圆度圆柱度计量基础
- 格式:ppt
- 大小:4.02 MB
- 文档页数:175
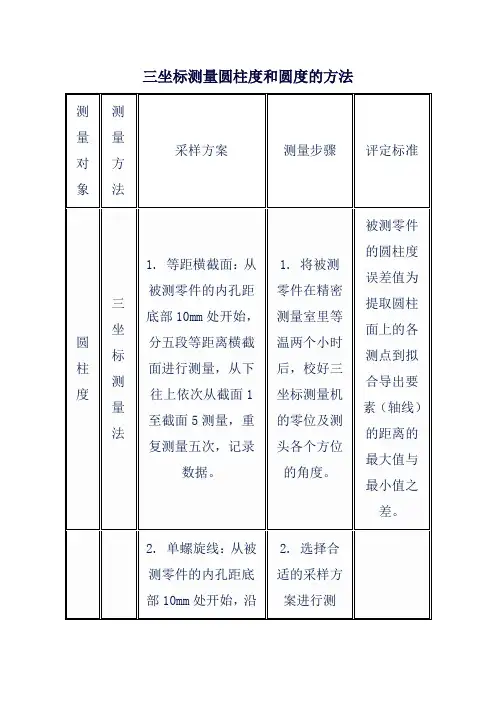
圆柱度圆柱度是指任一垂直截面最大尺寸与最小尺寸差为圆柱度。
圆柱度误差包含了轴剖面和横剖面两个方面的误差。
.圆柱度的公差带是两同轴圆柱面间的区域,该两同轴圆柱面间的径向距离即为公差值。
圆柱度测量圆柱度(见形位公差)是圆柱体圆度和素线直线度的综合,因此圆柱度一般是在圆度仪上附加能沿被测圆柱体作轴向运动的精密直线导轨、电子计算机和相应的程序等来测量的。
测量时,长度传感器的测头沿精密直线导轨测量被测圆柱体的若干横截面,也可沿被测圆柱面作螺旋运动取样。
测得的半径差由电子计算机按最小条件确定圆柱度误差。
在配有电子计算机和相应程序的三坐标测量机上利用坐标法也可测量圆柱度。
测量时,长度传感器的测头沿被测圆柱体的横截面测出若干(取样)点的坐标值X、y,并按需要测量若干横截面,然后由电子计算机按最小条件确定圆柱度误差。
此外,还可利用V形块和平板(带有径向定位用直角座)等分别测量具有奇数棱边和偶数棱边的圆柱体的形状误差(见圆度测量),但这时V形块和平板的长度应大于被测圆柱体的全长。
测量时,被测圆柱体在 V形块内或带直角座的平板上回转一周,从测微仪读出一个横截面中最大和最小的示值,按需要测量若干横截面,然后取从各截面读得的所有示值中最大与最小示值差之半,作为被测圆柱体的圆柱度误差。
圆度误差的测量测量方法圆度误差的评定方法有4种:最小包容区域法,最小外接圆法,最大内切圆法,最小二乘法。
由于最小二乘法简便易行,长期以来甚为流行。
测量圆度误差的方法虽有多种,但最为合理、用得最多的是半径法。
为此,通过采用半径测量法在光学分度头上用千分表测量圆度误差,并对测量数据进行最小二乘法计算,以求得圆度误差值。
—测量时,将被测量工件顶在光学分度头的两顶尖间,将指示表置于被测量横截面上,测量其半径的变化量△r,即利用光学分度头将被测圆周等分成 n个测量点,当每转过一个0 =360°/n角时,从指示表上读出该点相对于某一半径R0的偏差值△r,由此测得所有数据△ri。

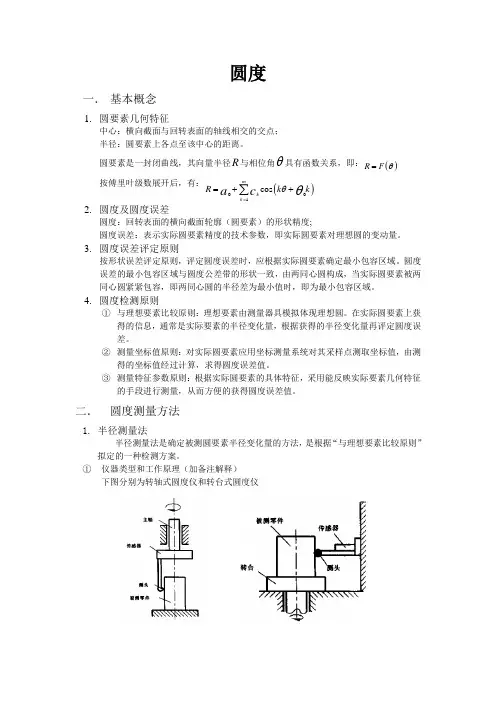
圆度一. 基本概念1. 圆要素几何特征中心:横向截面与回转表面的轴线相交的交点; 半径:圆要素上各点至该中心的距离。
圆要素是一封闭曲线,其向量半径R 与相位角θ具有函数关系,即:()R F θ=按傅里叶级数展开后,有:()001cos mk k R k k a c θθ==++∑2. 圆度及圆度误差圆度:回转表面的横向截面轮廓(圆要素)的形状精度;圆度误差:表示实际圆要素精度的技术参数,即实际圆要素对理想圆的变动量。
3. 圆度误差评定原则按形状误差评定原则,评定圆度误差时,应根据实际圆要素确定最小包容区域。
