝对不可接收, 其不可接收程度完全同于单面板, 详细请参考以上审核:批准:。
For personal use only in study and research; not for commercialuse焊接工艺评定试验试样取样通用工艺规程1主题内容与适应范围1.1 本规程规定了钢制焊接压力容器焊接工艺评定试验试样加工方法和要求。
1.2 本规程适用于本公司钢制压力容器焊接工艺评定。
2 总则2.1 焊接责任工程师应根据公司需要确定焊接工艺评定项目。
2.2 焊接工艺评定所用设备、仪表应处于正常工作状态,钢材、焊接材料必须符合相应标准,并由本公司技能熟练的焊工使用本公司焊接设备焊接试板。
3 试样制备3.1 试样取样及尺寸、要求图3-1a) 所有切口不得用剪板机剪切b) 所有棱角都应倒成R2圆角(除焊缝外);c) 在所有试样端头打上钢印;d) 所有试样表面不得有碰伤;e) 试样数量:5件。
3.2 试样取样位置,试样取样位置见图3-2。
(c)取纵向弯曲试样时图3-2 板材取样位置图(续完)试样要求a) 试件角变形超过3°时,应在无损检测前进行冷校平。
b) 试件经外观检查和无损检测合格后,允许避开缺陷取样。
c) 力学性能试样应以机械法去除焊缝余高,使之与母材平齐。
d) 应在试样端头和剩余试件的先焊面打上钢印标记。
3.2.2 管材取样管材对接焊缝试件取样位置见图3-3。
试样要求管材对接焊缝的试样要求按本规程的表3-1(a) 拉力试样为整管时弯曲试样位置图3-3 管材取样位置图(未完)(b)不要求冲击试验时(c) 要求冲击试验时1—拉力试样; 2—面弯试样; 3—背弯试样; 4—侧弯试样;5—冲击试样;③⑥⑨12—钟点记号,为水平固定位置焊接时的定位标记。
图3-3 管材取样位置图(续完)3.2.3 板材角焊缝取样板材角焊缝取样位置见图3-4。
取样要求a) 试件两端各舍去20mm,然后沿试样横向等分切取5个试样;b) 每个试样棱角(除焊缝外)都倒成R2圆角;c) 每块试样端部打上钢印;d) 试样数量:5件。
焊接工艺评定规范YW/JS13-01编制:祁建军校对:乔东湘审核:江俊西批准:金国林建湖永维阀门钻件有限公司焊接工艺评定规范1目的为确保焊接质量符合要求,焊工技能得到满足。
2范围适用于各种类型手工或机械化焊接方法的WPS的制定和焊接工艺、焊工和焊机操作工的评定。
3要求3.1焊缝方位焊缝方位见图1和图2。
3.2坡口焊缝的试验位置3.2.1板的焊接位置3.2.1.1平焊位置1G板处于水平面内,焊缝金属在板的上方熔敷,见图3(a)。
3.2.1.2横焊位置2G板处于垂直平面内,焊缝轴线是水平的,见图3(b)。
3.2.1.3立焊位置3G板处于垂直平面内,焊缝轴线是垂直的,见图3(c)。
3.2.1.4仰焊位置4G板处于水平面内,焊缝金属从板的下方向上熔敷,见图3(d)。
3.2.2管子的焊接位置3.2.2.1平焊位置1G管子轴线水平,焊接时管子转动,焊缝金属从上面熔敷,见图4(a)。
3.2.1.2横焊位置2G管子轴线垂直,焊缝轴线处于水平面内,焊接时管子不转动,见图4(b)。
3.2.1.3立焊位置5G管子轴线水平放置,焊缝坡口在垂直面内,焊接时管子不转动,见图4(c)。
3.2.1.4仰焊位置6G管子轴线与水平面成45°倾斜角,焊接时管子不转动,见图4(d)。
3.3试验和检验的类型和目的3.3.1力学性能试验3.3.1.1拉伸试验用于测定坡口焊缝接头的极限强度。
3.3.1.1.1试样应符合图5所示类型之一缩截面试样—板材符合图5(a)中规定的缩截面试样,可用于所有厚度的板材的拉伸试验。
1)对于厚度不大于25mm的板材,每个要求的试样均应采用全板厚试样。
2)对于厚度大于25mm的板材,可采用全板厚试样或多个试样,但应符合c)的要求。
3)当采用多个试样代替全板厚试样时,应把每组试样看成相当于一个要求做拉伸试验的全4)板厚单个试样。
总之,应把要求代表某一位置的焊缝全厚度的所有试样组成一组。
5)当需要多个试样时,应将整个厚度用机械方法分割成能够在现有设备中进行试验的大小6)接近相等的最少条款,对一组中的每个试样进行试验时,均应符合3.3.1.1.3的要求。
焊接工艺评定覆盖原则焊接工艺评定覆盖原则是指在焊接工艺评定过程中要考虑到不同焊接条件和材料的多样性。
本文将对焊接工艺评定覆盖原则进行深度分析,并探讨其在实际应用中的重要性和影响。
一、焊接工艺评定的基本概念和要求焊接工艺评定是指通过一系列试验和验证,确定适用于具体焊接任务的焊接工艺及其相应的参数。
评定的目标是确保焊接接头的质量,同时满足设计和工程要求。
焊接工艺评定需要充分考虑材料的特性、焊接条件和实际应用环境等因素。
二、焊接工艺评定覆盖原则的内涵和作用焊接工艺评定覆盖原则是指评定所确定的焊接工艺应该具备的广度和深度。
具体而言,焊接工艺评定应涵盖以下几个方面:1. 材料:焊接工艺评定应考虑到使用的材料特性,包括化学成分、力学性能和抗腐蚀性能等。
不同材料的焊接工艺有所差异,因此评定过程应包括不同材料的试验和验证,以确保适用性和质量。
2. 焊接条件:评定应考虑到焊接过程中的各种条件,如焊接电流、电压、电弧稳定性、气氛保护和预热温度等。
对于不同焊接条件,评定应针对性地进行试验和验证,以确定最佳的焊接工艺参数。
3. 焊接接头类型:不同的焊接接头类型对焊接工艺的要求也不同,如角焊缝、对接焊缝和搭接焊缝等。
评定应包括不同接头类型的试验和验证,以确保适用性和可靠性。
4. 特殊要求:对于一些特殊的焊接要求,如高强度焊接、低温焊接和防腐焊接等,评定应针对性地进行试验和验证,以确保满足特殊要求。
焊接工艺评定覆盖原则的作用主要有以下几个方面:1. 确保焊接接头的质量:通过充分考虑材料特性、焊接条件和接头类型等因素,评定可以确保焊接接头的质量和可靠性,避免焊接缺陷和性能不符合要求的问题。
2. 提高工艺的适应性:评定的广度和深度能够保证焊接工艺在不同材料和条件下的适用性,提高工艺的通用性和灵活性。
3. 促进技术进步:通过评定过程中的试验和验证,可以不断探索和创新新的焊接工艺和方式,促进焊接技术的进步和发展。
个人观点和理解:焊接工艺评定覆盖原则是确保焊接接头质量和适用性的重要原则之一。