圆度误差的最小包容区域与圆度公差带的形状一致,由两同心圆构成,当实际圆要素被两同心圆紧紧包容,即两同心圆的半径差为最小值时,即为最小包容区域。
4. 圆度检测原则① 与理想要素比较原则:理想要素由测量器具模拟体现理想圆。
在实际圆要素上获得的信息,通常是实际要素的半径变化量,根据获得的半径变化量再评定圆度误差。
② 测量坐标值原则:对实际圆要素应用坐标测量系统对其采样点测取坐标值,由测得的坐标值经过计算,求得圆度误差值。
③ 测量特征参数原则:根据实际圆要素的具体特征,采用能反映实际要素几何特征的手段进行测量,从而方便的获得圆度误差值。
二. 圆度测量方法1. 半径测量法半径测量法是确定被测圆要素半径变化量的方法,是根据“与理想要素比较原则”拟定的一种检测方案。
① 仪器类型和工作原理(加备注解释)下图分别为转轴式圆度仪和转台式圆度仪圆度仪可运用测得信号的输出特性,将被测轮廓的半径变化量放大后同步自动记录下来,获得轮廓误差的放大图形,可按放大图形评定圆度误差。
② 用圆度仪测量注意事项(加备注择项解释)选择适当的侧头类型;静态测量力选择;测量平面和测量方向确定;频率响应选择;选择适当的放大倍率;正确安装被测件,径向偏心和轴向倾斜;主轴误差的影响2. 坐标测量法坐标测量法是根据测量坐标值原则提出的一种检测方案。
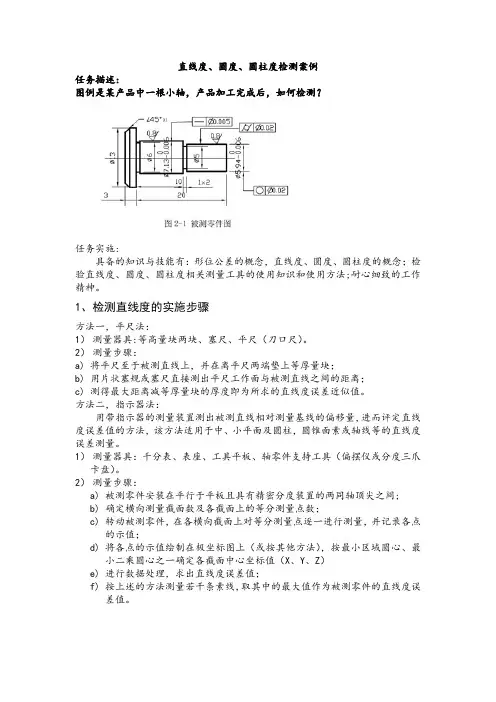
直线度、圆度、圆柱度检测案例任务描述:图例是某产品中一根小轴,产品加工完成后,如何检测?任务实施:具备的知识与技能有:形位公差的概念,直线度、圆度、圆柱度的概念;检验直线度、圆度、圆柱度相关测量工具的使用知识和使用方法;耐心细致的工作精神。
1、检测直线度的实施步骤方法一,平尺法:1)测量器具:等高量块两块、塞尺、平尺(刀口尺)。
2)测量步骤:a)将平尺至于被测直线上,并在离平尺两端垫上等厚量块;b)用片状塞规或塞尺直接测出平尺工作面与被测直线之间的距离;c)测得最大距离减等厚量块的厚度即为所求的直线度误差近似值。
方法二,指示器法:用带指示器的测量装置测出被测直线相对测量基线的偏移量,进而评定直线度误差值的方法,该方法适用于中、小平面及圆柱,圆锥面素或轴线等的直线度误差测量。
1)测量器具:千分表、表座、工具平板、轴零件支持工具(偏摆仪或分度三爪卡盘)。
2)测量步骤:a)被测零件安装在平行于平板且具有精密分度装置的两同轴顶尖之间;b)确定横向测量截面数及各截面上的等分测量点数;c)转动被测零件,在各横向截面上对等分测量点逐一进行测量,并记录各点的示值;d)将各点的示值绘制在极坐标图上(或按其他方法),按最小区域圆心、最小二乘圆心之一确定各截面中心坐标值(X、Y、Z)e)进行数据处理,求出直线度误差值;f)按上述的方法测量若干条素线,取其中的最大值作为被测零件的直线度误差值。
3)数据处理:a)以各测得点中的两个端点坐标值[(Xo,Yo,Z0)和(Xn-Yn,Zn)]求出两端点连线的直线方程系数q,p作为初始值:b)将各测得点的坐标值代入下式,算出各点距该直线的径向距离:c)找出Ri中的最大值f1;d)按一定优化方法改变Xo,Yo,p,q值;e)按Ri计算式逐个计算变换后的Ri值,并找出Ri中的最大值f2f)将f1与f2相比较,使较小者为f1;g)反复进行d)-f)的步骤,使f1为最小;h)最后求出的最小值f1的两倍即为直线度误差值。
直线度、平面度、圆度、圆柱度...这些形位公差你都了如指掌?作为机加工老司机,你阅图无数,加工无数。
当我们说到“形位公差”,它是既理论又实际的专业知识,你对它有多了解呢?在生产中,如果我们对图纸标注的形位公差理解错误,就会使加工分析、加工结果与要求偏离,甚至带来严重后果。
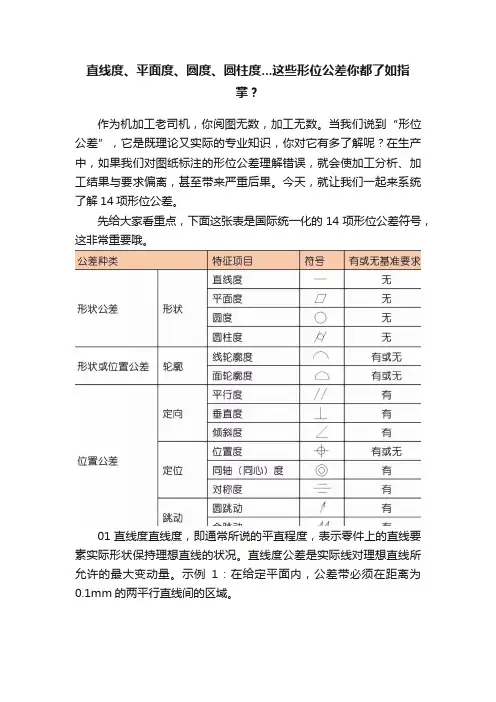
今天,就让我们一起来系统了解14项形位公差。
先给大家看重点,下面这张表是国际统一化的14项形位公差符号,这非常重要哦。
01 直线度直线度,即通常所说的平直程度,表示零件上的直线要素实际形状保持理想直线的状况。
直线度公差是实际线对理想直线所允许的最大变动量。
示例1:在给定平面内,公差带必须在距离为0.1mm的两平行直线间的区域。
02 平面度平面度,即通常所说的平整程度,表示零件的平面要素实际形状,保持理想平面的状况。
平面度公差是实际表面对理想平面所允许的最大变动量。
示例:公差带是位于距离0.08mm的两个平行平面之间的区域。
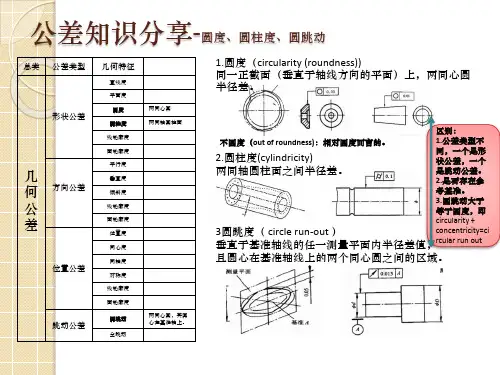
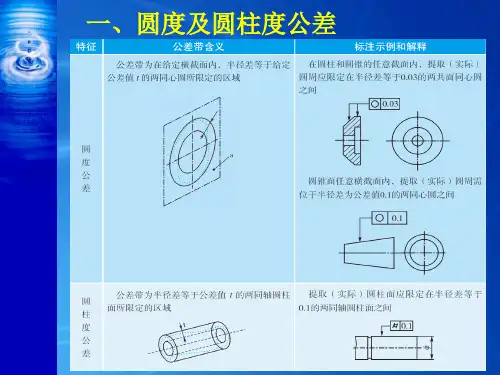
03 圆度圆度,即通常所说的圆整程度,表示零件上圆的要素实际形状与其中心保持等距的状况。
圆度公差是在同一截面上,实际圆对理想圆所允许的最大变动量。
示例:公差带必须在同一正截面上,半径差为公差值0.03mm的两个同心圆之间的区域。
04 圆柱度圆柱度是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
圆柱度公差是实际圆柱面对理想圆柱面所允许的最大变动量。
示例:公差带是半径差为公差值0.1mm的两个同轴圆柱面之间的区域。
05 线轮廓度线轮廓度是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差是指非圆曲线的实际轮廓线的允许变动量。
06 面轮廓度面轮廓度是表示零件上的任意形状的曲面,保持其理想形状的状况。
面轮廓度公差是指非圆曲面的实际轮廓线,对理想轮廓面的允许变动量。
示例:公差带是由包络一系列直径为0.02mm的球的两条包络线之间,诸球的中心理论上应位于理论正确几何形状的面上。
07 平行度平行度,即通常所说的保持平行的程度,表示零件上被测实际要素相对于基准保持等距离的状况。
国内统一刊号CN31-1424/TB2014/1 总第239期第四十四讲 圆度、圆柱度测量仪顾耀宗/上海市计量测试技术研究院圆度、圆柱度是机械制造和长度测量中形状误差的重要参数。
圆度测量仪是以精密回转中心为回转测量基准,通过传感器测量被测件在不同转角位置上的实际轮廓至回转中心半径的变化量,从而评定被测件在某一横截面圆度的测量仪器。
圆度仪主要用于测量被测件内、外回转表面各截面轮廓的圆度、同心度和端面跳动等参数。
圆柱度测量仪是以精密回转中心线为回转测量基准,精密直线运动导轨为直线测量基准,通过位于直线运动导轨上的位移传感器,测量圆柱体表面若干截面在不同转角位置上的实际轮廓至回转中心线半径的变化量,从而评定圆柱体表面圆柱度的测量仪器。
圆柱度仪主要用于测量圆柱面工件表面轮廓的形状误差(圆度、圆柱度、直线度和平面度)、位置误差(同轴度和垂直度)等。
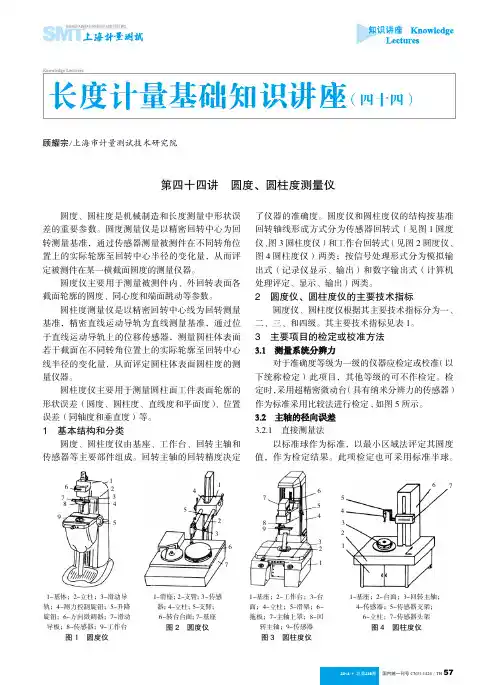
1 基本结构和分类圆度、圆柱度仪由基座、工作台、回转主轴和传感器等主要部件组成。
回转主轴的回转精度决定了仪器的准确度。
圆度仪和圆柱度仪的结构按基准回转轴线形成方式分为传感器回转式(见图1圆度仪、图3圆柱度仪)和工作台回转式(见图2圆度仪、图4圆柱度仪)两类;按信号处理形式分为模拟输出式(记录仪显示、输出)和数字输出式(计算机处理评定、显示、输出)两类。
2 圆度仪、圆柱度仪的主要技术指标圆度仪、圆柱度仪根据其主要技术指标分为一、二、三、和四级。
其主要技术指标见表1。
3 主要项目的检定或校准方法3.1 测量系统分辨力对于准确度等级为一级的仪器应检定或校准(以下统称检定)此项目,其他等级的可不作检定。
检定时,采用超精密微动台(具有纳米分辨力的传感器)作为标准采用比较法进行检定,如图5所示。
3.2 主轴的径向误差3.2.1 直接测量法以标准球作为标准,以最小区域法评定其圆度值,作为检定结果。
此项检定也可采用标准半球。
12345987612354671234567891-基体;2-立柱;3-滑动导轨;4-测力控制旋钮;5-升降旋钮;6-方向微调器;7-滑动导板;8-传感器;9-工作台图1 圆度仪1-滑座;2-支臂;3-传感器;4-立柱;5-支臂;6-转台台面;7-基座图2 圆度仪1-基座;2-工作台;3-台面;4-立柱;5-滑架;6-拖板;7-主轴上罩;8-回转主轴;9-传感器图3 圆柱度仪1-基座;2-台面;3-回转主轴;4-传感器;5-传感器支架;6-立柱;7-传感器头架图4 圆柱度仪1234567国内统一刊号CN31-1424/TB 2014/1 总第239期表1 圆度仪、圆柱度仪主要技术指标注:H — 对于工作台回转式的仪器,被测截面距离工作台面的高度(单位:mm);对于传感器回转式的仪器,H = 0。
直线度、平⾯度、圆度、圆柱度...你都了如指掌?作为机加⼯⽼司机,你阅图⽆数,加⼯⽆数。
当我们说到“形位公差”,它是既理论⼜实际的专业知识,你对它有多了解呢?在⽣产中,如果我们对图纸标注的形位公差理解错误,就会使加⼯分析、加⼯结果与要求偏离,甚⾄带来严重后果。
今天,就让我们⼀起来系统了解14项形位公差。
先给⼤家看重点,下⾯这张表是国际统⼀化的14项形位公差符号,这⾮常重要哦。
01 直线度直线度,即通常所说的平直程度,表⽰零件上的直线要素实际形状保持理想直线的状况。
直线度公差是实际线对理想直线所允许的最⼤变动量。
⽰例1:在给定平⾯内,公差带必须在距离为0.1mm的两平⾏直线间的区域。
⽰例2:在公差值前加注记号Φ、则公差带必须在直径0.08mm的圆柱⾯内的区域。
02 平⾯度平⾯度,即通常所说的平整程度,表⽰零件的平⾯要素实际形状,保持理想平⾯的状况。
平⾯度公差是实际表⾯对理想平⾯所允许的最⼤变动量。
⽰例:公差带是位于距离0.08mm的两个平⾏平⾯之间的区域。
03 圆度圆度,即通常所说的圆整程度,表⽰零件上圆的要素实际形状与其中⼼保持等距的状况。
圆度公差是在同⼀截⾯上,实际圆对理想圆所允许的最⼤变动量。
⽰例:公差带必须在同⼀正截⾯上,半径差为公差值0.03mm的两个同⼼圆之间的区域。
04 圆柱度圆柱度是表⽰零件上圆柱⾯外形轮廓上的各点,对其轴线保持等距状况。
圆柱度公差是实际圆柱⾯对理想圆柱⾯所允许的最⼤变动量。
⽰例:公差带是半径差为公差值0.1mm的两个同轴圆柱⾯之间的区域。
05 线轮廓度线轮廓度是表⽰在零件的给定平⾯上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差是指⾮圆曲线的实际轮廓线的允许变动量。
⽰例:公差带是由包络⼀系列直径为公差0.04mm的圆的两包络线之间的区域。
诸圆的圆⼼位于具有理论正确⼏何形状的线上。
06 ⾯轮廓度⾯轮廓度是表⽰零件上的任意形状的曲⾯,保持其理想形状的状况。
⾯轮廓度公差是指⾮圆曲⾯的实际轮廓线,对理想轮廓⾯的允许变动量。
圆度和圆柱度讲解一、圆柱度圆柱度是指任一垂直截面最大尺寸与最小尺寸差为圆柱度。
圆柱度误差包含了轴剖面和横剖面两个方面的误差。
.圆柱度的公差带是两同轴圆柱面间的区域,该两同轴圆柱面间的径向距离即为公差值。
圆柱度是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
圆柱度是限制实际圆柱面对理想圆柱面变动量的一项指标。
它的公差带是以公差值t为半径差的两个同轴圆柱面之间的区域。
它控制了圆柱体横剖面和轴剖面内的各项形状公差,诸如圆度、轴线直线度,素线直线度等。
使用时,一般标注了圆柱度就没有必要再标注圆度,直线度。
如果一定要单独标注圆度、直线度,则其公差值必须小于圆柱度公差值,以表示设计上对径向或轴向形状公差提出进一步要求。
通常,圆柱度误差用圆度仪或配备计算机的三坐标测量装置检测,如果没有这些装置,最好不要使用圆柱度,此时可分别用圆度和圆柱面素线的平行度来代替使用。
用圆度和平行度来代替圆柱度时,应根据圆柱体的长径比确定圆度公差值与平行度公差值。
1)当圆柱体长度大于其直径时,素线平行度公差值必须相应大于其圆度公差值。
2)当圆柱体长度等于其直径时,素线平行度公差值与其圆度公差值也应相等。
3)当圆柱体长度小于其直径时,素线平行度公差值必须相应小于其圆度公差值。
二、圆度圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。
即通常所说的圆整程度。
圆度是限制实际圆对理想圆变动量的一项指标,其公差带是以公差值t为半径差的两同心圆之间的区域。
线轮廓度是限制实际曲线对理想曲线变动量的一项指标,其公差带是包络一系列直径为公差t的圆的两包络线之间的区域,该圆圆心应位于理想轮廓线上。
从线轮廓度公差带可见,线轮廓度不仅要求它的轮廓形状正确,还有一定的尺寸要求,即它的理想形状与尺寸有关,类似于尺寸偏差。
而圆度则不然,它只限制两同心圆的半径之差,至于两同心圆的直径大小没有要求,两同心圆的位置不确定。
所以,标注了线轮廓度可以得到类似于采用包容原则的效果。
项目八圆度与圆柱度的测量【知识目标】☆理解圆度、圆柱度误差的意义。
☆掌握圆度、圆柱度误差的测量方法【能力目标】☆能正确使用百分表进行圆度和圆柱度的测量。
☆掌握对圆度和圆柱度的测量数据处理及评定方法。
【项目内容】圆度是衡量回转体的圆形程度,用于对回转体任一正截面上的圆轮廓提出形状精度要求;而圆柱度是衡量圆柱面的变动量情况,用于对圆柱面所有正截面和纵截面上的轮廓提出的综合形状精度要求。
圆柱度公差可以同时控制圆度、素线和轴线的直线,以及两条素线的平行度。
【项目分析】形位公差带的四个要素形位公差带是用来限制实际要素变动的区域。
构成零件实际要素的点、线、面都必须处在该区域内,零件才为合格。
它主要有大小、形状、位置和方向四个要素构成。
1.公差带的形状形位公差带的形状由各个公差项目的定义决定的。
如公差项目是平面度,那么形位公差带的形状就是两平面平行。
2.公差带的大小形位公差带的大小用公差值表示,公差值和公差带是多种多样的。
公差带形状可分为:用公差值t表示宽度的两条平行直线、两平行平面、两同轴圆柱、两同心圆、两等距曲面等;也有用公差值t表示直径的一个圆、一个球、一个圆柱。
即形位公差带值t可以是公差带的宽度或直径。
3.公差带的方向1)形状公差带的方向形状公差带的方向是公差带的延伸方向,它与测量方向垂直。
公差带的实际方向是由最小条件决定的。
2)位置公差带的方向形状公差带的方向是公差带的延伸方向,它与测量方向垂直。
公差带的实际方向与基准保持图样上的给定几何关系,如图8-1所示。
图8-1 位置公差带方向4.公差带的位置公差带的位置分固定和浮动两种。
1)固定位置公差带所谓的固定位置公差带是指形位公差带的位置给定之后,它与零件上的实际尺寸无关,不随尺寸大小变化而发生位置的变动。
这种公差带称为固定位置公差带。
如图8-2所示,φt1对φt2有同轴度要求,φt2为基准轴线,φt1为被测轴线,公差带形状为φt的圆柱面,并与φt2轴线同轴,其位置不随被测圆柱的直径φt1尺寸大小变动而变化。
1.曲轴轴承孔的测量a.圆柱度测量:曲轴轴承孔圆柱度误差检验,可用内径千分表沿圆周测量3-5 点,沿轴线方向测量三处,取其最大值。
b.同轴度测量:曲轴轴承孔同轴度误差检验,是以两端轴承座孔的公共轴线为基准测量。
测量仪器主要有同轴度测量仪、综合量规。
定心轴支承在定心套内,可以沿轴向移动。
在定心轴上装有本体、等臂杠杆及百分表。
测量时,使等臂杠杆的球形触头触及被测孔的表面,当转动心轴时,如果孔不同轴,等臂杠杆的球形触头便产生径向移动。
移动量经杠杆传给百分表,便能测量出曲轴轴承孔的同轴度。
2.凸轮轴轴承孔的测量凸轮轴轴承孔圆柱度和同轴度的检测和曲轴轴承孔的检测方法相同。
凸轮轴轴承孔同轴度检验时,以两端轴承孔的公共轴线为测量基准。
3、汽缸直径检测汽缸直径测量,通常用内径量表配合外径千分尺进行。
内径量表就是在普通千分表下面装置一套联动机构。
内径量表在测量前,应做好以下准备工作。
1)根据汽缸直径,选择合适的接杆带固定螺母旋入内径量表的下端。
2)用外径千分尺校对内径量表至所量汽缸的标准尺寸,并留出测杆伸长的适当数值。
应使内径量表测杆被压缩为整毫米数,旋转表盘,使“0”位对正指针,记住小指针指示毫米数,扭紧接杆上的固定螺母。
在使用内径量表时,一手拿住绝缘套,另一只手尽量托住管子下部靠近本体的地方。
测量时,如果表针正好指在“0”处,说明被测缸径与标准尺寸的缸径相等。
当表针顺时针离开“0”位,表示缸径小于标准尺寸;若反时针方向离开“0”位,表示缸径大于标准尺寸。
测量时,应前后方向摆动内径量表。
这是因为只有内径量表的测杆与汽缸轴线保持垂直,测量次准确。
当前后摆动内径量表,表针均指示到某一最小数值时,即表示测杆已垂直于汽缸轴线。
4、汽缸圆度、圆轴度的测量用内径量表在汽缸的上、中、下三个部位任意测量,同一横断面微分表针最大摆差值的一半是汽缸圆度误差值,同一纵断面微分表针最大摆差值的一半为圆柱度。
5.汽缸孔轴线对主轴承孔轴线的垂直度检测用测量汽缸孔轴线对主轴承孔轴线的垂直度检验仪进行检测。